智能化焊接制造设备
2017-07-24李海霞
李海霞

摘要:在人工成本不断攀升、原材料价格上涨及同质化竞争加剧,对于劳动密集型的中国制造而言,工业自动化设备的应用成为最好的解决之道,也是必然的趋势。本文从智能化焊接设备的需求为切入点,解读现阶段国内数控焊床的结构特点与局限性,并提出本文所设计的平面凸轮廓数控焊床結合了智能化焊接技术的特点,基于计算机、控制等信息处理新技术,将人工智能与焊接工艺有机结合,实现焊接工艺制造的技术
一、技术背景
焊接是一种将材料永久连接,并成为具有给定功能结构的制造技术。几乎所有的产品,从几十万吨巨轮到不足1克的微电子元件,在生产中都不同程度地依赖焊接技术。焊接已经渗透到制造业的各个领域,直接影响到产品的质量、可靠性和寿命以及生产的成本、效率和市场反应速度。传统的机械焊接虽然设备简单、操作灵活适用面广,但是生产效率低,工作环境差,劳动强度高。在人工成本不断攀升、原材料价格上涨及同质化竞争加剧的今天,焊接制造领域也面临着难以支撑、环境压力加大、用户需求提高、贸易摩擦平发、市场竞争激烈、人工成本增加和运营费用增加等一系列难题,焊接装备智能化已势不容缓。
目前工业上的数控焊床为三轴数控焊床,对工件进行焊接时,工件卡在焊床上,焊枪在X轴、Y轴及Z轴方向直线移动,使焊枪沿着焊缝的轨迹运行,以达到焊接目的。但由于这种焊床存在焊枪姿态控制轴,这种焊枪姿态控制轴不具备对焊枪的姿态角的实时调节机制,因此从焊床机构的角度来看只能焊接直焊缝,或者大直径环缝,无法满足曲线焊缝的焊接工艺要求。
二、装置描述
如图1所示,平面凸轮廓数控焊床与数控车床结构有些相似,其结构包括:机架、主转轴、夹持机构、焊枪系统及控制系统五大部分组成。该设备由Y、A、A′三个轴组成,其中A轴是控制待焊接工件绕X轴旋转,A′轴控制焊枪绕其焊尖转动。该设备的设计实现了部分曲线焊缝的数控焊接问题。
三、设计思路
根据工件轮廓形状,设计一种凸轮廓三轴曲线焊接机床,根据数控多轴控制系统中RTCP功能,利用平行四连杆机构根据焊枪角度随焊接轨迹变化实现焊枪与工件之间实时确保法矢关系。并利用控制系统实现焊枪在焊接过程根据焊接轨迹变化对焊枪速度、电流的控制。
