2 050 mm热连轧机组主要设备参数及其特点
2016-04-09周强
周 强
(中国第二重型机械集团重型机械设计院,四川 618000)
2 050 mm热连轧机组主要设备参数及其特点
周强
(中国第二重型机械集团重型机械设计院,四川 618000)
摘要:介绍了2 050 mm宽带热连轧机组主要设备的技术参数、创新性和实用性。
关键词:2 050 mm热连轧机;创新点;实用性
2 050 mm热连轧生产线年产量500万t/a,分两期,一期投产380万t/a,全线设备立足于国内设计和制造,仅精轧机组引进少量关键设备及技术。该轧线产品品种齐全且以生产高强度、高性能、高附加值的品种为主导产品。该生产线首次在国内采用2台粗轧机+热卷箱+曲柄式飞剪+7台精轧机+3台强力卷取机的配置模式,主要设备包括E1/ E2立辊轧机、R1二辊轧机、 R2四辊轧机、热卷箱、曲柄式飞剪、F1~F7精轧机组、1~3#强力卷取机。
1工艺流程
2 050 mm热连轧生产工艺流程如图1所示。
2产品及原料数据
2.1生产品种
碳素结构钢、优质碳素结构钢、低合金结构钢、高耐候结构钢及集装箱板、高层建筑结构用钢、管线钢、锅炉及压力容量用钢、桥梁用结构钢、船体用结构钢、热轧双相钢(DP)、多相钢(MP)、马氏体钢(MS)、超低碳钢(IF 钢)等,产品的抗拉强度级别为Rm≤1 200 MPa。产品的屈服强度级别为Re≤850 MPa。
2.2原料
连铸坯厚230 mm(少量250 mm),宽950 mm~1 930 mm,定尺坯长9 000 mm~11 000 mm,少量短尺坯4 500 mm~5 300 mm,最大坯重38.1 t。
2.3成品规格
厚度1.2 mm~25.4 mm,带钢宽度900 mm~1 900 mm,钢卷内径762 mm、钢卷外径1 200 mm~2 150 mm,最大单位宽度卷重24 kg/mm,最大卷重38.1 t。
3主要设备技术参数
主要设备技术参数见表1~表6。
4设备创新性、实用性
2 050 mm热连轧生产线是国内首次研制的“2台粗轧机+热卷箱+曲柄式飞剪+7台精轧机+3台强力卷取机”模式的2 000 mm规格以上的宽规格热连轧生产线。该线也是我公司首条研制的2 000 mm规格以上,年产量达500万t的宽规格热连轧生产线,全线仅精轧机组引进少量关键设备及技术,该生产线产品品种齐全且以生产高强度、高性能、高附加值的品种为主导产品,各主要设备的性能参数几乎都超过了国内已投产项目的同类设备,且设备在设计、生产制造等许多方面有创新,对今后国内新建高产热连轧有很强的示范效应。
(1) E2、R2轧机
E2、R2轧机是2050热带钢轧线粗轧机组上的核心设备,该设备完全由二重集团公司自主设计和制造,设备在结构设计上进行了优化和创新。
E2轧机具有以下优点:
a.主减速箱采用分体式,并在中部开槽,该结构使减速箱的制造、运输、安装、维护简单、方便、快捷,让用户省去了传统的在线换棍工具“C”型钩,大大缩短了在线换辊时间。
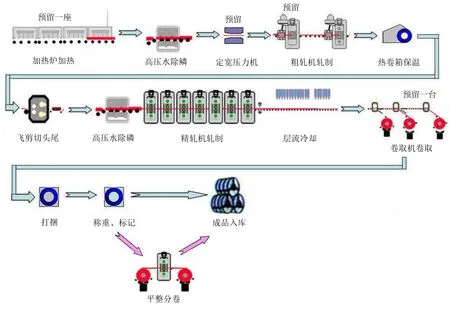
图1 2 050 mm热连轧生产工艺流程图

