激光-MAG复合焊能量配比对SMA490BW耐候钢焊缝的影响
2016-12-06陈卫林杨瑞欣
杨 涛,陈 勇,陈卫林,杨瑞欣,陈 辉
(西南交通大学材料科学与工程学院,四川成都610031)
激光-MAG复合焊能量配比对SMA490BW耐候钢焊缝的影响
杨涛,陈勇,陈卫林,杨瑞欣,陈辉
(西南交通大学材料科学与工程学院,四川成都610031)
针对耐候钢的激光-MAG复合焊,研究不同能量配比系数对复合焊缝熔深、熔宽、微观组织的影响。研究结果表明:随着能量配比系数的增大,焊缝总熔深逐渐增加,熔宽逐渐减小,热影响区面积先减小后小幅增大。激光功率对熔深起主导作用,电弧区的热影响区宽度明显大于激光区的热影响区宽度。热影响区中过热区晶粒组织粗化较明显。与焊缝电弧区相比,焊缝激光区的微观组织晶粒更加细小。中厚板焊接中打底层应选用大的能量配比系数,填充盖面层应选用小的能量配比系数,对接焊结果表明优化后的参数能够获得无缺陷、成形良好的焊缝。
耐候钢;激光-MAG复合焊接;焊缝熔深熔宽;微观组织
0 前言
SMA490BW耐候钢具有较好强度、塑性及韧性,且耐大气腐蚀性能优良,被广泛应用于高速列车转向架焊接构架中。目前转向架SMA490BW耐候钢主要的焊接方法为熔化极活性气体保护焊MAG(Metal Active Gas Arc Welding),存在的主要问题是板厚较大,焊接速度较低、熔深浅、热输入量大、组织粗化、变形大、残余应力复杂,由此增加了焊后工件打磨修整、矫形工作量,有些部位甚至会出现未焊透等缺陷[1-2]。
激光-电弧复合焊综合利用激光-电弧复合焊接技术作为一种优质、高效的焊接方法,被广泛地应用于镁铝合金、不锈钢、碳钢等中厚板的焊接。在激光-电弧复合热源焊接过程中,电弧提高激光的能量利用率,提高焊缝的搭桥能力,降低激光焊对工件装配误差的要求。从理论上讲,激光-MAG复合焊接具有能量集中、焊接速度较大、热输入小,可以减小接头坡口尺寸,减少填充量等特点,有利于控制变形、残余应力,提高转向架构架的质量[3-4]。
对于转向架焊接结构中厚板的焊接,存在多层多道焊接及焊接参数的选择,为防止过大的热输入对焊接接头组织性能造成损伤,需要控制总的热输入。本研究采用激光-MAG复合焊焊接12 mm厚SMA490BW耐候钢,通过改变不同的激光能量与电弧能量的配比,研究其对焊缝熔深、熔宽、微观组织的影响,为中厚板焊接参数的选取提供理论支撑。
1 试验材料和测试方法
1.1试验材料
试验材料为高速列车转向架常用的SMA490BW耐候钢,焊接试样为板材,试样尺寸300 mm×150 mm× 12 mm。填充焊丝为轨道车辆用高强度耐大气腐蚀钢焊丝JM-55II,直径1.2 mm。
母材及填充焊丝的化学成分如表1所示。

表1 SMA490BW耐候钢及JM-55II焊丝化学成分%
1.2焊接设备
试验采用IPG YLS-4000光纤激光器,光纤芯径200 μm,输出波长1.06 μm,聚焦透镜焦距310mm,焦点处光斑直径0.2 mm,额定功率4.2 kW。试验所用的焊机为KmpArc-450焊机,焊机通过控制送丝速度确定焊接电流和电压。激光-MAG复合焊接的光丝间距2 mm,激光离焦量0 mm,保持焊枪高度不变,采用激光在前电弧在后的复合方式。焊接过程采用保护气流量为25 L/min的φ(Ar)80%+φ(CO2)20%。实验用焊接系统如图1所示。

