关于焊接空间的一种计算方法
2017-11-01刘瑞晴董翠粉陶丙龙毛钦魁
刘瑞晴,董翠粉,陶丙龙,毛钦魁
关于焊接空间的一种计算方法
刘瑞晴,董翠粉,陶丙龙,毛钦魁
(郑州宇通客车股份有限公司,郑州 450061)
通过对焊枪结构和焊接过程的分析,建立焊接空间的立体几何关系,应用极值法计算出焊接所需要的最小空间,从而可在结构设计阶段识别出焊接空间不足的位置,为改进结构设计提供依据。
焊接空间;极值法;焊接质量;焊枪结构
客车底盘车架[1-4]由大量的型材和少部分板材焊接构成,在结构设计过程中考虑更多的是桁架结构强度问题,忽略了结构设计对焊接操作难易度的影响。由于焊接空间不足导致焊接时焊枪角度不合适,增大了焊缝缺陷发生的概率,甚至部分位置不能形成有效焊缝。不仅给工人施焊造成困难,还会影响焊接质量,从而影响行车安全[5-6]。
本文以经济适用的气体保护焊[7-10]为例,介绍一种焊接所需最小空间的计算方法:通过焊丝干伸长与焊枪枪嘴直径模拟出常规焊接状态下能达到的最小角度α。通过模拟焊枪焊接路径,将焊缝以及焊枪的起点、终点位置闭合为直角三角形,借助焊枪能达到的最小角度α计算出直角三角形的直边长度,分析焊枪偏斜状态后即可计算出焊枪焊接所需的最小空间。
1 最小焊接空间的算法设计
1.1 焊枪尺寸及焊接结构
车间常用焊机型号:YD-350KR;焊枪型号:松下350。
焊枪枪嘴直径A=20 mm,焊丝干伸长=焊丝直径( 1.0)×(10~15)倍≤15 mm(本文取极大值15 mm),焊枪枪身长度L=1 600 mm,具体见图1。

图1 焊枪形状及尺寸示意图
常见焊接结构,包括加强角结构(见图2),井字形结构(见图3),箱体结构(见图4)。
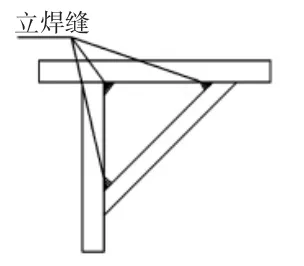
图2 加强角结构

图4 箱体结构
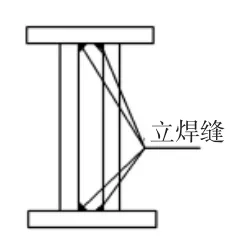
图3 井字形结构
1.2 极值法计算焊接角度
鉴于焊枪枪嘴直径为 20 mm,焊丝干伸长极大值为15 mm,所以焊接时焊枪的最小角度α=tg(10/15)=34°,具体见图5。
以图5为基础,如图6所示,当焊件夹角β<2α=68°时,焊丝不能完全深入夹角内部,影响焊缝熔合性。

图5 焊枪焊接的最小角度
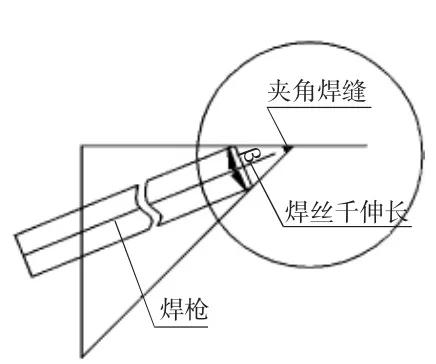
图6 夹角处焊接的最小角度
1.3 最小焊接空间的计算
1)加强角结构。以图2为例,将型材、立焊缝以及焊枪之间形成的闭合结构(见图7)简化为直角三角形(见图8),计算出尺寸R,即为加强角结构下需要的最小焊接空间尺寸。已知立焊缝长度h,k=h×tg34°(k是焊枪简化为一条直线情况下,通过已知的焊缝长度h计算出的最小焊接空间值),R=k+b,b是焊枪偏斜34°时焊枪斜面半径补偿值(见图8)。
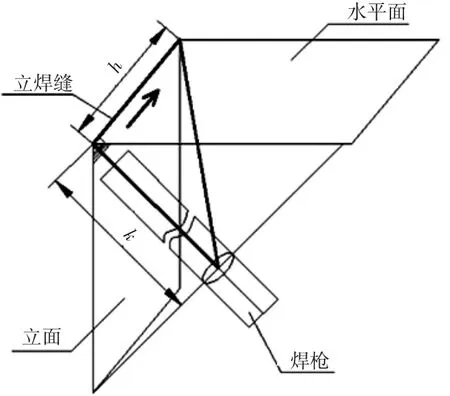
图7 模拟加强角结构下焊接过程
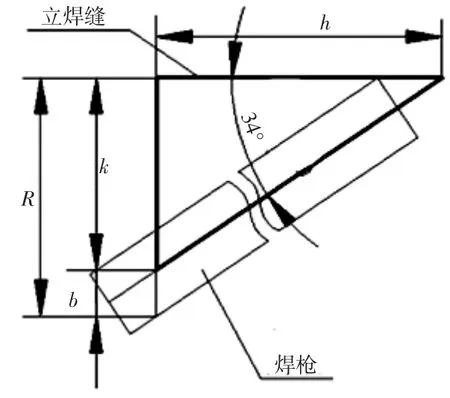
图8 焊接过程转化为三角形闭合结构
2)井字形结构。以前述算法为基础,计算井字形结构(图3)需要的最小焊接空间尺寸。加强角结构与井字形结构(正方形状态)的最小焊接空间值相同(即k值)。将井字形结构的焊接过程(见图9)简化为三角形闭合结构(见图10),经过两次直角三角形转换计算出需要的最小焊接操作空间(长方形状态),即井字形结构的长、宽尺寸(M、N),其中M=m+s,m=k/cos(45-34)°×cos34°;N=n+p,n=k/cos(45-34)°×sin34°,s和p是焊枪偏斜34°时焊枪斜面半径补偿值(分为井字形结构的长度和宽度两个方向,见图10)。

