热卷箱上辊单独调整式弯曲辊结构形式分析
2016-04-09王涛
王 涛
(中国第二重型机械集团公司, 四川618013)
设计
热卷箱上辊单独调整式弯曲辊结构形式分析
王涛
(中国第二重型机械集团公司, 四川618013)
摘要:介绍热卷箱设备中的关键部件上辊单独调整式弯曲辊的结构形式,并对其进行分析。
关键词:热卷箱;弯曲辊;结构形式
热卷箱(Coilbox)是带钢热连轧生产过程中一道中间工艺设备,其主要工艺是将粗轧机送来的高速中间坯卷成带卷,然后再开卷,经飞剪切头切尾后将中间坯以低速送入精轧机组,如图1所示。
1概述
弯曲辊装置(Bending Rolls)是热卷箱中成卷的关键设备,是由一个三辊弯曲装置和位于两个上辊之间的过渡挡板组成的,见图2。
准确设定弯曲辊入口辊缝及出口辊缝,保证中间坯按预先设定的曲率对中间坯进行弯曲。中间坯头部接触到上部成型挡板,进而头部滑向成型辊上部的挡板面到下部挡板和1A#托卷辊处,在此过程中,中间坯绕着头部进行转动,从而增大弯曲。当弯曲的中间坯接触到1A#托卷辊时,弯曲的中间坯立即沿着下部成型挡板和成型辊向上动作,从而形成一个圆形的卷眼,剩余的中间坯缠绕在此带卷眼上,实现三辊卷曲。