四、设计方案
如图2所示为平面凸轮廓数控焊床,包括:控制待焊接工件绕X轴旋转的A轴,Y轴,控制焊枪绕其焊尖转动的A′轴。使用该数控焊床焊接待焊接工件时,待焊接工件在A轴的控制下旋转,与此同时,Y轴及A′轴进行联动,其中A′轴可以控制焊枪绕其焊尖转动,从而调节焊枪的焊接角度。
焊接工件时,工件在A轴的控制下旋转,与此同时,Y轴及A′轴进行联动,其中A′轴可以控制焊枪绕其焊尖转动,从而调节焊枪的焊接角度,使焊枪沿焊缝移动的过程中根据焊缝的曲率变化实时调整姿态角,满足焊接工艺要求。
平面凸轮廓焊接原理:如图3所示,将将平面凸轮廓焊缝V放置于平面为XYZ-O坐标系的YZ-O平面上,并将选定一平面凸轮廓的回转轴作为待焊接工件的回转轴且该回转轴与X轴重合,焊接时工件旋转,焊接点在Y轴上滑动,且钨极W与过焊接点的轮廓线的法线保持一设定角度,通常该设定角度为O°。
在这里我们引出了一个概念,平面凸轮廓,所谓平面凸轮廓即如图4所示,平面上一轮廓线V,如果在平面上存在点O,过O点在平面上做任意射线S,如果任意射线S至多与轮廓线V有一个交点,则称该轮廓线V为平面凸轮廓。称O点位平面凸轮廓回转中心。过O且与轮廓线V所在平面垂直的直线称之为回转轴。一个平面凸轮廓可能有无数回转中心,因此同时存在无数回转轴。
对以上工作原理有了了解后,接下来就其具体结构进行分析,如图5所示。
机架:在整个焊床机构中主要起到支撑、安装和稳固的作用。
主转轴:即A轴,包括机架上的主轴和与主轴连接并可驱动其转动的驱动装置。
夹持机构:连接在主轴上,用于夹持焊接工件。
焊枪系统:A′轴所在系统,主要包含控制焊枪围绕其焊尖转动的平行四连杆机构及传动装置。
控制系统:用于焊接轨迹的设定,实现三轴联动控制的装置。
以上五个部分构成平面凸轮廓数控焊床的核心。下面就主转轴以及焊枪系统进行详细的阐述。
1、主转轴(A轴)