图9 模拟井字形结构下焊接过程
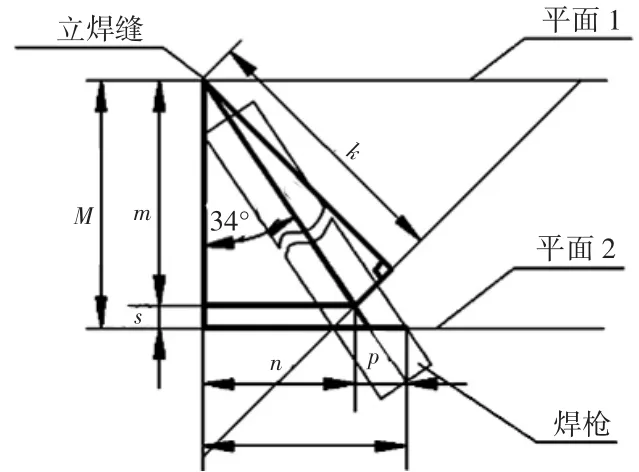
图10 焊接过程转化为三角形闭合结构
3)箱体结构。以图4为例,计算箱体结构需要的最小焊接空间尺寸。
焊枪自上方探入箱体内部焊接,极限位置为焊枪与焊缝夹角34(° 参考图2),与箱底水平面夹角=90°-34°=56°。
将焊枪的初始位置、焊缝和焊枪的极限位置形成的闭合结构简化为三角形(对焊枪投影简化为3个直角三角形,见图11),计算出需要的最小焊接操作空间尺寸17(常数),w=12(常数),v和 w 是焊枪偏斜后的半径补偿值,焊枪长度可参考1.1中的L值。

图11 箱体结构下焊接过程及三角形结构

图12 箱体结构下焊接的极限位置
2 结论
1)焊枪枪嘴直径为 20mm,所以焊接空间必须大于20 mm×20mm,焊枪才可以焊接;当焊接空间<20 mm×20mm时,只能在型材立缝端头≤5mm范围内进行点焊。
2)根据焊枪枪嘴直径( 20 mm)和焊丝干伸长(极大值为15 mm),焊接过程中焊枪可调角度范围极值为34°~90°。
3)当型材夹角<68°时,焊丝不能完全填充至型材夹角中(见图6),焊缝熔合性欠佳。
[1]刘惟信.汽车设计[M].北京:清华大学出版社,2001.
[2]田其铸.汽车构造[M].哈尔滨:哈尔滨出版社,1997.
[3]赵吉.大中型客车产品设计与制造工艺[M].长春:吉林科学技术出版社,2008.
[4]周林福.汽车底盘构造与维修[M].3版.北京:人民交通出版社,2015.
[5]宋金虎.焊接方法与设备[M].大连:大连理工大学出版社,2014.
[6]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[7]王成文.焊接材料手册及工程应用案例[M].太原:山西科学技术出版社,2004.
[8]张建勋.现代焊接生产与管理[M].北京:机械工业出版社,2006.
[9]张连生.金属材料焊接[M].北京:机械工业出版社,2006.
[10]朱玉义.焊工实用技术手册[M].南京:江苏科学技术出版社,2005.
A Method of the Welding Space Calculation
Liu Ruiqing,Dong Cuifen,Tao Binglong,Mao Qinkui
(Zhengzhou Yutong Bus Co.,Ltd, Zhengzhou 450061,China)
The authors analyze the structure of welding torch and the process of welding,and establish three-dimensional geometric relationship of welding space.They calculate the minimum space of welding need by applying the extremum method in order to be able to identify the position of the insufficient welding space during the structural design stages.This can provide the basis for improving structure design.
welding space;extremum method;welding quality;structure of welding torch
TG441.4
A
1006-3331(2017)05-0049-03
刘瑞晴(1981-),女,硕士;工程师;主要从事客车底盘焊接工艺研究工作。
修改稿日期:2017-06-26
