工业黄酒生产中酒母发酵自动温控的研究与应用
2016-07-15夏杭锋孙国伟韩伟星倪夏红会稽山绍兴酒股份有限公司浙江绍兴312030
夏杭锋,孙国伟,韩伟星,倪夏红(会稽山绍兴酒股份有限公司,浙江绍兴312030)
工业黄酒生产中酒母发酵自动温控的研究与应用
夏杭锋,孙国伟,韩伟星,倪夏红
(会稽山绍兴酒股份有限公司,浙江绍兴312030)
摘要:目前工业黄酒生产中酒母发酵温控多为手动操作,存在温度波动大、批次稳定性差等问题。利用DCS控制系统,模拟人工温控方式,实现自动温控。现场实验结果表明,该方式运行稳定,不仅满足生产工艺要求,还改善了控制效果。
关键词:黄酒;酒母发酵;自动温控
优先数字出版时间:2016-03-23;地址:http://www.cnki.net/kcms/detail/52.1051.TS.20160323.1533.007.html。
在工业黄酒的生产中,酒母质量的好坏对黄酒发酵和成品质量有较大的影响,而酒母制备工艺中,酒母温度控制对酒母质量影响较大。酒母温控存在诸多难点:①酒母品温反馈延迟,酒母发酵罐体积较大,温度传感器反馈温度延迟大;②酒母发酵罐内固液混合,温度分布不均;③酒母品温变化无明确参考模型,发酵温度参数的变化过程可以简单概括为一个升温和一个降温。升温的热量来自于本身发酵产生的温度,但是要控制这种温度的上升,不能过快,并维持在某一设定水平;降温主要是发酵后期热量减少,但也需要冷凝水穿过夹套进行降温。温度下降后的液态酒产生的热量也发生变化,这种温度的时变性不利于控制[1];④其他如冷媒供给等工况条件。目前酒母发酵控制基本以人工手动操作为主,操作方式多为分阶段进冷却水,并实时观测品温。也有部分黄酒发酵温控研究[2]适用于酒母温控,但其输出对冷媒的控制也多为调节阀,系统计算复杂、灵活度较低、设备成本较高。鉴于酒母温控的复杂工况,本文简化温度控制,模拟人工操作,实验后成功应用。
1方案设计
设计最适发酵温度曲线,根据手动温控经验,模拟人工操作,当发酵罐内物料实时品温高于对应最适发酵温度时,开启冷媒阀冷却,冷却后关闭冷媒阀缓冲一段时间再比对品温,进一步调整,使温度波动控制在合理范围。
1.1最适发酵温度曲线设计
考虑到实际工况复杂及系统计算负荷,发酵温度曲线简化设计为升温段为曲线,降温段按时间间隔(接近开耙时间间隔)为斜线。升温段曲线:

式中:TRT为最适发酵温度;TT为发酵时间;TP1为起始温度。
降温阶段曲线:

式中:TRT为实时目标温度;TT为发酵时间;TPA为阶段起始温度;TPB为阶段结束温度;TTg为阶段跨度时间。各阶段温度、跨度时间可自行设置,以适应不同季节温控和根据化验指标适当微调。表1为发酵前四阶段的参数设置表,前一阶段的结束温度即为下一阶段的起始温度。图1为某次发酵的最适发酵温度曲线。
1.2控制设计
落罐后实时比对罐内物料品温与最适发酵温度曲线,当温度过高时,开启冷媒阀冷却,到达冷却时间后关闭冷媒阀进入停滞时间,停滞时间结束后进入下一轮品温比对。图2为温度比对与执行的流程图。

表1发酵部分参数设置表
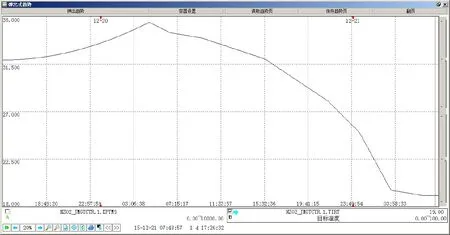
图1某次发酵的最适发酵温度曲线
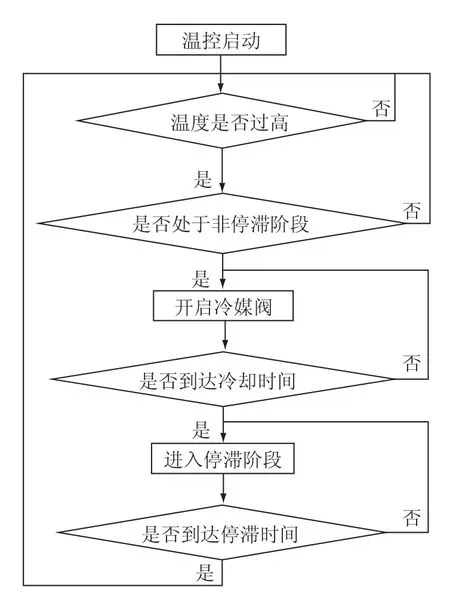
图2部分温控流程图
冷却时间(TC):设置基准时间根据酵母品种、物料配比和糖酒酸指标实时结果等主要因素人为调整,并可根据最适发酵温度与实时温度差、冷媒能力、发酵时间阶段等次要因素自动微调。冷却时间计算为:

式中:TC为冷却时间;TS为基准时间;TST为实时温度;TRT为最适发酵温度,且TC限幅为小于TS的3倍。
1.3实验方法
1.3.1软硬条件
实验在会稽山绍兴酒股份有限公司酿造二厂酒母扩培进行。控制系统采用浙江中控系统工程有限公司的G5(DCS)系统,上位机人机界面采用VxSCADA编写,下位机采用GCSContrix编写。酒母发酵罐容积2.6m3,垂直距罐底0.8m和1.6m罐壁各有1支铂电阻温度计,使用单气动角阀作启停冷媒控制。
1.3.2工艺流程与方法
酵母菌扩大培养程序[3]:
原菌→麦芽汁小试管→固体斜面试管→液体大试管→三角瓶酒母→大罐酒母。
酒母制作工艺:
浸米→淋浆→蒸饭→投料(米饭、麦曲、水、酵母)→开耙发酵→成品酒母。
1.4结果测定
实验每批投料6罐酒母,其中1罐采用自动温控作实验,5罐采用手动温控作对照。落罐温度均控制在31℃左右,落罐后45h左右取样测总糖、酒精度和总酸。
1.4.1酒精度的测定
参照GB/T 13662—2008《黄酒》[4]中酒精度的测定。
1.4.2总酸的测定
参照GB/T 13662—2008《黄酒》中总酸测定。
1.4.3酵母数的测定
参照《会稽山绍兴酒股份有限公司检验规程》[5]中酵母数的测定。
1.4.4酵母出芽率的测定
参照《会稽山绍兴酒股份有限公司检验规程》中出芽率的测定。
2结果与分析
2.1温控结果与分析
实验为期4周,共计投料25批。在升温阶段,实验罐温度控制明显优于对照罐温度控制,品温受开耙影响也较小。落罐后6~8h期间实验罐与对照罐温度波动均较大,主要因素为气泡大量产生,麦曲、米饭等上浮形成“酒帽”。8h后发酵旺盛,温度上升迅速,实验罐温度接近最适发酵温度,对照罐普遍温度偏差较大。13h开头耙,实验罐耙前后温差较小,对照罐普遍温差在0.5℃以上,分析原因为人工降温倾向次数少、长时间进冷媒,是导致罐壁物料温度过低,受开耙影响物料混合后的品温突然下降。图3为某次升温阶段各罐发酵温度曲线。
在降温阶段,实验罐温度波动小。对照罐温度前期波动较小,后期波动普遍大于实验罐,最大时接近1℃。

表2实验化验指标数据统计表

图3某次升温阶段各罐发酵温度曲线
图4为同批次的降温阶段温度曲线。
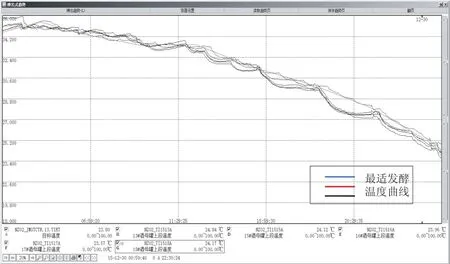
图4某次降温阶段各罐发酵温度曲线
综合实验期内温控情况,自动温控明显优于人工温控。
2.2化验结果与分析
酒母使用质量工艺标准:酒精含量高于8.5 g/mL、酸度低于4.8 g/mL、酵母数高于0.9亿/mL、出芽率高于8%为良品。实验罐良品罐数25罐,良品率为100%;对照罐良品罐数107罐,良品率为85.6%。表2为良品实验罐与对照罐指标数据统计,从中可看出指标基本一致,符合工艺标准。除出芽率标准偏差实验罐略高于对照罐外,其余均低于对照罐,可见自动温控对酒母质量稳定也有一定促进。
3 结论
通过实际生产实验,自动温控优于手动控制,且酒母化验指标符合工艺要求,能满足工业生产要求,同时能有效减少人工成本、稳定产品质量,具有推广应用价值。因为黄酒前发酵与酒母发酵机理一致且工况类似,所以本设计方案也适用于黄酒温控。
参考文献:
[1]梅光晴.清酒发酵监控系统及其过程优化的研究[D].无锡:江南大学,2014.
[2]刘登峰.黄酒发酵过程的建模与优化[D].无锡:江南大学,2014.
[3]徐国强,陈树,熊伟丽,等.黄酒前酵自控系统的研究与应用[J].自动化仪表,2011,32(6):31-37.
[4]毛青钟,陈宝良,俞关松,等.机械化黄酒速酿酒母制作工艺[J].酿酒科技,2006(6):72-76.
[5]全国食品工业标准化技术委员会酿酒分技术委员会.黄酒:GB/T 13662—2008[S].北京:中国标准出版社,2009.
[6]会稽山绍兴酒股份有限公司.会稽山绍兴酒股份有限公司检验规程:KJS/ZY—04(B版)[S].绍兴:会稽山绍兴酒股份有限公司,2014.
Research on and Application of Automatic Temperature Control for Yeast Mash Fermentation in Yellow Rice Wine Production
XIAHangfeng,SUN Guowei,HAN Weixing and NI Xiahong
(Kuaijishan Shaoxing Wine Co.Ltd.,Shaoxing,Zhejiang 312030,China)
Abstract:At present,manual operation is the main approach in temperature control for yeast mash fermentation in yellow rice wine production,and it has the disadvantages including large temperature undulation and poor stability in production batches etc.We made use of DCS control system and simulated manual temperature control mode and finally achieved automatic temperature control.Field experimental results demonstrated that such mode operated stably and it could not only meet production requirements but also improve temperature control effects.
Key words:yellow rice wine;yeast mash fermentation;automatic temperature control
中图分类号:TS262.4;TS261.4
文献标识码:A
文章编号:1001-9286(2016)06-0088-03
DOI:10.13746/j.njkj.2016012
收稿日期:2016-01-18
