激光热源偏移对6mm A7N01铝合金激光-MIG复合焊焊接头的质量影响
2016-12-06单清群刘贤军
单清群,刘贤军,单 玫
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
激光热源偏移对6mm A7N01铝合金激光-MIG复合焊焊接头的质量影响
单清群,刘贤军,单玫
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
针对铝合金激光-MIG复合焊接过程中的热源偏移问题,采用激光-MIG复合焊对6 mm厚A7N01P-T4铝合金进行焊接,给定热源对中偏移,并分析无对中偏移及有对中量偏移的焊接接头宏观成形、微观组织、力学性能,以此研究热源对中偏移对6 mm厚A7N01铝合金激光-MIG复合焊接接头的影响。研究结果表明,有热源对中偏移的试板接头内部存在少量的气孔缺陷,与无对中偏移试板相比,拉伸性能下降21 MPa。
A7N011P-T4铝合金;激光-MIG复合焊;热源对中偏移
0 前言
随着我国高速铁路事业的快速发展,实现机车车辆的轻量化已成为提高列车速度等级的关键措施,铝合金具有密度小、比强度高、耐腐蚀、挤压成形性能好等优点,符合轻量化设计的要求,现已成为高速列车车体的主要材料[1]。目前,MIG焊是铝合金的主要焊接方法,其焊接工艺及自动化水平已经较为成熟,但MIG焊具有熔深浅、热输入量大的特点,这导致MIG焊焊接所开坡口尺寸大,焊后变形明显,接头力学性能下降显著,这些问题在铝合金厚板焊接方面尤为突出[2-3]。
激光-MIG复合焊接技术将激光焊接与MIG焊接的优点有机结合,具有能量集中、热输入小等优点[4-6],从理论上讲适合对铝合金厚板进行焊接[7]。针对A7N01铝合金,常用的焊接方法为MIG焊接,而该焊接方法存在焊接效率低、变形及残余应力大等缺点[8-9]。
相对于传统MIG焊,激光-MIG复合焊结合了激光和电弧两个独立热源各自的优点,是一种具有极大应用前景的新型焊接方法。在该种焊接方法下,复合热源对中位置会影响焊缝的熔化、融合效果,并导致焊接接头质量的大幅度下降。因此,研究热源对中情况对焊接接头性能的影响能对实际工程应用提供很好的参考[10]。
1 试验材料、焊接设备及测试方法
1.1试验材料
试验所用材料为A7N01P-T4铝合金,基础状态代号T4指的是材料经固溶处理后自然时效至稳定状态。试验所用焊接试样为板材,焊接试板的尺寸为300 mm×150 mm×15 mm。填充焊丝为ER5356焊丝,直径1.6 mm。试验材料及填充焊丝的化学成分如表1所示。

表1 A7N01铝合金及ER5356焊丝化学成分%
1.2焊接设备
本试验采取MIG焊机及激光器共同搭建的激光-MIG复合焊焊接平台。其中MIG焊接为KEMPPI KempArc-450脉冲焊机,焊机通过控制送丝速度确定焊接电压及电流;试验用激光器为IPG公司的YLS-4000光纤激光器,光纤芯径为200 μm,波长为1.06 μm,聚焦透镜的焦距310 mm,额定功率4 kW;焊接机器人为ABB公司的IRB2600型6轴机器人,臂长1.65 m,最高负荷20 kg。
1.3试验方法
试板焊接后采用渗透探伤、射线探伤进行检测。根据探伤情况,沿垂直焊缝方向取金相试样,水砂纸打磨后进行抛光至无划痕,在采用混合酸溶液(体积比HF∶HCl∶HNO3∶H2O=1∶1.5∶2.5∶5)在室温下进行腐蚀,腐蚀时间为20~30 s。在Zeiss光学显微镜下观察焊缝金相组织形貌;采用WDW3100微机控制电子万能试验拉伸机,参照《GB/T2651-2008焊接接头拉伸试验方法》获取试件的拉伸性能,设定拉伸速度为5 mm/min;同时,通过弯曲试验来评价接头抵抗弯曲载荷的能力,检查接头塑性;参照《GB/T2653-2008焊接接头弯曲试验方法》对试件进行三点弯试验,弯曲试验机辊筒直径为50 mm,试样弯曲角α要求达到180°。
2 试验结果与分析
2.1焊前清理与准备
本项目试验采用机械清理,先用砂纸片对表面进行打磨来清理表面的氧化层,然后用棉花蘸取丙酮溶液对焊件表面进行擦洗来确保清理后的表面光亮,无氧化物和油污,清洗范围为被焊试件正反面距离焊缝中心25 mm内的区域和试板侧面。由于铝合金的化学特性比较活泼,所以在清理后的4 h之内应完成焊接过程。
2.2焊接工艺参数
试验中,焊枪与激光器同轴,采用激光先导方式,激光与试板夹角80°,焊枪与试板夹角65°,保护气体采用99.999%氩气。焊接参数如表2所示。试板选用单边35°坡口,留2 mm钝边,1.8 mm间隙,单Y坡口型式,如图1所示。采用该种坡口设计,可选用的焊接速度快,所需要的填充金属量较少,焊接变形较小,且能够获得需要的熔深尺寸,外观成形优良,焊缝形状较优。

