超声波声束扩散理论在TOFD技术中的应用
2018-12-18关磊雷海丁鹏李勤徐灵
关磊,雷海,丁鹏,李勤,徐灵
(水利部产品质量标准研究所,杭州 310012)
0 引言
衍射时差法超声检测(TOFD)技术是一种应用广泛的无损检测技术,用于工业产品焊缝的内部质量检测。该技术工作效率高、定量准确,广泛应用于水利、电力、火电、石油、钢铁等领域。在研究和应用的实践过程中发现,TOFD技术存在表面盲区这一技术弊端。近表面的缺陷因为“隐藏”在表面盲区内而不能被发现,从而导致缺陷漏检,而这些漏检的近表面缺陷对焊接产品的危害非常大。在焊缝的承载过程中,焊缝的近表面是缺陷最容易产生及扩展的区域,一旦缺陷扩展,将会影响产品的质量,威胁工程的安全,也会给国民经济带来巨大的损失。
针对TOFD技术存在表面盲区这一现象,目前,国内一些研究人员常采取优化工艺参数,尤其是减小探头中心间距的措施,以减小表面盲区的高度,使近表面缺陷尽可能暴露出来。但减小探头中心间距意味着聚焦深度上移,不能达到声束的全覆盖,致使超声波不能完全覆盖所检区域,导致工件根部范围内的缺陷漏检。
因此,笔者提出,从超声波声束扩散的原理进行分析探讨,在减小表面盲区高度并保证声束全覆盖的前提下,使探头晶片尺寸和频率等工艺参数达到最优化,以提高焊缝缺陷的检出率。
1 TOFD技术的表面盲区
TOFD技术利用2个宽频带、窄脉冲探头进行探伤,一个作为发射探头,一个作为接收探头,相对于焊缝中心线对称布置。TOFD通常使用频率为2~10 MHz的纵波探头,接收探头接收到直达的直通波、缺陷尖端产生的衍射波和经底面反射的底面回波等。以直通波到达的时间为基准,根据缺陷衍射波和直通波的时间间隔对缺陷进行定位。
研究者对TOFD技术的检测盲区进行了详细的计算和分析[1],扫查面盲区的高度与直通波声学脉冲长度和探头中心间距有关,而探头的频率是影响直通波声学脉冲长度的因素,为了尽可能减小盲区高度,TOFD扫查中通常选用频率较高的探头,以取得较小的直通波声学脉冲长度。工件厚度一定时,探头的角度决定探头中心间距,角度越小,探头中心间距越小,相应的扫查面盲区高度就越小。因此,实际检测中采用较小角度的探头来减小盲区的高度,探头的角度越小,超声波在工件中的时间范围越大[2],测量的精度也越高。
由上述分析可知,选用频率较高和角度较小的探头可减小表面盲区高度。但在TOFD检测中,选用探头时还要保证所检部位的超声波声束全覆盖。
2 声束扩散理论及应用
2.1 楔块中的声束扩散角
TOFD检测所使用的探头晶片振荡器发出的超声波束半扩散角[3]γ定义为
sinγ=Fλ/D=Fc/(Df) ,
(1)
式中:λ为介质中超声波波长;c为波速;f为频率;D为晶片直径;F为声束边界截取系数,也称扩散因子,与截取的幅度降低值有关,通常取声压下降12 dB时的F值为0.8。
