曲面冲击头随焊冲击旋转挤压法控制40Cr钢冷裂纹
2017-05-17孙琳琳綦秀玲
张 勇 孙琳琳 綦秀玲
辽宁工程技术大学材料科学与工程学院,阜新,123000
曲面冲击头随焊冲击旋转挤压法控制40Cr钢冷裂纹
张 勇 孙琳琳 綦秀玲
辽宁工程技术大学材料科学与工程学院,阜新,123000
采用随焊冲击旋转挤压法控制高强钢冷裂纹。为了增强加载区域的塑性延展,进行了曲面冲击头的设计,对强拘束度条件下40Cr钢工件,利用冲击旋转挤压曲面头进行了间距分别为80 mm、100 mm和110 mm的随焊加载。采用小孔法测量了接头处的残余应力。实验结果表明,随焊冲击旋转挤压法能够显著减小残余应力,从减小接头残余应力的角度控制了高强钢焊接冷裂纹。
随焊冲击旋转挤压;冷裂纹;残余应力;曲面冲击头
0 引言
中碳调质钢被广泛运用于制造业的各个领域[1],但中碳调质钢具有较强的焊接冷裂纹倾向,且强度级别越高,冷裂纹的倾向性越大。有研究表明,强拘束状态下冷裂纹会以焊道内微小裂纹为源头[2],在残余拉应力的作用下扩展。减小残余应力是控制冷裂纹的重要手段之一。现有的控制冷裂纹的方法有焊前预热缓冷[3]、超声冲击[4]和随焊冲击碾压[5]。随焊旋转挤压法最早被用于控制钛合金TC4薄板焊接时产生的焊接失稳变形[6],该方法通过延展焊缝,减小焊接过程中产生的压缩塑性变形,在消除焊接残余应力方面取得了良好的效果。
本文以40Cr钢为母材,在强拘束度条件下进行焊接。在焊接过程中对仍处于相对较高温度的焊缝施加局部冲击旋转挤压,从而实现焊接冷裂纹的控制。为了提高该方法的作用效果,设计了增加剪切作用的曲面冲击旋转挤压头,以增强塑性变形的效果,充分发挥冲击旋转挤压的塑性延展作用。
1 随焊冲击旋转挤压实验
1.1 实验材料
40Cr钢工件尺寸为200 mm×100 mm×2.5 mm,材料的化学成分(质量分数)如下:w(C)=0.40%,w(Cr)=0.97%,w(Si)=0.21%,w(Mn)=0.59%,w(S)=0.0095%,w(P)=0.017%。
1.2 强拘束焊接实验
采用刚性固定对接裂纹实验法,利用拘束焊缝将试件固定在拥有较大刚度的刚性拘束垫板上。刚性拘束垫板选用Q235钢,厚板尺寸为250 mm×250 mm×25 mm。采用不填丝TIG焊接。薄板开I型坡口。焊接必须确保不出现由于未焊透或焊接工艺不当造成的明显缺陷,利用收弧板避免弧坑裂纹。焊接工作状态如图1所示。

图1 焊接工作状态Fig.1 Welding work assembly
1.3 曲面冲击头的设计
根据von-Misses准则,当变形金属受到的剪切力不等于零时,变形金属进入塑性状态所需要的轴向压应力就小于材料的屈服强度,即变形力减小,且剪切应力越大时,变形力减小的效果越显著。
曲面冲击头的主要作用是利用在冲击头下端面加工出的曲面来加强挤压过程中的剪切作用。曲面头的形状如图2所示。端部曲面的设计,使焊后较高温度的金属在旋转挤压的作用下能够受到更大的切向力,使冲击旋转挤压工艺的效果更加明显。

图2 冲击头端部曲面Fig.2 Curved surface of impacting rod
2 实验结果及分析
2.1 冷裂纹的生成
焊接完成后,将试件保留在厚板上,不拆除周围搭接的拘束焊缝。如果焊接过程中不出现裂纹,而在冷却过程中或冷却至常温后的静置过程中出现裂纹,则可以初步认为是冷裂纹。如果静置48 h后裂纹仍然不出现,则认为冷裂纹出现的概率很低,基本不会再出现。
在强拘束条件下,焊接产生裂纹的实验统计结果见表1。在强拘束和快速冷却的条件下,冷裂纹将以高达80%的概率出现。
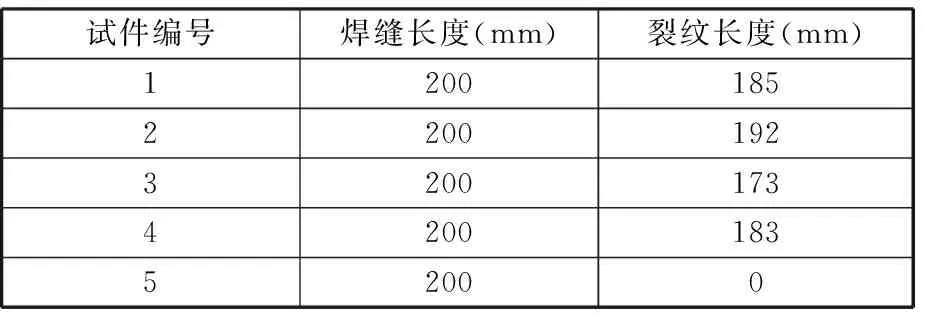
表1 焊接冷裂纹实验结果统计Tab.1 Statistic of cold cracking
2.2 曲面冲击头随焊冲击旋转挤压法控制冷裂纹的有效性分析