最大轧制力/kN轧制速度/m·s-1最大道次侧压量/mm主电机功率/kW转速/r·min-1轧辊辊径/mm辊身长度/mm主传动箱速比AWC缸缸径/杆径/mm行程/mmE1E2700070002.61/3.672.61/6.53100100AC1500AC1500160/225160/4001200/11001200/11007107103.853.85580/320580/320850850

表2 粗轧机主要技术参数

表3 热卷箱主要技术参数

表4 飞剪主要技术参数
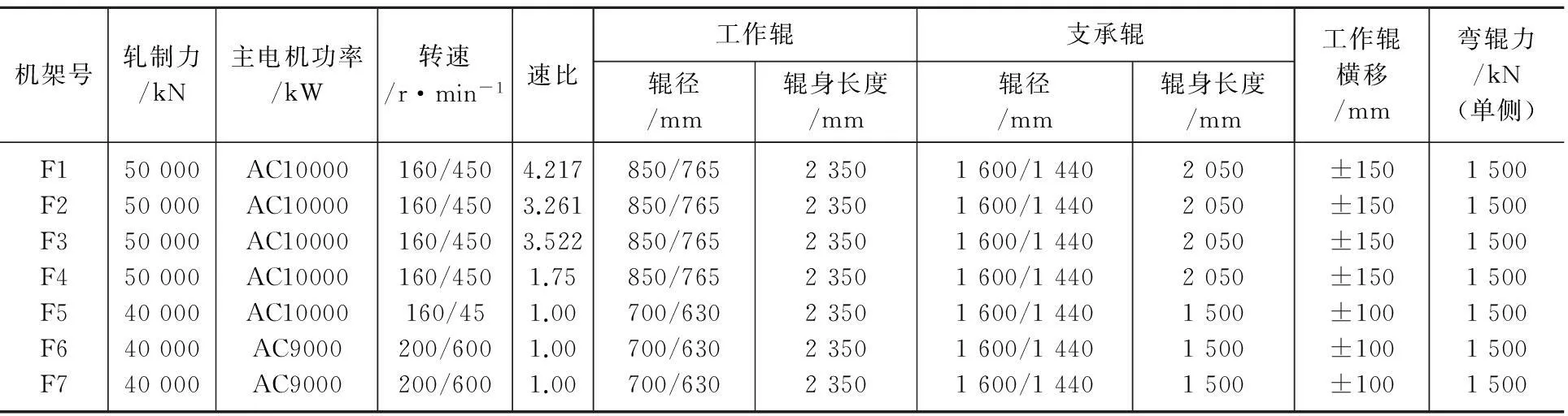
表5 精轧机组主要技术参数

表6 卷取机主要技术参数
b.优化了主传动支承装置,让两侧支承架靠轧机中心的立面形成“八”字型,配置了新颖双液压缸驱动结构的接轴提升装置。该组合结构增加了万向接轴向外摆开的角度范围,也增加了万向接轴回转直径范围,保证了大扭矩传递,让轧辊开口度范围更大。
c.改变了传统的AWC缸在机架窗口内侧卡箍的安装形式,采用 AWC缸外置,活塞杆双伸结构,把AWC缸安装在机架两端外侧,用螺柱紧固,使AWC缸的安装、维护更方便、快捷,提高了液压缸活塞杆的导向性,保证了液压缸运行的平稳性,有利于大规格、全液压、强力立辊轧机的运用。
d. 机架采用上、下两半的分体形式结构,便于制造和运输。
R2轧机具有以下优点:
a.在扁担梁与平衡梁之间的接触采用圆环面接触,此种结构自定位性能好。
b.在导卫提升缸中设有内置位移传感器,起事故报警作用。
c.为了便于磨辊间配辊,圆弧垫采用4档,在圆弧垫的任意一挡工作辊重磨量的变化由阶梯垫的变化来完成。
d.改变了传统的换上导卫形式,让上导卫架从窗口中间拉出,方便更换上导卫架。
e.取消中间轨道,缩短换辊时间,换支承辊时仅将工作辊横移台架移到一侧,便可快捷地更换支承辊。
(2)热卷箱
采用无芯移送式热卷箱,可有效保证中间带坯温差,同时缩短了车间轧线设备长度,热卷箱为强力型热卷箱,最大卷取速度达6 m/s 。
(3)飞剪
采用曲柄式飞剪,该设备是目前国内2 000 mm以上热连轧线中第1台全部由国内自主设计并制造的剪切能力最大的曲柄式切头飞剪。该飞剪与转鼓式切头飞剪相比,主要优点有:
a.剪切断面质量好,利于保证成材率。
b.剪切能力强,剪切中间坯厚度大。
c.剪刃更换方便。
d.设备操作简便,便于维护。
(4) F1-F7主传动装置
F1-F7主传动装置是2050热带钢轧线精轧机组上的核心设备,由二重集团公司自主设计、研制,是目前国内2 000 mm以上热连轧线中首台全部由国内自主设计并制造的轧制能力参数最大、减速机中心距最大的硬齿面齿轮传动(电机功率高达10 000 kW,扭矩高达5 663 kN·m,减速机中心距最大1 960 mm)。该设备在结构设计、材料热处理上进行创新,具有以下优点:
a.主传动的所有齿轮箱齿轮均采用渗碳淬火硬齿面,对主传动锻件材料、对材料化学成分
[P]、[S]的控制及纯净度、本质晶粒度做了要求,提高了锻件力学性能。
b.减速机采用底座型结构,运转平稳可靠。
c.采用鼓形齿联轴器,克服了由于轴歪斜和偏移而产生的齿端卡边现象,增大了联接两轴允许的同轴度误差。
d.齿轮箱均带有基础板,便于设备的维护保养。
(5)卷取机
采用三辊式全液压强力卷取机组(可卷X100)。该机组的主要特点有:
a. 卷取机前夹送辊采用牌坊式结构,提供更大的、更稳定的夹持力和输出扭矩。
b. 卷取机前夹送辊带溜槽板和压辊装配,可实现对高强钢的有效引导和辅助弯曲功能。
c. 卷取机主要结构件(机架、油缸支座和助卷臂等)采用高强度探伤厚板制造,卷取机机架采用整体式结构,具有刚性好、抗冲击、结构稳定等特点。
d. 助卷辊及卷筒采用大规格伺服油缸驱动,可以提供更大的助卷力和胀紧力,确保高强钢的卷取。
e. 采用变速比主传动箱和大功率卷筒电机,确保产品大纲全覆盖。
4结语
该生产线设备整体性能稳定可靠,故障率和使用成本较低,连续作业率高,钢卷质量好。整条生产线设备的设计制造是合理的,技术水平达到了国内外同类设备的先进水平。它的成功研制对今后国内和国际新建高附加产值的热连轧线均有很强的示范效应,对承接设计更高产量、更高水平的2 000 mm热连轧项目有很好的示范、带动和推进作用。
参考文献
[1]中国金属学会热轧板带学术委员会,中国热轧宽带钢轧机及生产技术[M]. 北京: 冶金工业出版社,2002.
编辑陈秀娟
Parameters and Characteristics of the Main Equipments of2 050 mm Hot Continuous Rolling Mill
GroupZhou Qiang
Abstract:This paper introduces the technical parameters, innovation and practicability of the main equipments of 2 050 mm wide strip hot continuous rolling mill group.
Key words:2 050 mm hot continuous rolling mill; innovation; practicality
中图分类号:TG333
文献标志码:B
作者简介:周强,(1981—),男,本科,工程师,从事机械设计工作。电话:15883421471, E-mail:EZSJYZQ@163.COM
收稿日期:2016—01—11