基于RCC-M标准的对接焊缝超声波扫查工艺及其分析
2016-08-30朱从斌
朱从斌
(中广核工程有限公司,深圳 518124)
基于RCC-M标准的对接焊缝超声波扫查工艺及其分析
朱从斌
(中广核工程有限公司,深圳 518124)
在理解RCC-M标准对焊缝超声波检测一般要求的基础上,针对不同焊缝的结构特点,结合核电建设RCC-M标准应用的工程实践和经验反馈,梳理不同类型焊缝超声波扫查工艺并进行详细分析,为核电工程建设焊缝的超声波检测提供参考,并提出焊缝超声波检测工艺改进的技术建议。
RCC-M;扫查工艺分析;参考建议
CPR1000、EPR和华龙核电项目核安全设备的制造和检测均采用RCC-M《压水堆核岛机械设备设计和建造规则》标准,该标准虽然给出了铁素体钢对接焊缝检测的一般要求,但由于超声波检测的核安全设备的焊缝型式、结构和尺寸存在较大差异,因此,有必要对RCC-M标准中焊缝超声波检测的要求进行梳理,尤其是对易产生理解偏差或混淆的技术要求,更需要进一步的解析和说明。笔者结合核电建设中RCC-M标准应用的工程实践和经验反馈,对焊缝超声波扫查工艺进行了确定和深入分析,为保证焊缝超声波检测质量提供参考。
