大型发动机机体高精度铣镗数控机床的研制
2016-04-09周瑞婷
陈 辉 周瑞婷
(一拖(洛阳)开创装备科技有限公司装备研究所,河南471004)
大型发动机机体高精度铣镗数控机床的研制
陈辉周瑞婷
(一拖(洛阳)开创装备科技有限公司装备研究所,河南471004)
摘要:介绍用于完成发动机机体精铣顶面、精镗缸孔工序加工的数控机床的设计。以高精度、高效率为原则,通过合理设计机床整体布局和功能部件,制造出完全符合工艺要求,满足用户需求的机床。
关键词:发动机机体;精铣顶面,精镗缸孔;数控机床
作为国内传统的组合专用机床制造商我公司虽然能完成一般柴油机机体、缸盖加工设备整线交钥匙工程,但在精铣顶面、精镗缸孔数控组合专用机床的设计制造水平上,距离国外先进公司,还存在一定的差距,需要不断努力创新,才能逐步赶上国外先进企业,最终达到替代进口。根据订单,我们进行了设备的研发,以实现公司技术新突破,提高市场竞争力。
此台机床加工零件为大型船用柴油机机体,缸孔直径大,机体顶面宽,且缸孔深度公差要求在0.02 mm以内,缸孔和顶面垂直度要求在∅0.03 mm之内。为此我们对机床的功能部件进行了改进和创新,以确保满足这些加工精度要求。
1机床概述
1.1机床主要部件及布置形式
机床采用立式单面双工位布置形式。机床的基础部件为一个床身底座,底座上有一个数控移位滑台和底座连为一体,移位滑台上面可放置夹具。床身底座后部与一个立柱底座连接,立柱底座上面安装有一个双体立柱。立柱的左半边安装一个立式进给滑台,滑台上面安装了精镗头,精镗头侧面安装了一套镗头检测装置。立柱的右半边安装了精铣头,机床主体部分的左右分别安装了一段下料辊道和上料辊道。
机床镗孔主轴带有内冷却,冷却液从床身底座排入冷却箱内,冷却箱内的磁性排屑装置将铁屑排出。机床设置有外包装。
机床主视图、侧视图、机床图分别如图1、图2、图3所示。
1.2机床动作循环
人工将工件吊装到上料辊道上,由上料辊道将工件自动输送到机床夹具里,工件自动下落到三个固定支撑点上,辅助支撑向上支撑工件,液压夹紧,气检工件定位面,如合格,进入下一循环,否则报警并结束循环。数控移位滑台带动工件向左移位到一工位,进行铣削加工循环,完成后移位滑台移位到二工位,立式数控进给滑台带动精镗头向下进给加工循环,完成后移位滑台移位至下料位,夹具上的自行辊道和下料自行辊道带动工件向左运动,完成下料,人工将工件吊走,移位滑台退回上料位,进入下一循环。
2机床主要技术性能参数
机床的主要技术性能参数见表1。
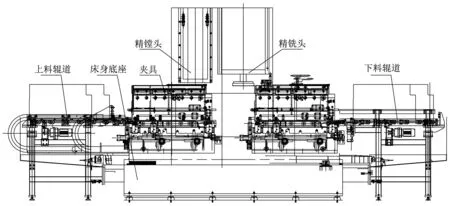
图1 机床主视图

图3 机床图
3机床主要创新点
(1)该机床的铣削头采用自主研制的立式轴向微调强力铣削头,可以进行轴向微调功能,确保铣削平面的尺寸公差。
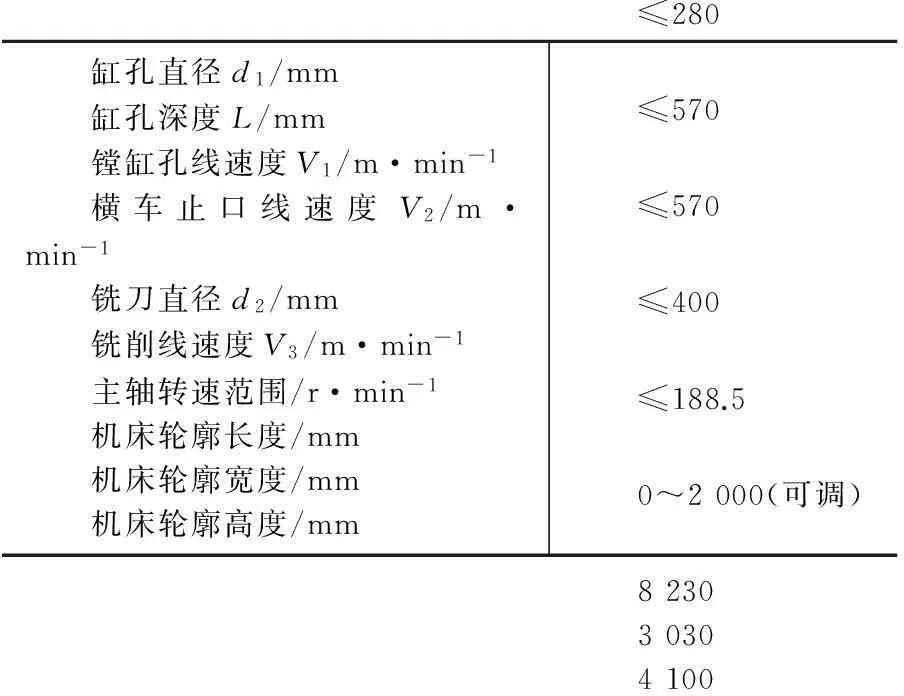
表1 机床主要技术性能参数
(2)精镗缸孔采用向下半精镗,向上精镗和精车止口的先进工艺,各运动部件均采用伺服控制。
(3)采用主动测量,控制缸孔止口深度精度的先进技术。