表2 焊接工艺参数
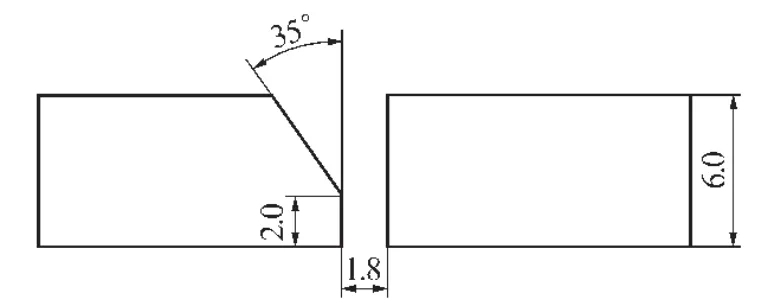
图1 坡口形式
2.3焊接接头外观形貌与无损探伤
在表2的焊接参数下,焊缝宏观成形和焊缝截面如图2、图3所示。由图2可知,正面焊缝鱼鳞纹成型美观,没有咬边、表面凹陷等缺陷,均可获得成形良好的焊缝。对比图3两种接头的焊缝截面可以看出,焊缝熔透存在一定的差异,对中0 mm偏移量时焊缝成形较优,能够获得较大熔深;对中0.5 mm偏移量时,由于热源对中位置偏移影响激光对焊缝熔池底部的搅拌作用,造成复合电弧难以深入熔池底部,导致焊缝熔深较小。
对中无偏移和对中0.5 mm偏移的两种试板分别进行渗透和射线探伤,结果如图4、图5所示。渗透探伤检验表明,两种接头焊缝表面没有微裂纹、表面气孔等缺陷;射线探伤结果表明,对中0.5 mm时接头内部存在少量的气孔缺陷,造成这种结果的原因是对中偏移量影响激光对焊缝熔池底部的搅拌作用,导致气体溢出不良。

图2 焊缝外观形貌

图3 焊缝截面形状

图4 焊缝渗透探伤结果

图5 焊缝射线探伤结果
2.4焊接接头显微组织
两种接头的金相显微组织如图6、图7所示。对中无偏移时,焊缝区组织为柱状晶,晶粒生长方向沿着熔池散热方向,在焊接接头靠近焊缝边缘很窄的熔合区,热影响区晶粒长大现象不明显,母材区均为沿轧制方向生长的纤维组织。对中0.5 mm偏移量时,焊缝区组织为沿着散热方向生长的柱状晶,在焊接接头靠近焊缝边缘很窄的熔合区,热影响区晶粒存在一定的长大现象,母材区均为沿轧制方向生长的纤维组织。