1 对RCC-M标准中超声波扫查要求的理解
核安全设备的焊接型式主要有对接接头对接焊缝、T型接头对接焊缝和角接接头对接焊缝。正确理解RCC-M标准的超声波扫查要求是对核安全设备不同焊接结构型式制定合理的扫查工艺的前提,表1就是在理解RCC-M标准基本要求的基础上,结合不同焊缝类型对标准进行的详细解析和说明。
表1中扫查工艺是基于焊缝内外表面余高磨削去除为前提的,探头移动应横跨或平行于焊接接头的有效检测区进行扫查。当由于结构或尺寸等原因,内表面余高不能去除时(如管道焊缝),应作为“一面和(或)侧存在不可达的情况”来考虑。
2 需要重点理解的几个技术问题
在基于RCC-M标准的核安全设备超声波检测质量监督过程中,发现对RCC-M标准提及的扫查方向、盲区和灵敏度确定的理解和执行经常出现偏差和错误,发生了较多检测失效的经验反馈(比如扫查方向缺失、扫查灵敏度低等引起的缺陷漏检),故有必要对这几个技术问题进行进一步的解析和说明。
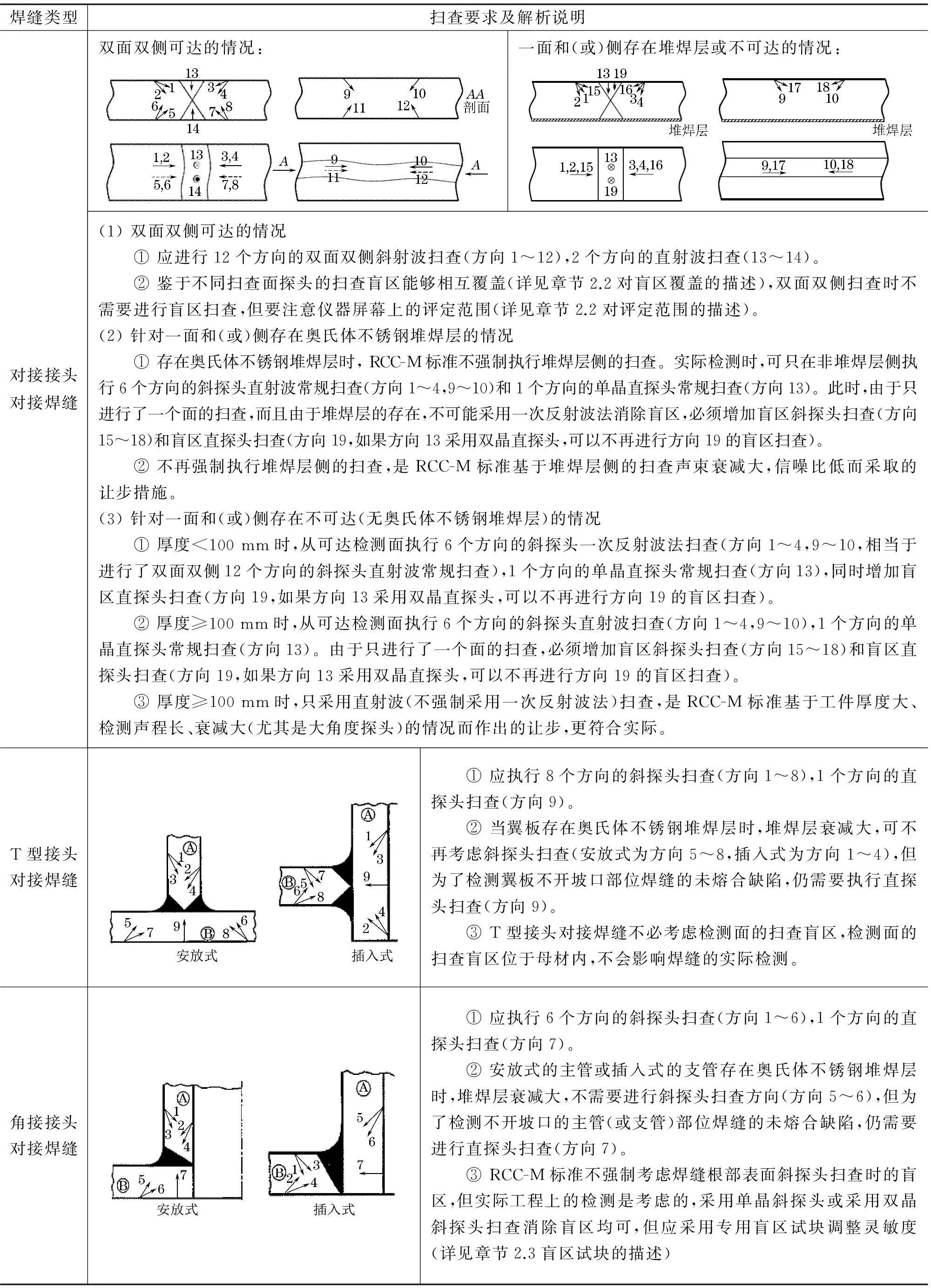
表1 对RCC-M标准超声波扫查要求的理解
需要注意的是:① RCC-M 2000版+2002补遗与RCC-M 2007版对扫查工艺的要求一致。② 斜探头的选择原则是:选用相差至少15°的45°~70°间的两种斜探头;盲区扫查时,探头角度至少等于常规检测时选用的最大角度;对于窄间隙焊缝,优先考虑大角度斜探头更有利于检测坡口未熔合缺陷的70°探头;针对窄间隙焊缝,RCC-M 2007版强制要求使用45°和70°探头。③ 斜探头扫查时,在同一直线上应从正反两个方向扫查。
2.1扫查方向
以表1中对接接头对接焊缝斜探头扫查方向1和7为例进行说明:斜探头扫查方向1和7虽然采用了相同角度的探头,但由于位于不同的扫查面,声束指向相反,对应着同一缺陷的不同部位,应属于两个不同的扫查方向;同理,直探头扫查方向13和14也是属于两个不同的扫查方向,不能相互替代。尤其是缺陷在不同方向上的表现形状不同时,更有利于避免当量和尺寸评估产生较大偏差。