整套装置安装在立式进给滑台上,当加工缸孔止口时,与镗头同步向下运动,当感应块碰触机体顶面时,滑台继续向下运动,则感应装置与精密测头碰触,通过精密测头的反馈控制立式进给滑台向下进给的距离,从而确保缸孔止口相对于机体顶面的深度公差,能够稳定地保证深度公差在0.02 mm之内。感应装置如图4所示。
(4)采用研制的高速精密镗头,主轴轴承采用油雾润滑的方式进行冷却和润滑,降低轴承发热,提高使用寿命。同时主轴上设置内冷结构及内冷通道,通过镗杆内部对各个刀片进行冷却。
(5)采用研制的镗杆内出刀车削止口和拉镗精镗刀补偿装置。
(6)使用了两轴联动数控走轨迹方法解决不同加工品种难题。
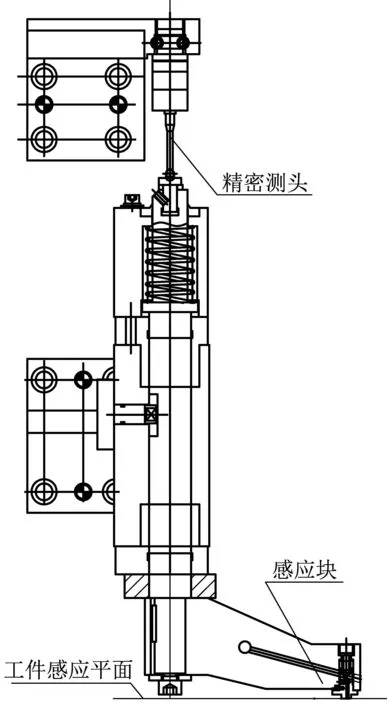
图4 感应装置
(7)采用了先进镗杆和CBN刀片,提高了镗孔效率。
(8)采用了先进铣刀结构。
(9)采用湿式加工,整机全防护,配备油雾处理装置等,提高了加工效率。
4结论
该机床在结构上做了大量的改进和创新,技术水平和实际精度指标均达到了国内先进水平,已经通过了用户验收,机床各加工精度均满足用户要求,得到用户的好评。近几年有些发动机厂家在进行厂房搬迁及扩大再生产,建立新的柔性或刚柔结合生产线。而此技术能应用在各类型发动机机体的精加工上,因此此类机床的市场需求量很大。此次研制成功,为开拓市场奠定了良好的基础。
编辑陈秀娟
Development of High Precision Milling and Boring Numerically-controlled Machine Tool for Large Engine Block
Chen Hui, Zhou Ruiting
Abstract:This paper introduces the design of numerically-controlled machine tool for finish-milling the top surface and finish-boring the cylinder hole of the engine block. According to the principle of high precision and efficiency, the overall layout and functional parts of machine tool are designed reasonably to make the machine tool meet the process requirements and customer demands.
Key words:engine block; finish-milling of top surface; finish-boring of cylinder hole; numerically-controlled machine tool
中图分类号:TG659
文献标志码:B
作者简介:陈辉(1980—),本科,高级工程师,主要从事组专机床、数控机床及工装夹具等的设计研发工作。电话:15539710958,E-mail:185730177@qq.com
收稿日期:2016—01—11