如图6所示,A轴上主轴驱动装置包括伺服电机,伺服电机设置在机架上并与主轴以同步带传动。伺服电机的输出轴上键连接有带轮,与主轴上的带轮带连接,从而使伺服电机的转动传递给主轴。两个带轮的选择上可以考虑同步带轮,以提高转动动力传递的稳定性。
焊接时,高电流会从主轴流到机架上,使机架与主轴之间产生热熔。为了避免高电流流过支撑轴承时,对支撑轴承造成损坏,采用电滑环装饰实现主轴与机架之间的连接。如图7所示,电滑环装置由固定在机架上道碳刷座和多个碳刷机构组成,碳刷座套在主轴上且与主轴滑动配合;碳刷座上设置有多个环形阵列的且沿径向延伸的碳刷腔;每一个碳刷机构包括碳刷和弹性件;多个碳刷分别与多个碳刷腔一一配合且每一个碳刷均与主轴滑动配合;多个弹性件分别与多个碳刷一一配合且对每一个碳刷施加径向预紧力。
主轴在转动的过程中,弹性件对碳刷施加径向预紧力,使碳刷与主轴时刻接触并滑动,而碳刷与固定在机架上的碳刷座电连接,则主轴的电流会经过碳刷及碳刷座流到机架上,从而可以避免主轴与机架之间采用轴承而使轴承产生热熔。
2、焊枪系统(A′轴)
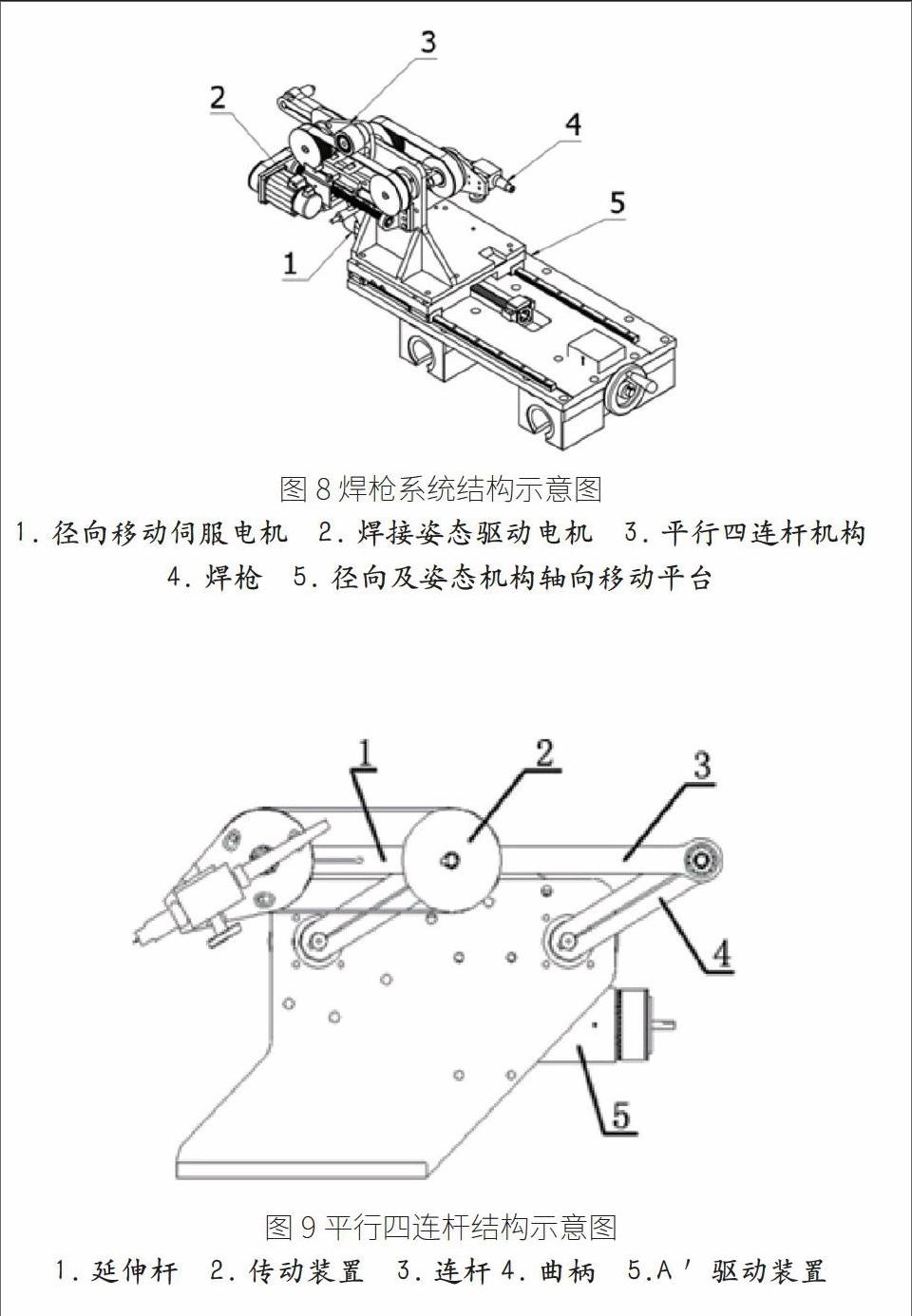
焊枪系统由焊枪及控制焊枪围绕其焊头转动的平行四连杆机构组成,焊枪可拆卸地设置在平行四连杆机构上,如图8所示。
平行四连杆机构用来实现焊枪姿态与焊缝之间法矢关系,即数控多轴RTCP功能。其结构及工作原理如图9所示。
平行四连杆机构包括两个曲柄、连杆和延伸杆。延伸杆固定在连杆的延伸方向,传动装置用于将一个曲柄的转动同步传递给位于延伸杆上的焊枪。焊枪的焊尖与其转动中心的距离等于曲柄与其转动中心的距离。根据平行四连杆机构的特性,平行四连杆机构的两个曲柄在转动过程中的位置始终不变,则使焊枪的焊尖与其转动中心的距离等于曲柄与其转动中心的距离,该焊枪构成双平行四连杆机构的另一个曲柄,通过传动装置将两个曲柄的转动传递给该焊枪,则该焊枪会绕其焊尖转动,从而调节焊枪的姿态角。其中,传动装置可以包括两个同步带轮,一个同步带轮与一个曲柄键连接,另一个曲柄可以与焊枪固连,则曲柄的转动会带动一个同步带轮的转动,通过同步带的连接,另一个同步带轮会同步转动,从而使焊枪转动,而由于双平行四连杆机构的特性,焊枪在转动过程中,其转动中心始终在焊枪的焊尖处。