图1 激光-脉冲MAG复合焊接系统
1.3试验方法
试验前打磨钢板表面以去除表面锈迹和油污,能量配比焊接采用平板堆焊的方式,焊接参数如表2所示。实验中总功率PH为焊接过程中电弧功率PM与激光功率PL的总和,即PH=PL+PM,激光功率为激光器输出功率PL,电弧功率为PM=U×I,其中U为MAG脉冲焊的平均电压,I为MAG脉冲焊的平均电流。实验中假设激光与电弧的能量利用率相同,选用的总功率约为8 000 W,通过逐渐增加激光功率,同时逐渐减小电弧功率的方式进行能量的配比研究,并定义激光功率与总功率的比值为能量配比系数R=PL/PH,各能量配比系数对应参数关系如表2所示。焊机输出的平均电流与送丝速度之间为线性关系,如图2所示。焊后切割接头,经过镶样、研磨、抛光和腐蚀制成金相试样,采用VHX-1000超景深三维显微镜拍摄焊缝形貌并测量焊缝的熔深、熔宽。

表2 激光-MAG复合焊试验焊接工艺参数
2 试验结果和讨论
2.1不同能量配比对焊缝熔深、熔宽的影响
不同能量配比条件下激光-MAG复合焊的焊缝截面照片如图3所示,从焊缝截面形貌可以看出不同功率配比下激光-MAG复合焊焊缝热影响区(HAZ)宽度、熔深熔宽存在较大差异。R1为典型的MAG焊焊缝形貌,焊缝熔深较浅,深宽比较小。随着能量配比系数的增大,激光输入能量对熔深产生较大的影响,深宽比增大,焊缝截面形状逐渐变为钉头形。由于复合焊过程中电弧和激光束之间的耦合作用,激光会对电弧产生吸引和压缩作用,对焊缝成形产生影响。

图2 实验中送丝速度与焊接电流之间的关系
熔化极电弧焊接形成的焊缝熔宽较大,熔深较浅;激光热源由于能量密度比较集中,形成的焊缝窄而深。根据电弧与激光两种不同热源作用焊缝成形的差异,将复合焊焊缝划分为电弧区和激光区,并定义总焊缝熔深为H=H1+H2,其中电弧区熔深为H1,激光区熔深为H2,如图4所示。

图3 不同能量配比下激光-MAG复合焊的焊缝截面照片

图4 复合焊熔深区域划分
通过测量焊缝熔深、熔宽变化,由图5可知,随着电弧功率的减小,焊缝熔宽逐渐减小。这是由于送丝速度的减小使得熔化的焊丝金属减少,同时复合焊由于激光的压缩作用,复合电弧作用范围、热流分布范围小于MAG电弧,因此相同焊接速度下焊道变窄,熔宽逐渐减小。在总功率不变的情况下,随着激光功率的增加,激光-MAG复合焊的焊缝总熔深近似呈线性增加,且激光-MAG复合焊的焊缝熔深大于MAG焊熔深;由此可以看出,在复合焊接过程中,在相同的输入功率条件下,激光功率对焊缝熔深起着主导作用。
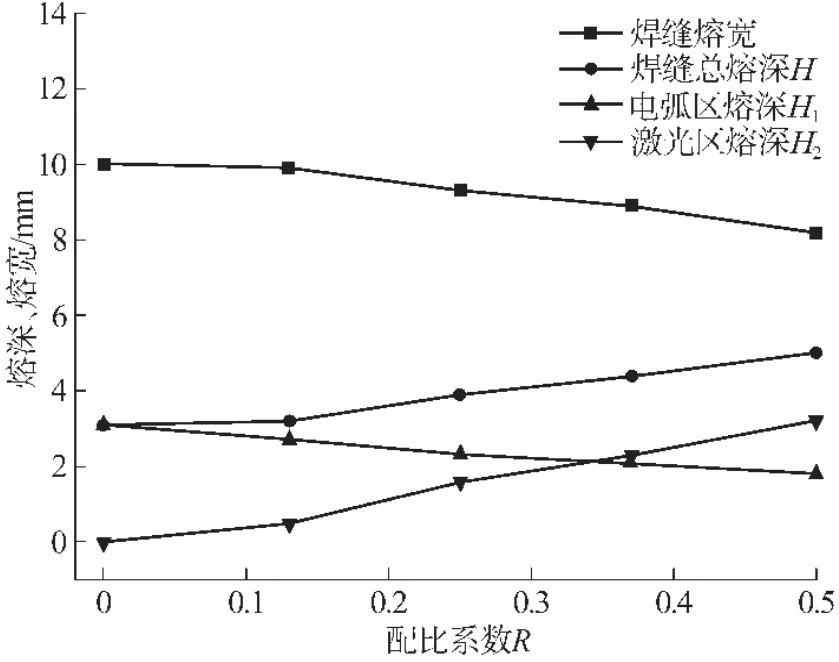
图5 不同能量配比下的焊缝熔深熔宽
不同能量配比下电弧区熔深与激光区熔深存在明显的差异。随着电弧功率的减小,电弧作用熔深逐渐减小,激光区熔深逐渐增大。如图5所示,由R2至R3激光功率增加1 kW,激光作用熔深增加量比由R1至R2增加变化显著,这是因为在焊接过程中,激光功率密度超过一定的阈值后,材料表面发生汽化、蒸发,产生的蒸气压力大于熔池金属表面张力和重力时,熔池表面下凹,形成“匙孔”现象,激光由“热导焊”模式转变为“深熔焊”模式;在激光形成“匙孔”以后其主要通过菲涅尔吸收和逆韧致辐射吸收两种机制吸收激光能量;逆韧致辐射吸收是等离子体对激光能量的吸收,主要集中于小孔上部,最终会使焊缝形成“钉头”形状;菲涅尔吸收是通过小孔壁多次反射吸收能量,使热源能量在深度方向上均匀分布,焊缝更容易形成窄而深的熔深。由图3可知,随着激光功率的增加,熔深逐渐增大且焊缝熔深变得更窄,热影响区作用范围也越来越小。
为分析复合热源对材料的热影响范围,使用图像分析软件Image-Pro Plus 6对焊缝的各区面积进行测量,定义受热区域总面积为S1,焊缝区域面积为S2,热影响区面积为S3。由图6可知,随着能量配比系数的增大,受热区域总面积、焊缝区的面积逐渐减小,其原因为电弧输入功率减小,即送丝速度的减小会使单位时间内的焊丝熔化量减少,因此焊缝区域的面积逐渐减少。热影响区的面积先减小后小幅度上升趋于平缓,其原因为相同能量输入时电弧能量的作用范围比较宽且电弧热源的能量密度较分散,因此其热影响区的面积比较大。高能量密度的激光热源的引入使焊缝在熔深方向的热源影响区域增大,但是其热影响区的面积远小于相同电弧能量输入时的热影响区面积。

