中厚度对接焊缝相控阵检测研究
2014-12-25路宝学
路宝学
(渤海船舶职业学院,辽宁葫芦岛125105)
相控阵检测(PAUT)是基于常规超声检测发展起来的新型检测技术,其检测原理是通过脉冲延迟触发所产生声波的不同相位叠加,来调节声束角度或聚焦状态的压电晶片阵列。由于相控阵组元的延迟时间可动态改变,所以可用计算机软件控制声束角度、聚焦距离,并且可在同一位置作多角度检测。
本文通过使用5.0L16-0.5-9探头、8N55s楔块,对10块含有不同缺陷的中厚度(18、20、22、24、26、28、30 mm) 焊接试板进行PAUT检测,并将检测结果与射线检测(RT)、超声检测(UT)结果进行对比分析,确定PAUT检测技术的优势,为PAUT检测的应用提供参考。
1 试验方案
1.1 试验对象及试验程序
选择在模具厂购买的10块不同厚度(中厚度) 且具有典型缺陷(纵向裂纹、条形夹渣、未焊透、气孔、横向裂纹)的焊接试板,分别采用RT、UT和PAUT检测技术对缺陷进行测定,试验程序见表1所示。
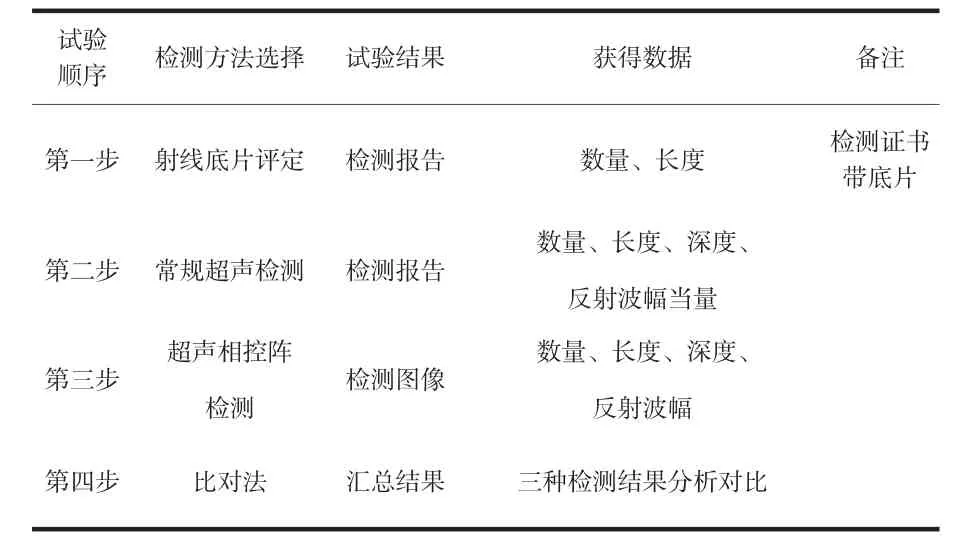
表1 试验程序
1.2 UT与PAUT检测工艺特点分析
1.2.1 探头
对于同一工件,PAUT检测一般只使用一个探头;UT检测需要根据技术等级、工件厚度选用一个或多个探头。
1.2.2 仪器校准
相控阵仪器除了要进行常规的测试校准外,一般还需要使用CSK-IA试块进行ACG校准和RB-2试块进行TCG校准。
1.2.3 扫查工艺
常规超声检测依据标准,采用锯齿形扫查方式。在区别缺陷信号,确定缺陷的位置、方向和形状时,也采用前后、左右、转角、环绕等扫查方式。相控阵检测通过建立工件模型,进行焊缝全体积声束覆盖模拟,确定中心距离,同时采用编码器直线扫查方式。
1.2.4 缺陷定量
常规超声检测依据标准,采用缺陷回波波幅定量和缺陷测长定量,均由检测人员在扫查操作时依据波形测定。相控阵检测在实际检测中借鉴常规超声的定量方法,一般是在检测人员完成扫查工作后,应用离线软件根据存储的波形、图像数据进行6dB法测长。
1.3 试验方法
UT检测执行CB/T3559-2011标准,采用4Z10×10A45°、4Z10×10A60°、4Z10×10A70°三种角度探头进行检测。PAUT检测参照执行ASTME2700-2009标准,采用5.0L16-0.5-9探头,楔块型号为8N55s,角度范围40°~70°。RT检测执行CB/T3558-2011标准进行评片。
2 检测结果