冲击头中心和焊枪中心的距离s为80 mm时,经过随焊冲击旋转挤压作用后,保持拘束状态直到冷却,效果如图3所示。从图3可以看出,冲击旋转挤压造成的塑性变形是十分明显的,原因是变形时金属的温度较高。随焊冲击头旋转时,在高温下形成了少许裂纹。在有固有缺陷的前提下,经过24 h,裂纹并没有进一步扩展,没有形成贯穿焊缝的冷裂纹。从这一点看来,s=80 mm时,随焊冲击旋转挤压法抑制冷裂纹的效果是明显的。

图3 冲击头中心和焊枪中心相距80 mm作用后效果Fig.3 Effect of 80 mm interval between impacting rod and welding torch
当s=100 mm时,经过随焊冲击旋转挤压作用后,保持拘束状态直到冷却,效果如图4所示。 与s=80 mm处的作用效果相比,s=100 mm时,冲击旋转挤压造成的塑性变形并不明显;但是再随焊冲击时高温下形成的裂纹明显缩短,而且,在保持拘束24 h后,冷裂纹未见出现,原始裂纹也未有扩展。由此可知,在s=100 mm这个区域作用时,抑制冷裂纹的效果是显而易见的。
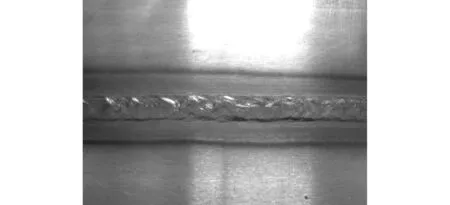
图4 冲击头中心和焊枪中心相距100 mm作用后效果Fig.4 Effect of 100 mm interval between impacting rod and welding torch
冲击头和焊枪距离为110 mm时,经过随焊冲击旋转挤压作用后,保持拘束状态直到冷却,效果如图5所示。与冲击头和焊枪距离100 mm处的作用效果相比,此时的塑性变形程度进一步减小,随焊冲击高温下产生的裂纹距离更短。保持拘束24 h后,未出现冷裂纹,原始裂纹未有扩展,所以,冲击头和焊枪距离为110 mm时,冷裂纹依然得到了很好的抑制。

图5 冲击头中心和焊枪中心相距110 mm作用后效果Fig.5 Effect of 110 mm interval between impacting rod and welding torch
实验结果见表2。实验结果有力地说明,经过随焊冲击旋转挤压作用的焊缝的确具有抑制冷裂纹的效果。
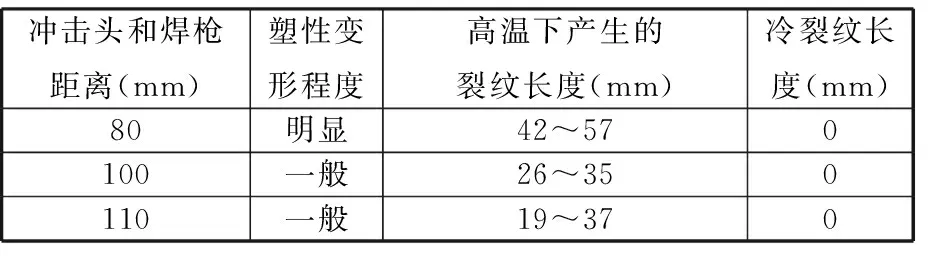
表2 冷裂纹控制效果统计Tab.2 Statistics of the effect of Cold cracking control
2.3 小孔法测量高应力区残余应力
本文采用小孔法对焊缝残余应力进行测量。选择在距离焊缝中心10 mm处采用小孔法测量应力,残余应力测量结果见表3。由表3可知,s=110 mm冲击的纵向应力的平均值为75.9 MPa,横向应力的平均值为9.7 MPa;s=100 mm冲击的纵向应力的平均值为123.2 MPa,横向应力的平均值为35.0 MPa;s=80 mm冲击的纵向应力的平均值为311.0 MPa,横向应力的平均值为75.8 MPa;而未经过冲击的纵向应力的平均值为360.9 MPa,横向应力平均值为158.4 MPa。焊接过程中对焊缝区域进行冲击可以减小焊接残余应力,而且随着焊枪与冲击头间距离的增加,冲击作用更加显著。
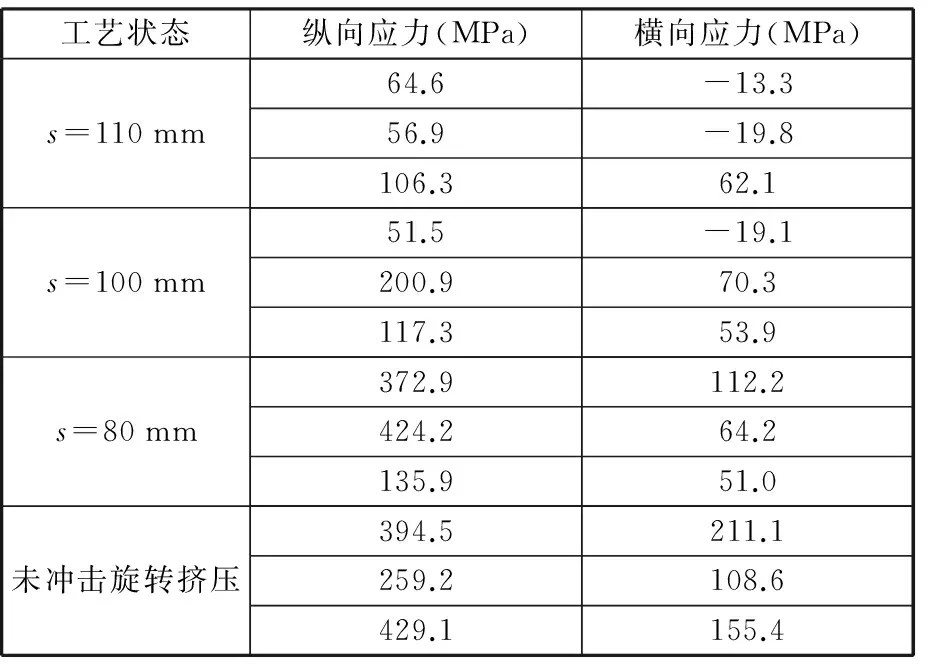
表3 残余应力测量结果Tab.3 Residual stress measurement results
具有一定动能的冲击头到达工件表面时,工件表面受到挤压作用,产生厚度方向上的压力,工件在厚度方向上收缩变形。在形成挤压作用的同时,由于摩擦作用产生了与压力成比例的扭矩,变形金属受到剪切力的作用,即冲击旋转挤压过程属于扭-压复合加载。
根据金属塑性变形屈服准则,只要变形金属受到的剪切力不等于零,那么变形体进入塑性状态所需要的轴向压应力就小于材料的屈服强度,即可减小变形力,且当扭矩增大,即剪切应力越大时,变形力减小的效果愈明显。即与一般压缩成形相比,扭压成形有助于减小变形力,改善内部金属变形不均的状况,扭矩变形程度越大,扭压成形减小变形力的效果越明显。为了强化扭矩的作用,冲击旋转挤压头与工件表面接触部位应保持一定的粗糙度,因此,本文设计成曲面头的形状。