2上辊单独调整式弯曲辊主要参数分析
主要从上辊单独调整式弯曲辊结构参数、力能参数、弯曲辊入口辊缝和出口辊缝设定值以及辊缝计算方面进行分析讨论。
2.1结构参数分析
弯曲辊的主要任务是使轧件得到所需曲率的压弯,使轧件头部能顺利撞上上成型导板,以便顺利进行二次弯曲,进而形成较好的卷眼。由于上入口弯曲辊与出口弯曲辊可以实现单独调整,在设定入口辊缝Gap1和出口辊缝Gap2时,可根据中间坯厚度H、优化后的中间坯弯曲曲率半径R以及坯头在上成型挡板上的撞击点P点对Gap1,Gap2进行设定,这样辊缝的设定可以保证卷眼的圆度。经验表明,经过弯曲辊弯曲后的坯头在上成型挡板上的撞击点的位置直接影响卷眼的形成和卷眼的质量,如图3所示。
同时辊缝的设定保证了入口辊缝Gap1足够大时,中间坯头顺利通过入口弯曲辊撞上上弯曲辊之间的过渡挡板,而不是直接撞上入口弯曲辊子,减小了中间坯对入口弯曲辊的冲击,提高了辊子的寿命,并且保证了弯曲辊辊面质量,提高了轴承寿命。通过出口辊缝Gap2形成设定曲率弯曲,当中间坯头通过弯曲辊后,入口弯曲辊辊缝Gap1保持恒定,提供一定的带坯咬入力,保证卷曲的稳定性。