2.2扫查盲区的确定和消除
在全厚度扫查灵敏度状态下进行检测时,扫查面下会产生一定深度的扫查盲区。为了避免盲区内缺陷的漏检,应进行盲区深度的测定(以mm表示),并采取措施对盲区部位进行补充扫查。盲区测量和消除的方法见表2的示例。
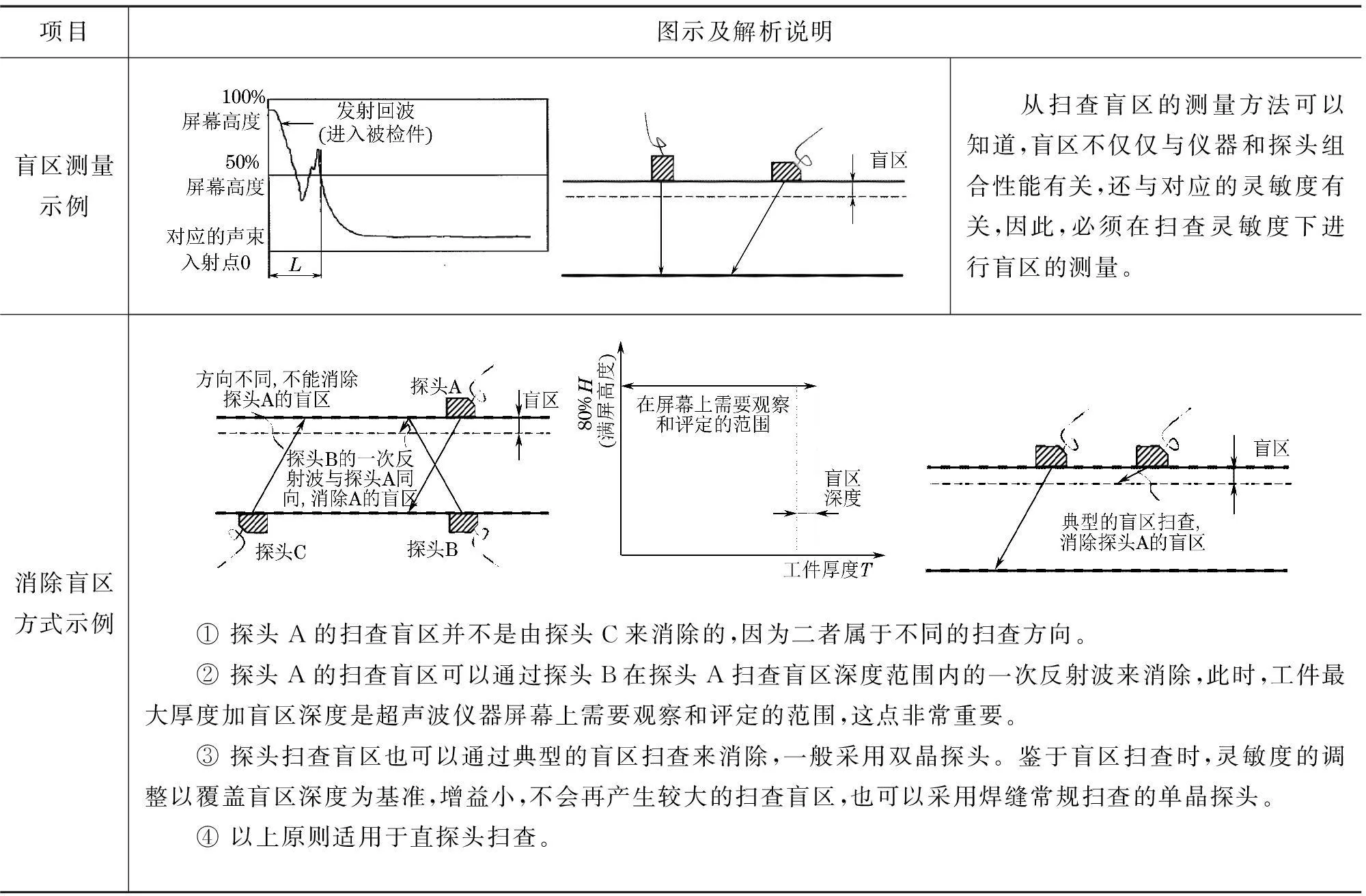
表2 扫查盲区测量和消除方法
2.3灵敏度的确定
灵敏度的确定涉及到焊缝常规检测和盲区检测两种情况下的灵敏度调整,应根据实际检测过程中选择的不同方法有针对性的调整,详见表3。
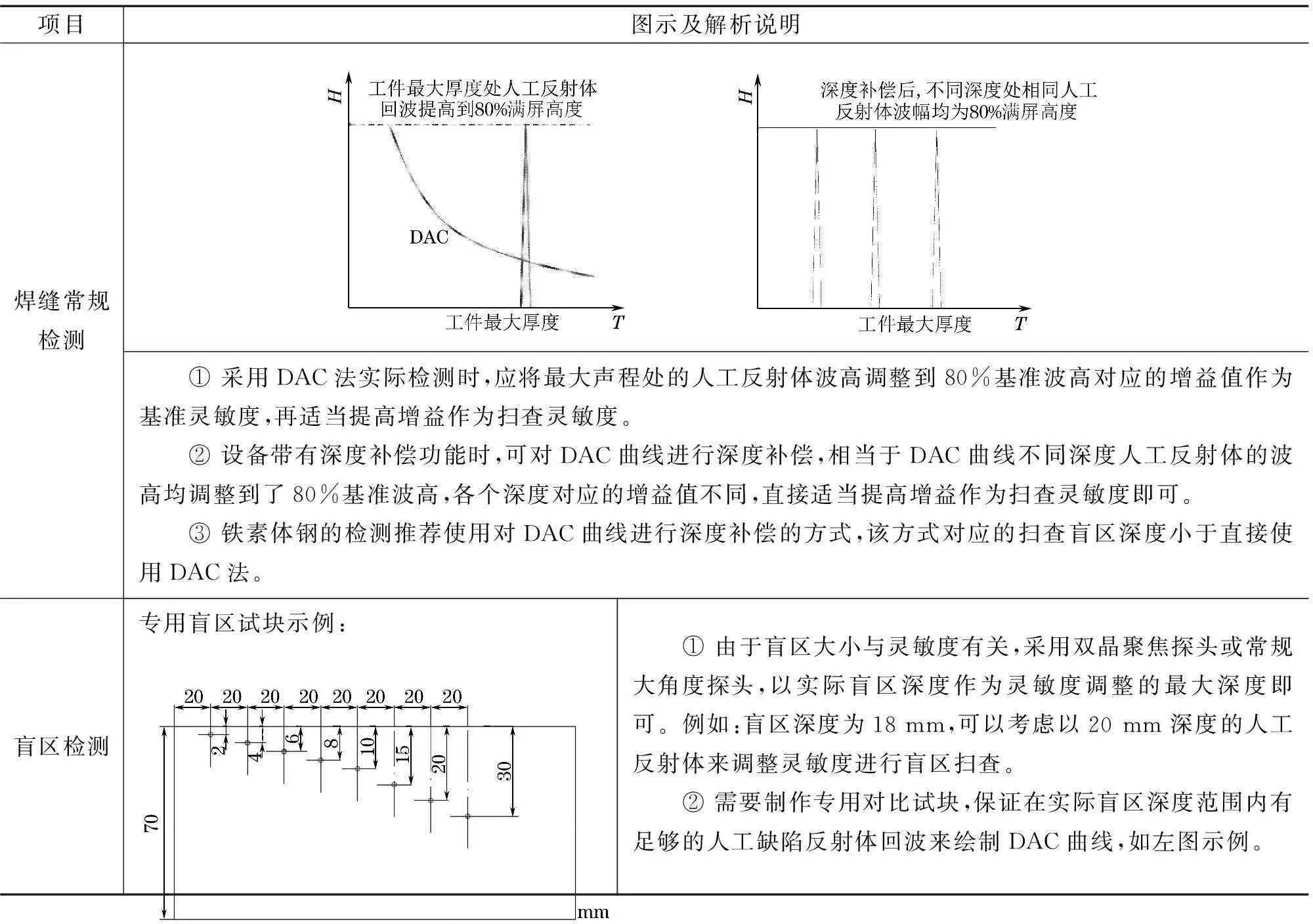
表3 灵敏度确定方法
2.4大厚度焊缝斜探头扫查
大角度斜探头扫查大厚度焊缝时,尤其是RCC-M 2007标准强制要求使用70°斜探头扫查窄间隙焊缝的情况下,声程长、衰减大,可能无法实现单一扫查面的全厚度检测,此时可以采取从两个扫查面分别检测半厚度以上附加盲区扫查的方式来解决,扫查示例见图1。