图6 不同能量配比下的焊缝各区面积
2.2不同能量配比对接头组织的影响
在激光-MAG复合焊接过程中,由于电弧与激光热源的能量密度差异,采用不同的能量配比进行焊接,热循环过程的差异将造成接头组织的非均匀分布。本研究主要通过对比激光与电弧作用的焊缝区、热影响区范围以及受热源影响较大的过热区等微区微观组织形貌,分析不同能量配比下接头组织的非均匀性。不同能量配比接头各微区的显微组织如图7所示。
由图7可知,焊缝的激光区组织主要为沿原奥氏体晶界分布的白色先共析铁素体,以及少量粒状贝氏体,晶内为针状铁素体和珠光体。焊缝电弧区中部主要为晶界铁素体和细小的针状铁素体,也存在少量的珠光体。与焊缝电弧区相比,激光区的微观组织晶粒更加细小。分析其原因:焊缝底部的激光作用区主要受激光热源的作用,焊缝上部的电弧区受复合电弧加热作用,由于激光焊接的冷却速率比电弧焊接快,晶粒来不及长大,因此激光区的晶粒较小。同时可以看出,随着能量配比系数的增大,焊缝激光区的组织晶粒也随之细化。
由图7对比可知,由于电弧热源的能量较激光热源更分散,电弧区的热影响区的范围要明显大于激光区的热影响区的范围,随着能量配比系数的增大,激光区的热影响区的范围也有所增大。热影响区组织主要为先共析铁素体同时存在少量的珠光体和贝氏体;在激光-电弧复合焊过程中,电弧区的过热区的晶粒粗化较明显,主要为块状铁素体、针状铁素体和少量贝氏体。激光区的过热区晶粒稍有粗化,微观组织主要为针状铁素体和贝氏体。由于电弧区的过热区的熔池存在时间长,局部融化凝固组织晶粒长大。而激光区的过热区由于冷却速度较快,因此过热区晶粒较细小。
2.3耐候钢不同能量配比复合焊对接焊缝宏观形貌
对于耐候钢厚板材料的激光-MAG复合焊接,采用的坡口结构如图8所示。基于以上能量配比对焊缝成型的影响结果,由于电弧难以潜入底部熔池,可能会产生未焊透等缺陷,对于窄间隙小坡口的对接厚板焊接过程的焊缝成型优化原则为:打底焊接采用大功率的激光输入,利用激光的“匙孔”效应获得良好的背面熔透;同时为了减小热影响区范围,充分发挥激光的作用,应减小大电流对激光的屏蔽作用,因此在打底焊过程中需要控制总的输入功率,采用大的能量配比系数。在填充层和盖面层中,为了填充金属、保证坡口的熔合及焊缝成形良好,因此需要采用大的电弧功率,同时为了提高高速焊接过程中电弧的稳定性,选用较小的激光功率,即选用小的能量配比系数。12 mm厚板对接焊试验中选用的优化后参数如表3所示。
采用激光-MAG复合焊焊接的12 mm耐候钢(见图9),大能量配比系数获得的焊缝下部熔宽较窄,小能量配比系数获得的焊缝熔合较好;焊缝内部无气孔、未熔合、未焊透等缺陷,焊缝正面和背面成形均良好;选用不同的参数可以减少金属填充量,减小焊接变形,提高效率。