当带卷直径不断增大到设定值时,出口弯曲辊辊缝Gap2逐渐增大。而入口辊缝Gap1保持恒定,保证成卷的稳定,并且控制中间坯的反向弯曲。当进入卷曲末期时,入口弯曲辊迅速抬起,让过带尾。
2.2单独调整式弯曲辊力学性能参数的计算
2.2.1弯曲辊力学性能参数
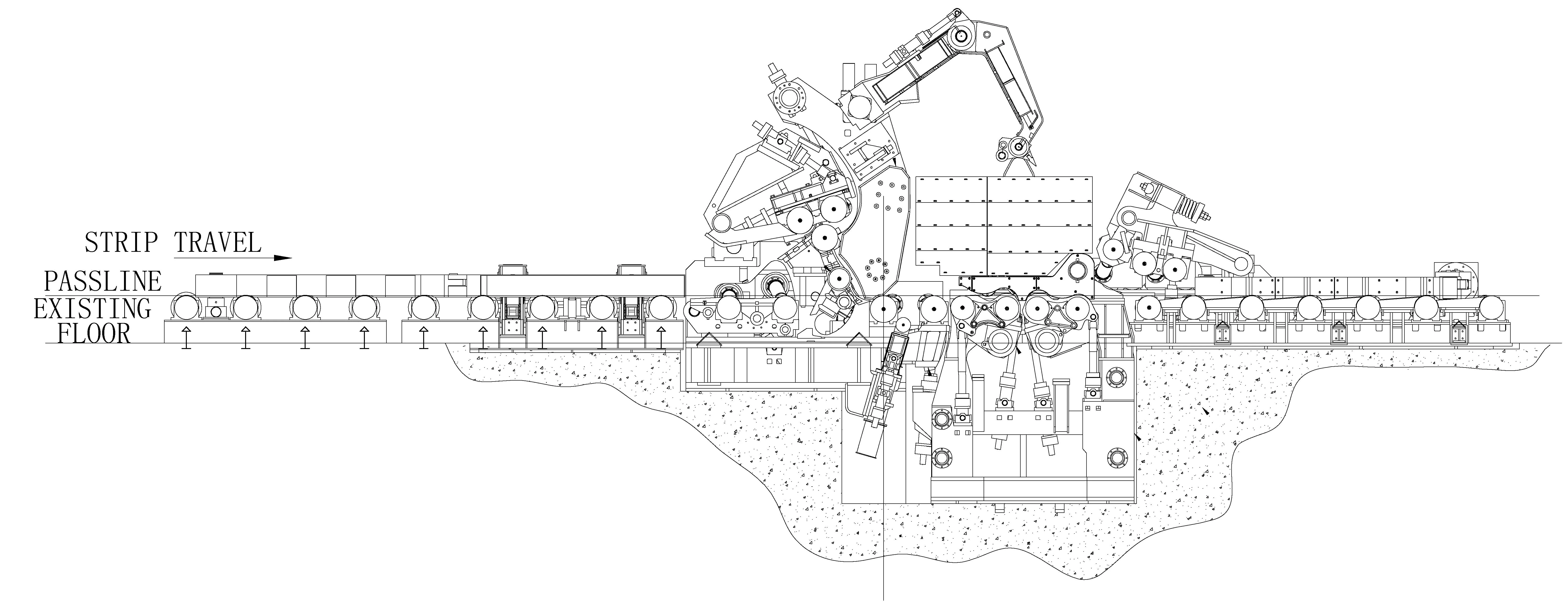
图1 热卷箱
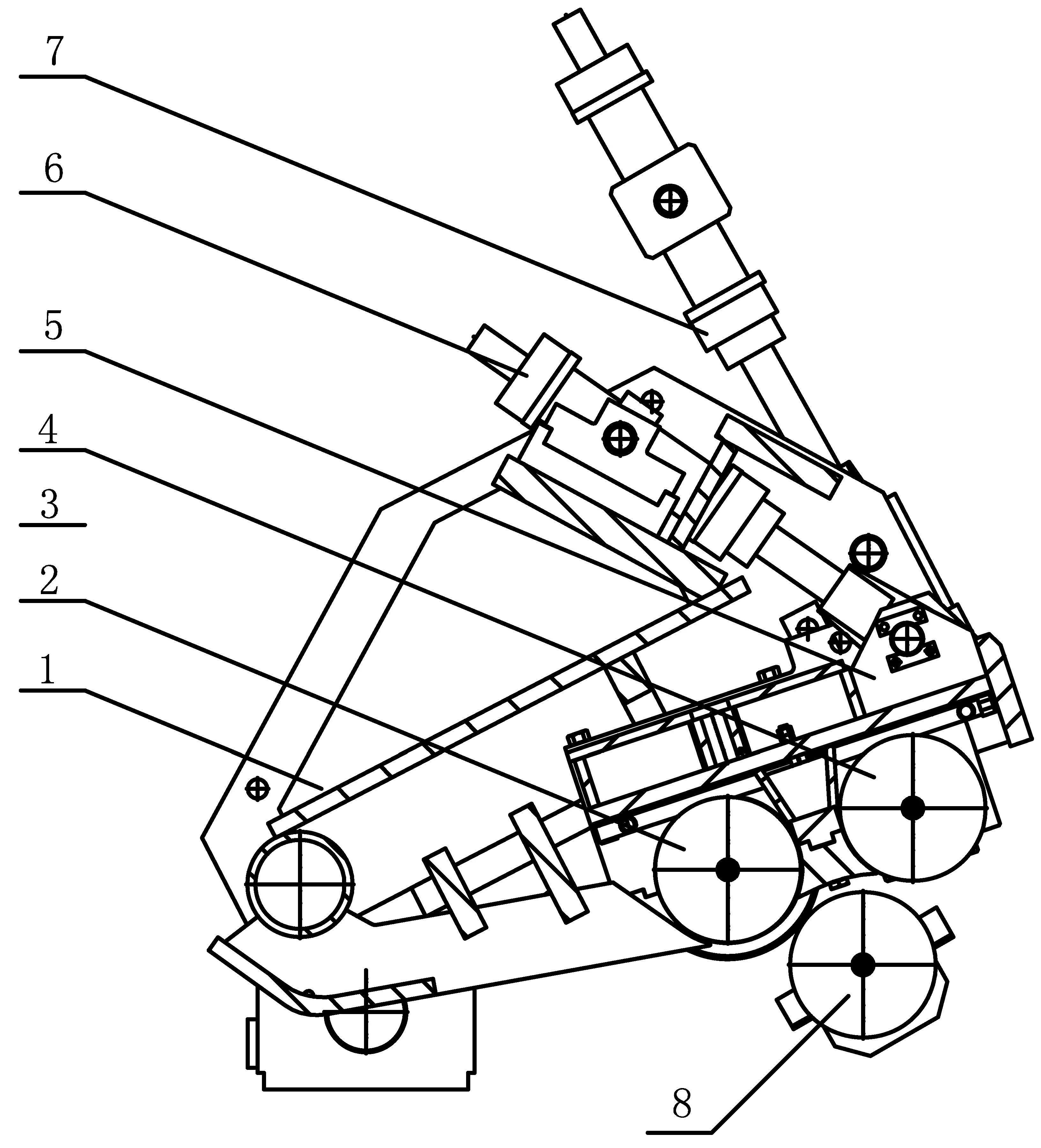
1—入口弯曲辊枢轴架 2—入口弯曲辊 3—过渡导板
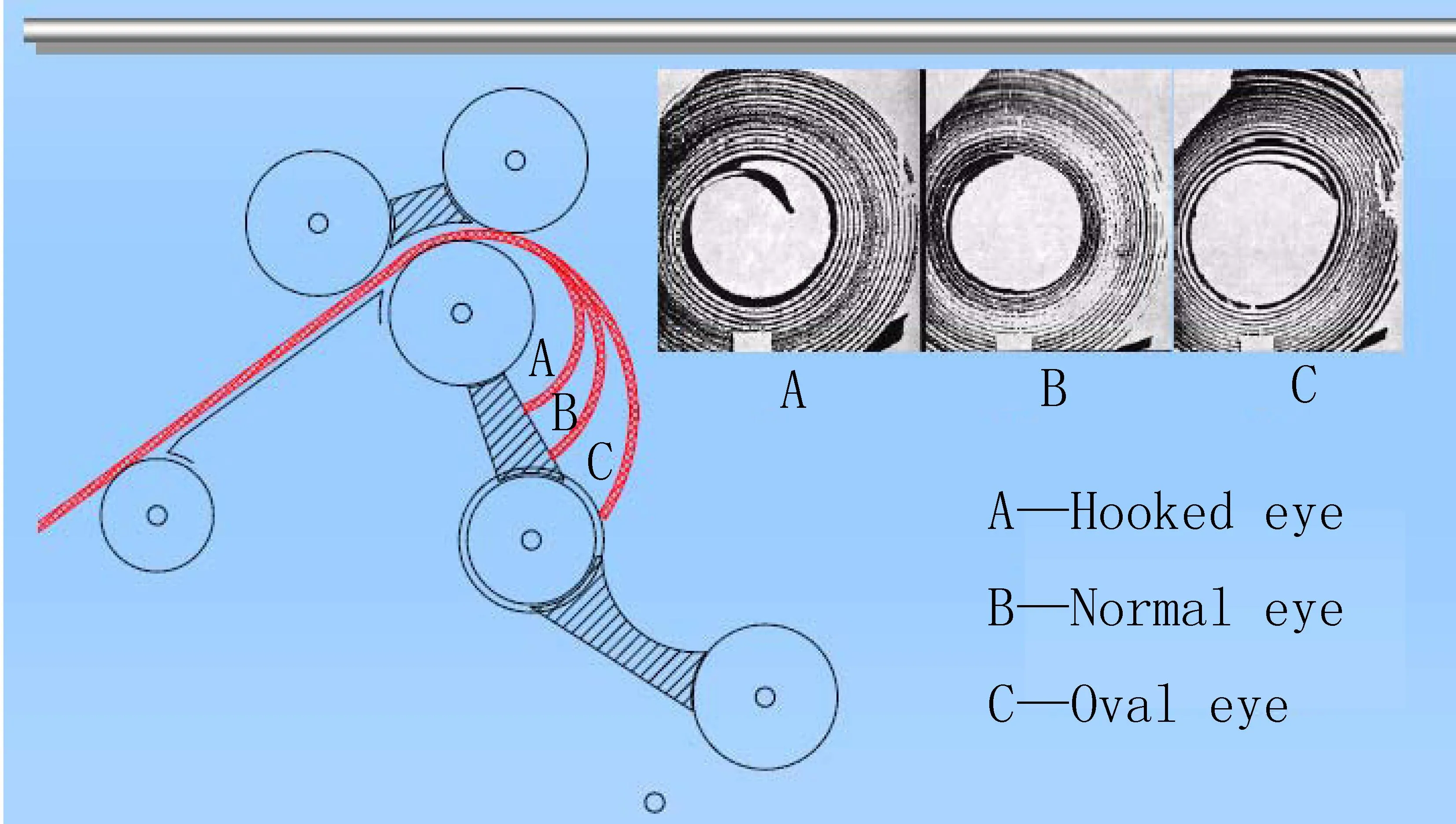
图3 中间坯在成型挡板上的撞击位置对卷眼的影响
弯曲辊力学性能参数包括作用在弯曲辊上的弯曲扭矩和驱动功率。
2.2.2作用在弯曲辊上的弯曲扭矩
根据功能相等的原理,即中间坯弯曲变形所作的功Ap应和弯曲辊在弯曲扭矩Mk的作用下使中间坯前进所作的功Ak相等。
设定:
(1)弯曲力矩为塑性弯曲力矩Ms。
(2)假设中间坯进入弯曲辊之前为理想状态,即1/r0=0。