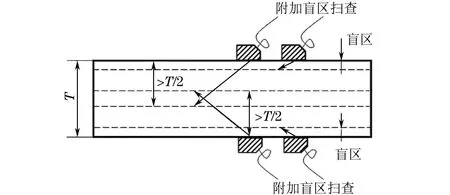
图1 特殊情况下的大厚度焊缝斜探头扫查示例
3 典型对接焊缝超声波扫查工艺分析
针对CPR1000、EPR和华龙项目核安全设备上实际对接焊缝的结构特点,在充分理解RCC-M标准要求的基础上,结合实际产品检测过程中的检测经验反馈,解析和说明核电工程应用上对接焊缝的超声波扫查工艺、探头扫查原则和移动范围,以下是几个典型焊缝的扫查示例,详见表4。
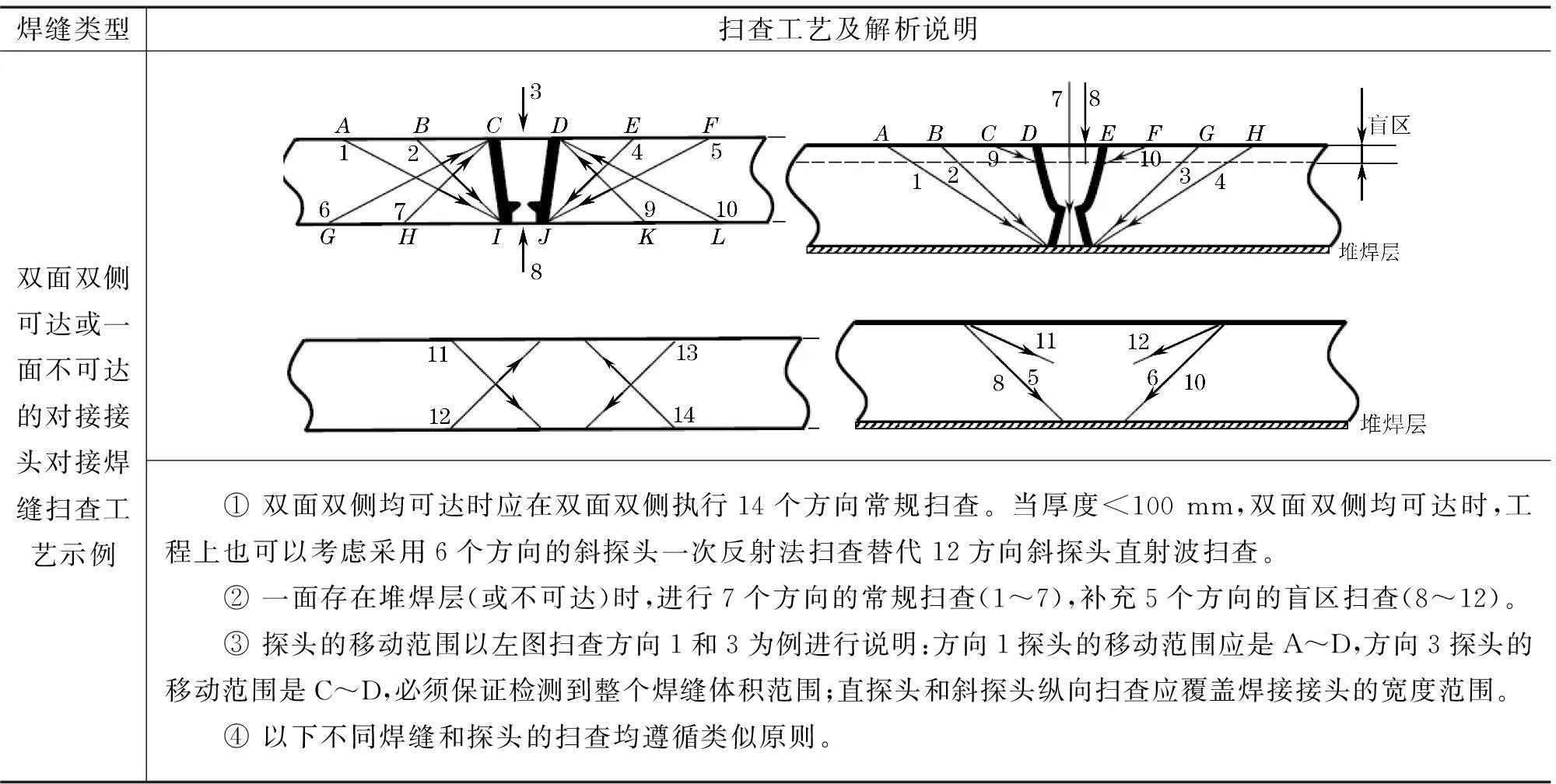
表4 典型对接焊缝超声波扫查

表4(续)
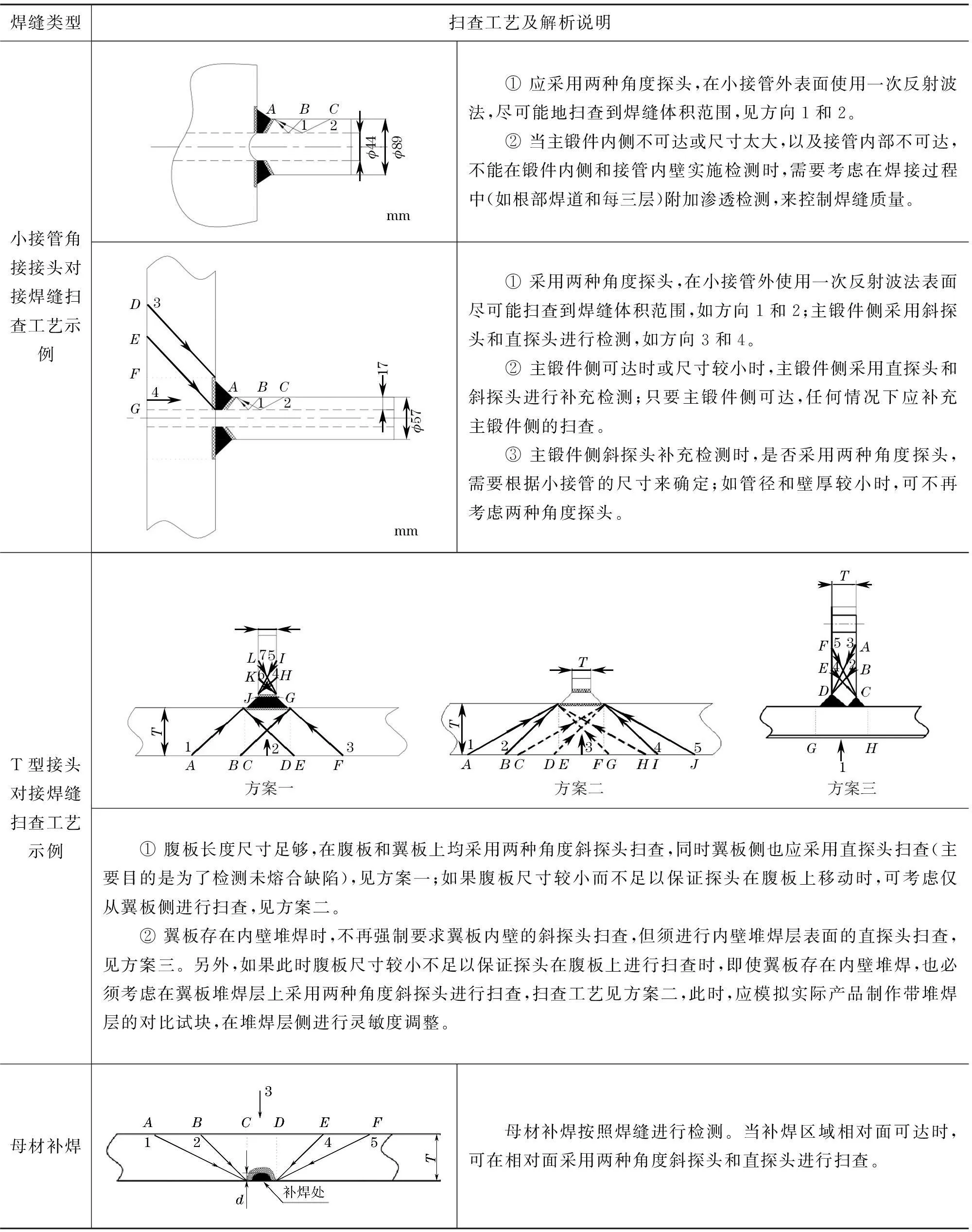
表4(续)
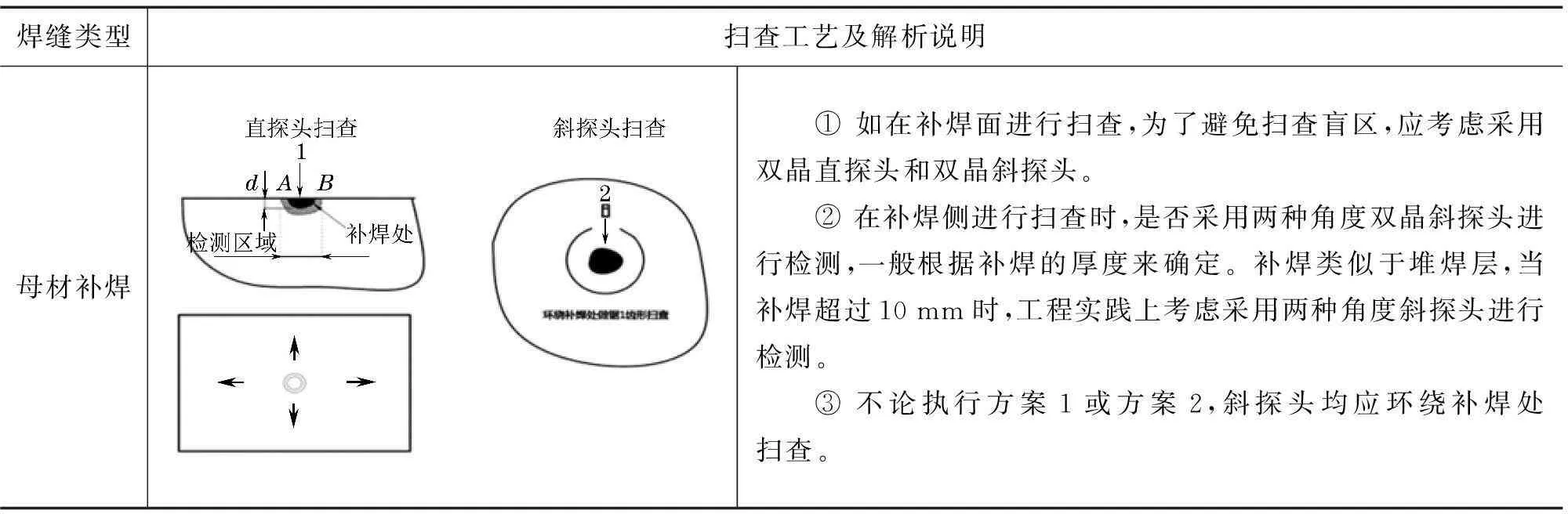
表4(续)
4 结论
(1)只要被检测件的可达性和几何形状允许,就应保证在相关的面或侧进行扫查,这是扫查的总体原则。
(2)鉴于不同核安全设备的焊缝型式,结构、位置和尺寸存在差异,要求在满足标准原则要求的情况下,对具体的焊缝进行具体分析。需根据焊缝的不同结构状况,制定既保证扫查到整个被检区域,也有利于缺陷检出和定量的扫查工艺和措施。
Scanning Process of Butt Welding UT Testing Based on RCC-M Standard and Its Analysis
ZHU Cong-bin
(China Nuclear Power Engineering Co.,Ltd.,Shenzhen 518124,China)
By understanding the general requirements of RCC-M for welding seam ultrasonic detection and the different characteristics of welding structure,combining the engineering practices with experience in nuclear power construction,the paper offers the reference for ultrasonic testing of welds of nuclear engineering construction and puts forward some suggestions on the improvement of ultrasonic testing technology for welds.
RCC-M;Scanning process analysis;Reference suggestion
2016-02-02
朱从斌(1974-),男,高级工程师,主要从事无损检测技术研究和机械设备质量监督工作。
朱从斌,E-mail: congbinzhu@163.com。
10.11973/wsjc201608018
TG115.28
A
1000-6656(2016)08-0072-06
