Arplas焊在白车身制造中的应用研究
2019-02-05王康潘飞
王康 潘飞
上汽通用汽车有限公司武汉分公司车身车间 湖北省武汉市 430200
1 引言
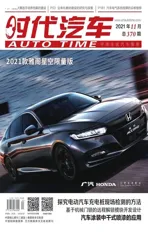
目前arplas焊接工艺是一种解决车门包边窄边焊、侧围后流水槽质量极好的焊接技术,它是基于传统电阻焊技术研发出来的,但是其设备组成及质量控制却与传统电阻焊设备有明显不同,通过相关统计,使用arplas焊接技术可以节约70%电能,它是一种绿色环保型连接技术,在白车身制造中的应用车企有奥迪、奔驰、通用、宝马、特斯拉等。
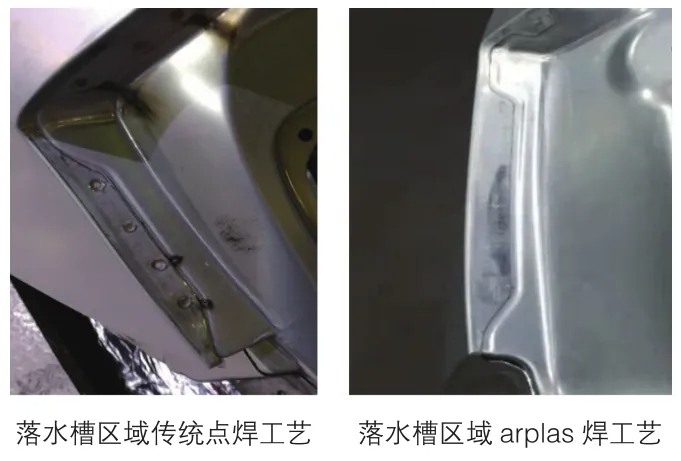
图1
2 arplas工艺
Arplas基本原理是焊枪将电极头覆盖在凸台上方,利用最小的能量输入,极短时间内达到脉冲峰值,由于凸台尖端接触面积很小,故在短时间内电流密度突然增加,熔化接触面形成焊核,使零件与零件完成熔合焊接,并依然能够完全达到零件焊接结构强度的要求。
3 arplas焊设备组成
arplas焊接系统有多种组成方式,最基本的硬件要求是:1个arplas冲凸枪、1个arplas焊枪和1个arplas焊接控制器,以最为核心的arplas焊枪工作站为例,机器人分别通过Devicenet控制arplas枪体,通过ethernet控制arplas焊机,其中焊枪上的焊接电缆及压力传感器线通过机器人本体的管线包连接到arplas焊机中,进而形成焊接闭环控制系统。
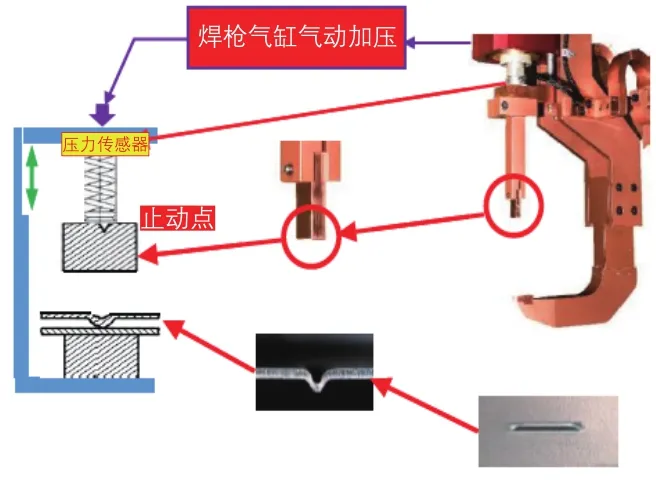
图2
4 arplas集成调试过程中的质量控制
4.1 冲凸枪机器人控制编程及示教注意事项
(1)凸台不能位于零件上有“皱褶”的地方(冲压不良),或者因不良的滚边引起的高、低不平的地方。(2)将冲凸枪的静臂靠近或接触到零件。(3)冲凸枪必须垂直于零件表面。(4)当所有点的轨迹都调好后,在合适的冲压力设置下闭合冲凸枪冲一个凸台。检查零件上的凸台和周边的区域。
a.确认零件的边缘没有在冲凸后出现弯曲变形。b.在不同的光线角度下,观察凸台周边的零件情况。确保在凸台的周围,零件上没有出现变形。这是因为冲凸枪垂直度严重不好引起的典型现象。