(3)假设弹复功不属于耗能功。
(4)忽略超前接触对弯曲力的影响。
(5)忽略由于弯曲辊速度不同步造成的负转矩对弯曲功率的影响。
根据弹塑性变形原理,弹塑性弯曲阶段应变与弯曲曲率的关系为:
中间坯弹塑性弯曲变形外力矩M与曲率的关系式为:
由中间坯弹塑性弯曲变形外力矩M与曲率的关系图(见图4)分析可知,弯曲外力矩M与中间坯材料的机械性能、弯曲变形程度以及断面形状、尺寸等因素有关。
作用在弯曲辊上的弯曲扭矩为:
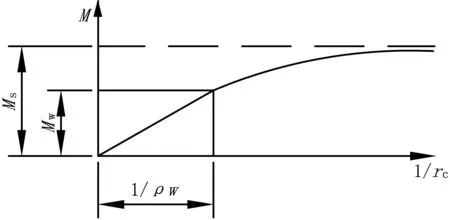
图4 中间坯弹塑性弯曲变形
2.2.3弯曲辊驱动功率的确定
弯曲辊下辊的驱动功率为:
式中Mk——弯曲扭矩,kN·m;
P2——作用在下辊上的压力,kN;
f——辊子和中间坯的滚动摩擦系数,f=0.001 5m;
μ——辊子轴承的摩擦系数,滚动轴承μ=0.005;
D——辊子直径,m;
d——辊子轴承处直径,m;
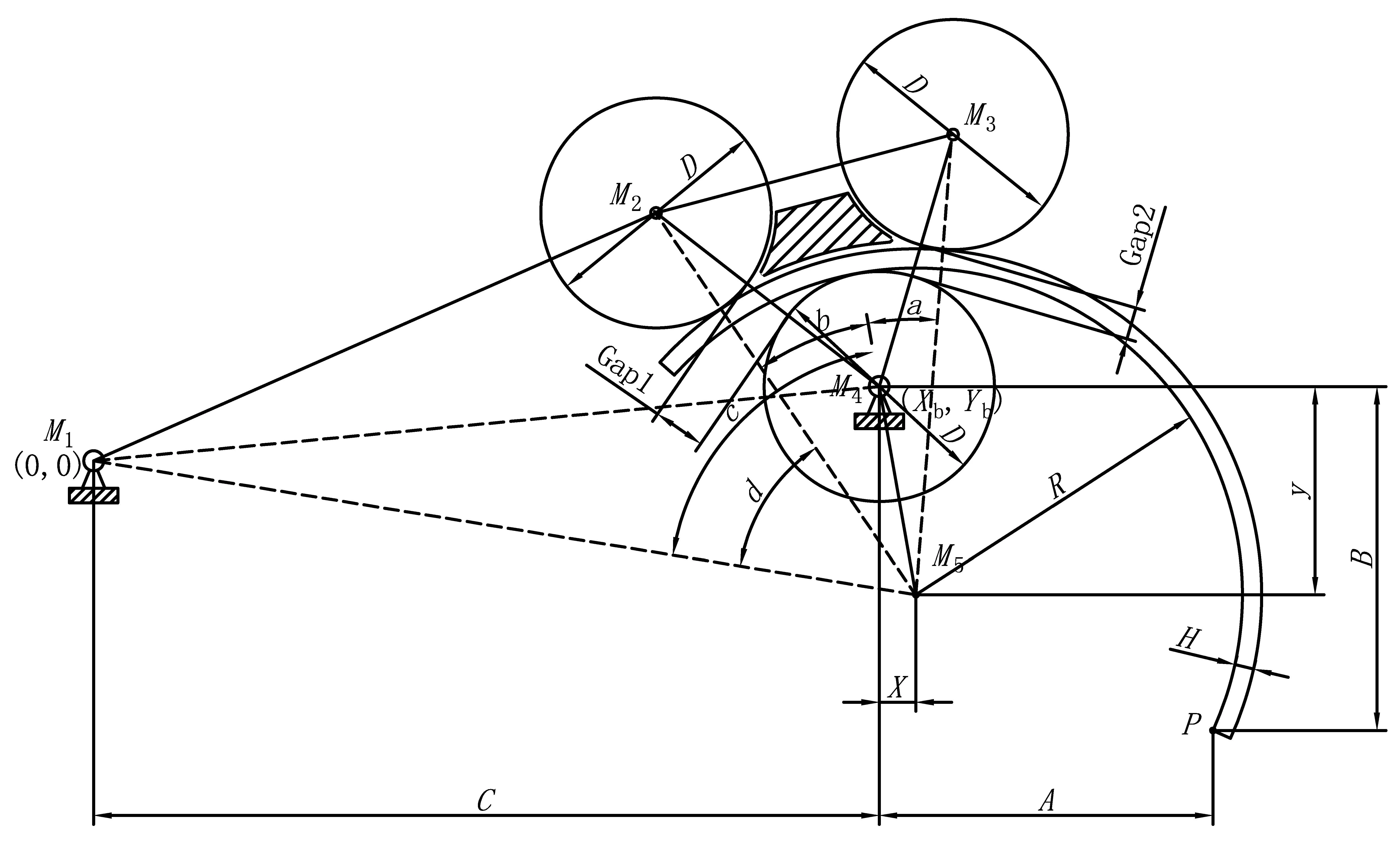
图5 弯曲辊辊缝示意图
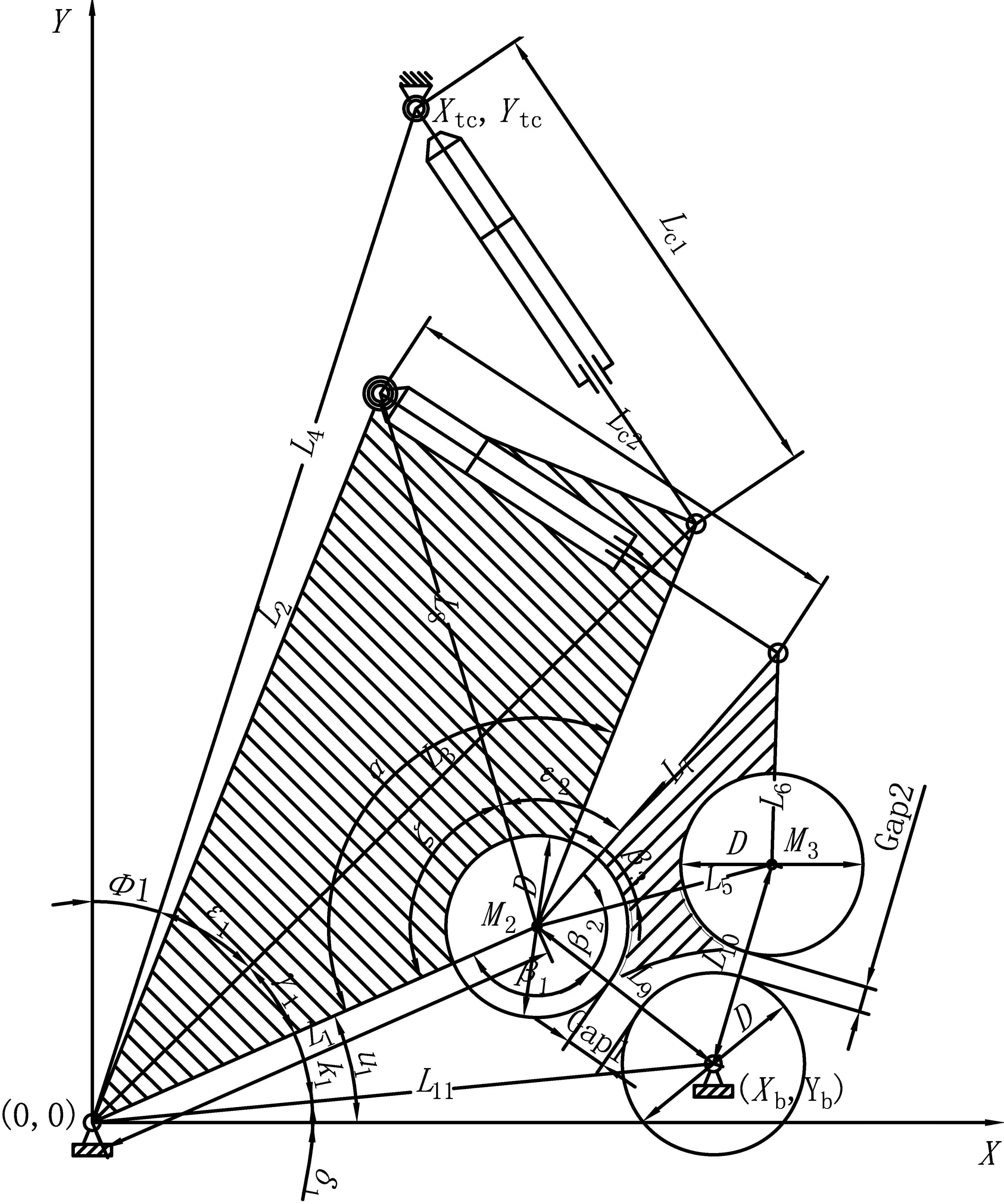