采用三种检测方法分別对典型缺陷试板进行检测,其检测结果如表2所示(以试板13210为例)。
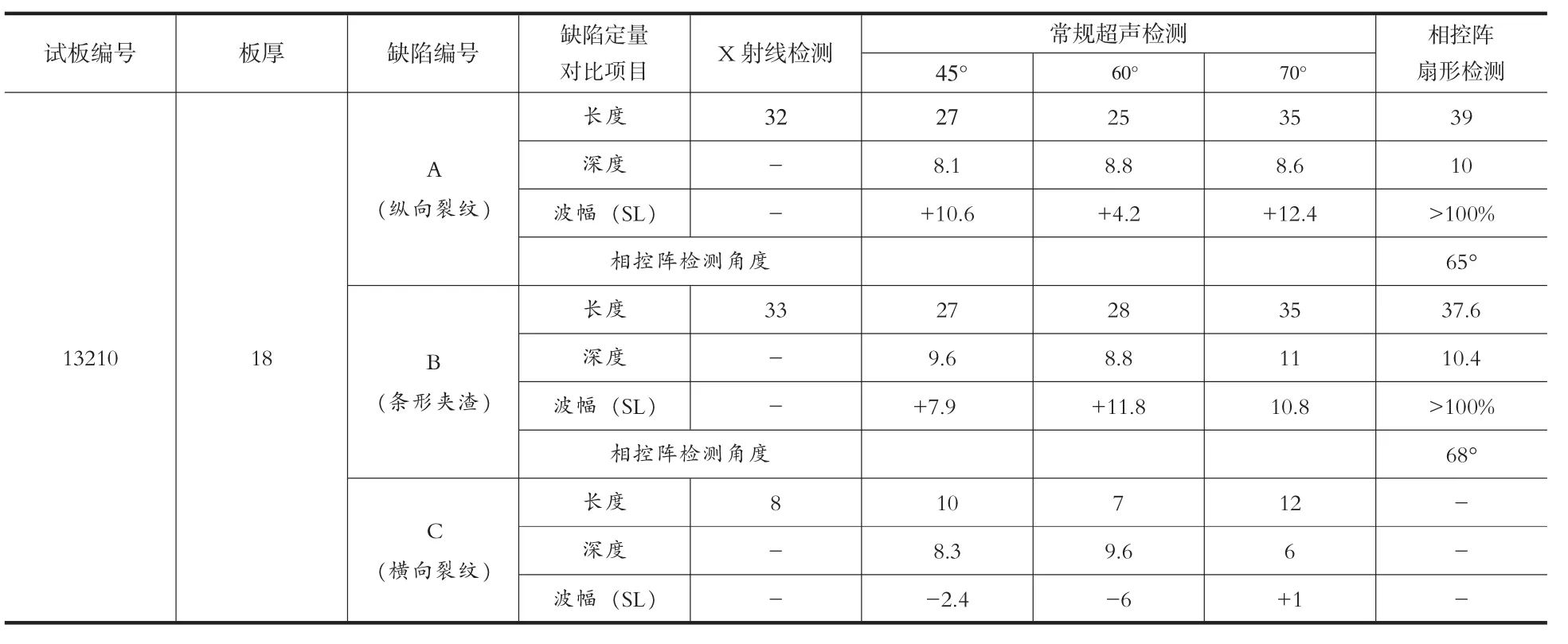
表2 检测结果统计单位:mm
3 检测结果对比分析
3.1 缺陷检出情况对比分析
3.1.1 面积型缺陷检测结果对比分析
通过对试板中纵向裂纹检测数据和未熔合缺陷检测数据汇总后发现,对于声束指向性要求高的面型缺陷(裂纹、未熔合),相控阵检测的多种角度检测的信噪比要高于常规超声检测。UT、PAUT测定缺陷长度大于RT测定缺陷长度。UT的三种不同角度探头检测结果与PAUT采用接近的探头角度的检测结果相差不大。
3.1.2 体积型缺陷检测结果对比分析
对试板中条形夹渣和未焊透缺陷,RT、UT、PAUT三种检测方法的测长结果汇总发现,测长没有一致性特点,互有长短,但总体上的长度接近,相差不大。
3.1.3 横向缺陷检测结果分析
相控阵编码器扫查,无法有效检出横向缺陷,射线和常规超声斜平行法均可以发现横向缺陷。因此对工件相控阵检测中,如需要横向缺陷检测,应该增加有效的检测手段。
3.2 检测速度、安全等因素的比较
RT检测效率太低,操作人员存在作业辐射危险,且必须配备防护措施。
UT检测无放射性,但需要三种探头对同一焊缝检测,人为因素影响较大,效率低。
PAUT检测无放射性,人为因素影响较小,检测效率高。
4 结论
PAUT检测结果与三种角度的UT检测结果相接近,但UT效率低而PAUT效率高。
PAUT与RT相比,无放射性,人为因素影响较小,检测效率高。
由于相控阵超声检测图像的可视化,提高了缺陷的检出能力和评定准确性。
PAUT编码器扫查,无法有效检出横向缺陷,如有需要应该增加有效的检测手段。
超声波相控阵装置的调试、灵敏度的校验、参数的设置,均要求操作人员熟练掌握电脑软件操作的能力。B、C、D三种显示图像,尽管直观,但对图形的识别仍要掌握一定技巧,并且要有一定的判断经验。
随着相关相控阵检测标准的出台及相关培训增多之后,绿色、环保、高效的相控阵检测,应用会越来越广泛。
[1]李海华,赵立凡,郭兴建,等.应用超声相控阵检测技术对钢制对接焊接接头的检测实例与分析研究[J].压力容器,2008(8):10-15.
[2]李衍.相控阵超声检测国际动态[J].无损探伤,2009(1):56-60.
[3]李海华,赵立凡,唐飞阳亮,等.不同检测方法在对接焊接接头检测中的对比[J].无损检测,2009(4):277-279+285.
[4]田安定.相控阵超声检测技术应用[J].无损检测,2011(6):58-62.