图6 对中无偏移接头金相组织图
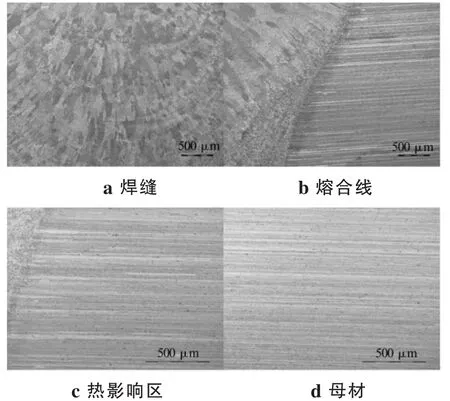
图7 对中0.5 mm偏移接头金相组织
2.5接头常规力学性能
接头抗拉强度和弯曲性能结果如表3、表4所示,接头拉伸结果显示对中0.5 mm偏移量的接头拉伸性能比无偏移小21 MPa,对比图6可以看出,若是热源存在偏移会导致电弧不能深入坡口间隙底部,影响焊缝的熔深,同时会影响电弧的稳定性产生气孔缺陷,影响焊缝的拉伸性能。弯曲试验采用直径为38 mm的压头,背弯效果如图8所示,其结果表明对中接头弯曲性能满足相关标准要求。

表3 对中接头焊态抗拉强度数据

表4 对中接头焊态弯曲性能结果
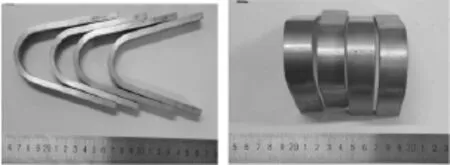
图8 对中试板弯曲结果
3 结论
(1)激光-MIG复合焊存在热源对中偏移时,接头内部会出现少量的气孔缺陷,造成这种结果的原因是热源对中偏移影响激光对焊缝熔池底部的搅拌作用,使气体逸出不良。
(2)激光-MIG复合焊存在热源对中偏移时,接头弯曲性能满足要求,接头拉伸性能下降。与无偏中比较,强度下降21 MPa。
[1]王元良,王一戎,屈金山,等.高速列车轻量化车体材料的选择研究[J].铝加工,1994,17(5):16-20.
[2]王元良,陈辉.高速列车铝合金车体的焊接技术[M].成都:西南交通大学出版社,2012:70-72.
[3]马志华,陈东高,谭兵,等.5052铝合金CO2激光-MIG复合焊接工艺对焊缝成型的影响[J].兵器材料科学与工程,2012,35(2):76-79.
[4]王威,王旭友,秦国梁,等.铝合金激光—小功率脉冲MIG电弧复合热源焊接特性分析[J].焊接学报,2007,28(8):37-40.
[5]闫少华,朱宗涛,聂媛,等.7N01铝合金激光-MIG复合焊接工艺研究[J].热加工工艺,2014,43(3):37-43.
[6]Petring D.Extended range of applications for laser beam welding by laser-MIG hybrid technique[J].Laser Opto,2001,33(1):50-56.
[7]张传臣,陈芙蓉.厚板高强铝合金焊接发展现状及展望[J].电焊机,2007,37(7),6-11
[8]王元良,骆德阳,王一戎.我国高速列车焊接技术及其新发展[J].电焊机,2008,38(8):8-12.
[9]王旭友,王威,林尚扬.焊接参数对铝合金激光——MIG电弧复合焊缝熔深的影响[J].焊接学报,2008,06∶13-16,113-114.
[10]许良红,田志凌,彭云,等.高强铝合金的MIG以及激光-MIG焊接工艺对比[J].焊接学报,2007,02∶38-42+115.
Influence of heat source central deviation on the quality of welded joint of 6 mm thickness A7N01 aluminum alloy by laser-MIG hybrid welding
SHANG Qingqun,LIU Xianjun,SHAN Mei
(CRRC Qingdao Sifang Co.,Ltd.,Qingdao 266111,China)
For the problems of heat source deviation in laser-MIG hybrid welding,the 6mm thickness A7N01P-T4 aluminum alloy is conducted by laser-MIG hybrid welding and the heat source central deviation is investigated.And the macroscopic shaping, microstructure and mechanical properties of welded joints with deviation and without deviation are analyzed to research the influence of heat source central deviation on the welded joint of Laser-MIG hybrid welding.The results show that a small quantity of blowhole defect exists inside the welded joint of test plate with heat source central deviation,and its tensile property decreases 21 MPa in contrast of the plate without heat source central deviation.
A7N01P-T4 aluminum alloy;laser-MIG hybrid welding;heat source central deviation
TG456.7
A
1001-2303(2016)05-0097-04
10.7512/j.issn.1001-2303.2016.05.21
2016-02-12;
2016-03-10
单清群(1963—),男,山东青岛人,工程师,学士,主要从事轨道车辆制造过程质量检测的研究工作。