图6 弯曲辊辊缝计算简图
v——速度,m/s;
η——传动效率,采用电机→减速器→万向接轴传动,η=0.85~0.9。
2.3弯曲辊辊缝定义和辊缝计算
2.3.1弯曲辊辊缝定义
弯曲辊辊缝是入口及出口上弯曲辊和下弯曲辊辊面之间的最小距离,见图5中的Gap1、Gap2。
2.3.2辊缝设定
在入口辊缝Gap1及出口辊缝Gap2设定时,可根据中间坯厚度H及优化后的中间坯弯曲曲率半径R以及坯头在上成型挡板上的撞击点P点对Gap1,Gap2进行设定,采用解析法进行计算,如图5所示。
2.3.3辊缝计算
热卷箱的弯曲辊辊缝是通过带位移传感器的液压缸设定和检测的,所以计算弯曲辊辊缝值就是计算弯曲辊辊缝和液压缸行程的对应关系。
弯曲辊入口枢轴架的转点设为坐标原点,建立平面坐标系,如图6所示。
根据上述所示辊缝设定值计算液压缸行程与辊缝之间的关系,即Lc1,Lc2与Gap1,Gap2之间的关系。
3结论
由于热卷箱上辊单独调整式弯曲辊的结构特点,能保证中间坯穿带及卷取的稳定性,有效提高卷眼的质量,减少中间坯穿带和卷取时对设备的冲击,减少设备维护时间和维护成本。
参考文献
[1]邹家详. 轧钢机械[M].北京:冶金工业出版社,2000.
[2]刘鸿文. 材料力学[M].北京:高等教育出版社,1990.
[3]崔甫. 矫直原理与矫直机械[M].北京:冶金工业出版社,2005.
编辑陈秀娟
Analysis on the Structure of Bending Roll with Top Roll Separate Adjustment in Coilbox
Wang Tao
Abstract:This paper introduces and analyses the structure of key part that bending roll with top roll separate adjustment in coilbox.
Key words:coilbox; bending roll; structure
中图分类号:TG333.2+4
文献标志码:B
作者简介:王涛(1981—),男,高级工程师,主要从事冶金设备设计。电话:18113020815,E-mail:tommy_333@163.com
收稿日期:2015—10—08