(5)切记:如果重新定位凸台在零件上的位置,也需要相应地调整焊枪在这个点的轨迹。
图3

图4
4.2 arplas焊枪机器人控制编程及示教注意事项
(1)电极要覆盖在凸台上:对应电极下面的标有尺寸的草图,说明了对于相应的电极,凸台的最优位置。因为机器人走轨迹的因素和零件波动,完全按照理论定位很难达到。但是,切记100%覆盖是必须的。
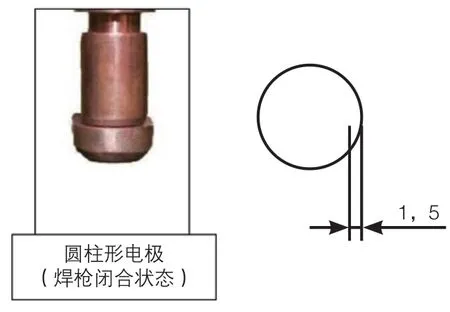
图5
(2)电极垂直于工件:调整焊枪的位置垂直度需要观察两个方向上的垂直度,如下图所示,在现场先观察/调整凸台长度方向上的焊枪垂直度,然后观察/调整凸台宽度方向上的焊枪垂直度。关于焊枪垂直度调整,必须是在确保焊枪轨迹正常-即电极完全覆盖凸台后,再进行。观察焊枪垂直度时,先把焊枪走到焊点位置,然后手动闭合焊枪(不会损坏凸台),再观察焊枪的垂直度。如果焊枪的压力会导致零件严重变形(当零件很薄时),可以临时调低焊枪的进气压力,使之达到足以驱动气缸动作,让动电极接触零件即可。
(3)其他注意事项:
(a)焊接有些部位时,是在小件上冲凸台,外面被一个较大的零件覆盖。这就导致在调整焊枪轨迹时,很难观察到凸台的位置(例如:加强件被车身外板覆盖) 。如果可以,可在夹具中仅放入冲有凸台的小件,根据小件上的凸台位置调整焊枪轨迹,确保电极覆盖凸台。
(b)在调整焊枪轨迹,确保电极覆盖凸台的过程中:
i.有些时候,闭合焊枪,用记号笔把电极的外轮廓画在零件上,将有助于观察电极与凸台的相对位置;
ii.当焊接窄边零件时,确保电极不会碰到零件上有弧度的地方。如果电极碰到有弧度的地方,电极在接触零件表面前就会被限制继续压下,会出现意想不到的后果。
iii.注意观察零件匹配情况,如有问题及时报告给零件尺寸质量控制人员。防止因为零件原因导致凸台溃缩时,电极不能正确地保持对凸台的压力。
5 结论
arplas的使用显著提高了整车的美观性,通过集成调试过程中对冲凸枪及焊枪本体机器人轨迹的正确示教,能有效的保证arplas焊接过程中质量的稳定性,极大的提升了项目前期质量调试的效率,我们相信,随着中国汽车的快速发展,arplas焊接工艺必将成为未来高端车型应用的一种趋势。
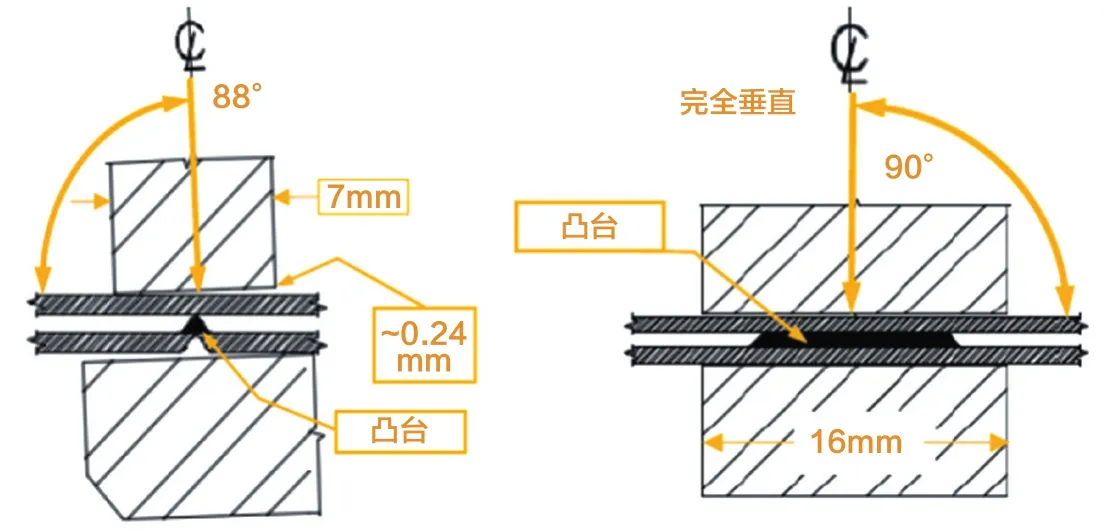
图6