调节焊枪姿态角的原理,如图10所示。在焊接过程中,焊枪沿着焊接轨迹以一定的角度进行焊接加工。当焊接轨迹曲率变化是,需要调整焊枪角度后继续进行焊接加工,如果直接将焊枪摆臂转动一定的角度,使焊枪按照预定的角度焊接工件。然而摆臂转动时,会带动焊枪尖点位置的移动,即焊枪的位置会移动到图10中虚线所示的偏移焊枪的位置,使焊枪的位置偏离焊接轨迹,从而影响工件的加工精度。在这里A′轴采用平行四连杆机构,实现焊枪中心点控制RTCP的功能,以使焊尖位置在姿态角调节的过程中始终沿着编程轨迹运行,确保焊接的精度。
图9中A′轴驱动装置用于驱动曲柄绕其转动中心转动。即该A′轴驱动装置可以与任一个曲柄转动连接,也可以同时与两个曲柄转动连接。通常A′轴驱动装置可以选用步进电机。
3、Y轴
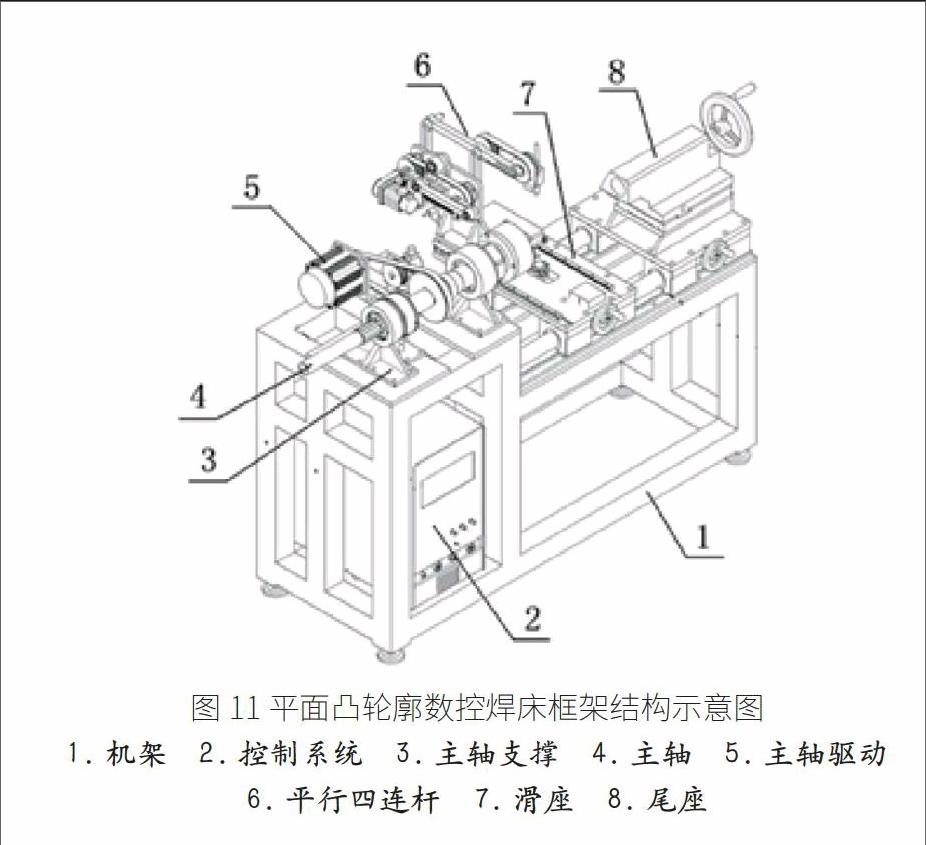
如图11所示,平面凸轮廓数控焊床的y轴主要实现焊枪系统在机床上轴向移动。其主要包括丝杠、滑座和y轴驱动装置,A′轴固定在滑座上;y轴驱动装置与丝杆转动配合且滑座与丝杆滑动配合。丝杆通过电机驱动在转动的过程中,滑座与丝杆配合,则滑座将沿着丝杆的轴向方向移动,即A′轴上的焊枪会随着滑座在y轴移动。
4、控制系统
控制系统与A轴、Y轴及A′轴电连接。在控制系统中输入预先根据焊缝轨迹所编的程序,根据程序控制A轴、Y轴及A′轴对焊枪联动控制,从而精确的焊接焊缝。
五、结语
平面凸轮廓数控焊床的主要特征是控制待焊接工件绕X轴旋转的A轴,以及控制焊枪绕其焊尖转动的A′轴,利用平行四连杆机构代替RTCP功能,实现随着焊缝的曲率变化而实时调整焊枪的姿态角。使用该数控焊床焊接工件时,通过夹持机构将工件夹持在主转轴上,控制机构控制主转轴驱动装置运转,主转轴驱动装置驱动主转轴转动,被夹持在主转轴上的工件随着主转轴的转动而转动,与此同时,控制机构控制焊枪系统运转,焊枪系统包括焊枪和平行四连杆机构,焊枪系统运转时,平行四连杆机构控制焊枪围绕其焊头转动,从而调节焊枪的焊接角度,提升焊接精度高。