冲击旋转挤压属于局部加载的形式。局部加载时,在变形体工件内沿厚度方向上受力面积是逐渐增大的,其应力的绝对值逐渐减小。冲击旋转挤压的塑性延展作用主要产生于工件与挤压头作用的近表面接触处。
而焊接过程中通过冲击旋转挤压产生的塑性变形来进行焊缝及近缝区的塑性延展,从而减小了焊接残余拉应力,进一步减小整体工件的残余应力。与未冲击旋转挤压的工件相比,s在80 mm、100 mm、110 mm处的焊接残余应力均有减小,且随着加载距离的增大,焊接残余应力减小幅值越大。这是因为冲击旋转挤压后高温到室温的弹性回复变形的影响,随着冲击头中心与焊枪中心间距离的增大,温度变化所导致的回复效应被减弱,焊接残余应力减小的幅度增大。当局部裂纹处的应力小于临界应力时,微观裂纹的应力强度因子减小,所以该位置即使产生裂纹也不会发生裂纹扩展。
3 结 论
(1)在强拘束和快速冷却的条件下焊接,40Cr钢工件出现冷裂纹的概率为80%,而采用随焊冲击旋转挤压法控制冷裂纹工艺后出现冷裂纹的概率为零。
(2)实验结果表明,在冲击头和电弧距离为80 mm、100 mm和110 mm时,焊接残余应力较常规焊接有显著减小。随着作用距离的增加,热过程所导致的弹性回复作用的减弱,残余应力减小的效果越明显。
(3)随焊冲击旋转挤压法能够显著地减小焊缝的残余应力,继而减小局部区域的应力强度因子,从力学的角度抑制了冷裂纹的开启。
[1] 邹增大.低合金调制高强度钢焊接及工程应用[M]. 北京:化学工业出版社,2000:23-24. ZUO Zengda.Welding Technology and Engineering Application of Low Alloy High Strength Steel[M].Beijing:Chemical Industry Press,2000:23-24.
[2] 杨建国,黄鲁永,张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报,2011,32(12):13-16. YANG Jianguo,HUANG Luyong, ZHANG Yong, et al. Mechanism of Cold Welding Cracks in 30Cr Mn Si Steel Joints Welded by TIG Method[J]. Transactions of the China Welding Institution,2011,32(12):13-16.
[3] KIHARA H,TERAI K,YAMADA S, et al. Study on Preheating Temperature in Welds of High-strength Steel Structure[J]. Transactions of the Japan Welding Society,1970,1(1):119-129.
[4] 严铿, 聂洁, 于怀东,等.超声冲击处理对灰铸铁焊接冷裂纹影响[J]. 焊接学报,2007,28(11):76-84. YAN Keng, NIE Jie, YU Huaidong, et al. Influence of Ultrasonic Peening Treatment to Gray Cast Iron Welding Cold Crack[J]. Transactions of the China Welding Institution,2007,28(11):78-84.
[5] YANG Jianguo, PAN Haibo, HANG Luyong, et al. Control of Cold Welding Cracks in 30CrMnsi Steel by Welding with Trailling Impacting and Rolling[J]. China Welding,2011,295/297:1251-1258.