图7 不同能量配比的接头各区显微组织
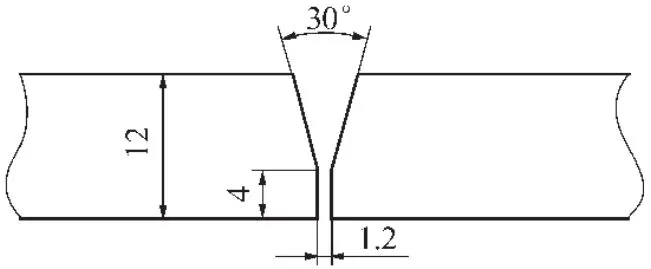
图8 激光-MAG复合焊对接坡口结构

表3 激光-MAG复合焊试验焊接工艺参数
3 结论
(1)激光-MIG复合焊接中,在总输入功率一定的条件下,随着能量配比系数的增大,焊缝总熔深和激光区熔深逐渐增加,熔宽逐渐减小,激光功率对复合焊熔深起主导作用。
(2)在总输入功率一定的条件下,随着能量配比系数的增大,热影响区面积先减小后小幅增大,焊缝激光区的组织晶粒也随之细化。电弧区的热影响区宽度要明显大于激光区的热影响区宽度,焊缝激光区的微观组织晶粒较焊缝电弧区更加细小,热影响区中过热区晶粒组织粗化较明显。

图9 激光-MAG复合焊对接焊缝形貌
(3)在耐候钢中厚板焊接参数选择时,打底焊为获得大熔深应采用大能量配比系数,填充和盖面时为保证焊接过程的稳定性及焊缝成形良好,应选用小能量配比系数。试验中优化参数得到的对接焊缝无明显缺陷,焊缝正反面成形良好。
[1]吴向阳,陶传琦,齐维闯,等.动车组构架激光-MAG复合热源焊接工艺参数[J].大连交通大学学报,2013,34(6):23-26.
[2]彭国平,高文慧,王海涛,等.转向架用SMA490BW钢激光-MAG复合焊接头残余应力[J].电焊机,2015,45(4):158-160.
[3]陶传琦,吴向阳,王秋影,等.SMA490BW耐候钢激光-MAG复合焊与MAG焊对比研究[J].电焊机,2014,44(12):35-39.
[4]崔丽,贺定勇,李晓延,等.焊接方向对光纤激光-MIG复合焊接钛合金焊缝成形的影响[J].中国激光,2011,38(1):1-7.
Effect of energy ratio on welded joint in laser-MAG hybrid welding of SMA490BW weather-resistance steel
YANG Tao,CHEN Yong,CHEN Weilin,YANG Ruixin,CHEN Hui
(School of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Effects of energy ratio on the weld width,weld penetration and microstructure are investigated for hybrid laser-MAG welding of weather-resistance steel.The results show that with the increase of the energy ratio coefficient weld penetration increases,weld width decreases,the area of heat affected zone area decreases initially but then increases.Laser power plays a dominant role in the melting depth.The width of the heat affected zone in arc zone is wider than that in laser zone.The grains of coarse grained heat affected zone are coarsened.The grain size of the laser zone is finer than of that in arc zone.For the medium thick plate welding,large energy ratio coefficient should be chosen in the root pass welding,and small energy ratio coefficient for filling pass welding.The welded joint with good appearance,defects-free can be obtained under the optimum parameters.
weather-resistance steel;Laser-MAG hybrid welding;weld penetration and width;microstructure
TG456.7
A
1001-2303(2016)05-0019-06
10.7512/j.issn.1001-2303.2016.05.05
2016-02-10;
2016-03-11
杨涛(1982—),男,黑龙江哈尔滨人,博士,讲师,主要从事激光加工过程机器人及控制的研究工作。