[6] 张勇, 杨建国, 李军,等. 随焊冲击旋转挤压控制TC4薄板焊接失稳变形工艺[J]. 焊接学报,2010,31(9):81-84. ZHANG Yong, YANG Jianguo, LI Jun, et al. Control of Buckling Distortion of TC4 Thin Plate by Impact Revolution Pressing during Welding Process[J]. Transactions of the China Welding Institution,2010,31(9):81-84.
(编辑 陈 勇)
Research on Preventing Weld Cold Crack of 40Cr by Impact Revolution Curved Rod
ZHANG Yong SUN Linlin QI Xiuling
College of Materials Science and Engineering,Liaoning Technical University, Fuxin,Liaoning,123000
Weld cold cracks of 40Cr under the conditions of strong constraint degrees were controlled by the method of welding with impact revolution. In order to increase the plastic deformations of the action zones, the geometrical shapes of the impacting rod were designed to curved shapes. The residual stresses of the workpieces with and without the impact revolution effect were measured. The distances between the welding torch and impacting rod were as 80 mm, 100 mm and 110 mm respectively. The residual stresses at the joints were measured by small hole method. The experimental results show that the residual stress may be reduced by the method. The new method may prove the possibility on preventing weld cold cracks by reducing residual stresses.
welding with impact revolution; cold crack; residual stress;curved surface impact rod
2016-06-27
辽宁工程技术大学生产技术问题创新研究基金资助项目(20160002T)
TG156.5
10.3969/j.issn.1004-132X.2017.09.016
张 勇,男,1977年生。辽宁工程技术大学材料科学与工程学院副教授、博士。主要研究方向为焊接结构与工艺。发表论文10余篇。E-mail:zhangyongdiyi@163.com。孙琳琳,女,1997年生。辽宁工程技术大学材料科学与工程学院本科生。綦秀玲,女,1979年生。辽宁工程技术大学材料科学与工程学院讲师、博士。