探头发出的超声波声束扩散如图1所示。探头近场区N区的情况比较复杂,因此,式(1)在远场区范围是适合的[3]。

图1 主声束的扩散
已知超声波在有机玻璃/聚苯乙烯楔块中的声速c为2 400 m/s,扩散因子F取0.8,根据式(1)计算常规探头在楔块中的波长和波束扩散角,计算结果见表1。由表1可知,要得到最大的声束扩散角,需要使用频率相对较低、直径相对较小的晶片。而从减小表面盲区高度方面考虑,则需要选用频率较高的探头,因此,必须加以优化,以取得合理的探头频率和晶片尺寸等工艺参数。
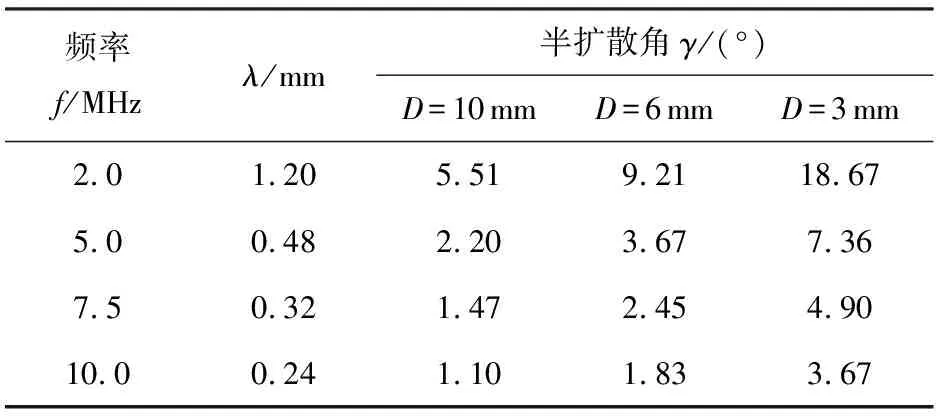
表1 楔块中的声束半扩散角γ计算结果
2.2 工件中的声束扩散角计算原则
TOFD检测所使用的探头是具有宽频带窄脉冲的纵波直探头,加上不同角度的楔块,就构成了纵波斜探头。为了获得以典型角度进入工件的纵波,与探头探测面相连的楔块应切削成适当的角度。2个不同介质边界处的折射角用Snell定律计算,如图2所示。
c1/c2=sinθ1/sinθ2,
(2)
式中:θ为法向角度;下标1,2分别表示介质1和介质2。
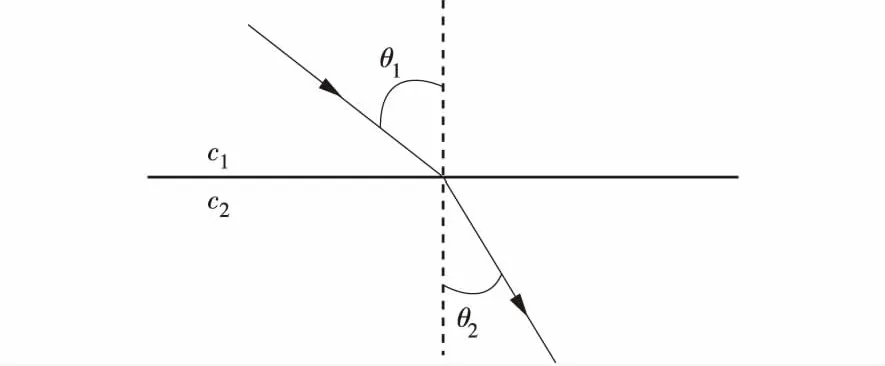
图2 Snell定律示意
为计算超声波在被测工件中的声束扩散,需要执行以下4个步骤[3]。
(1)计算楔块中入射角度θP。
sinθP=cP/cLsinθL,
(3)
式中:cL为工件中的声速(取钢中声速为5 950 m/s);cP为楔块中的声速(取有机玻璃/聚苯乙烯楔块中声速为2 400 m/s)。
(2)计算楔块中声束半扩散角γ。
sinγ=Fγ/D=FcP/(Df) 。
(4)
(3)求楔块中声束的上、下扩散角γs,γx。
γs=θp+γ,γx=θp-γ。
(5)
(4)用Snell定律分别求出工件中声束扩散角。
sinγLs=cL/cPsinγs,sinγLx=cL/cPsinγx。
(6)
图3为声束覆盖示意图,在声束上扩散角接近90°时,声束上边界才能到达上表面,而在选择探头时,声束下扩散角也要求尽量小,才能实现声束的全覆盖。
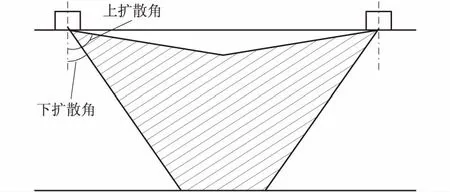
图3 超声波声束覆盖示意
2.3 声束下扩散角的计算
由上述可知,声束上扩散角接近90°时最佳,而声束下扩散角越小越好,但由Snell定律公式可以看出,上扩散角增大的同时,声束下扩散角也会增大。以下就从实际应用的角度,对声束下扩散角的最大值进行探讨。
由图3可知,声束下扩散角越小,声束覆盖工件的下表面就越宽,对焊缝进行检测时,声束的下覆盖面要覆盖整个焊缝的宽度,才能保证焊缝的根部被声束覆盖。本文就以不同厚度工件的焊缝宽度作为界定声束下扩散角最大值的依据。
在工件焊接中,焊接工艺对工件的焊缝宽度有一定的技术要求,下面先以30 mm厚的工件为例进行分析讨论。在工程上,对30 mm厚的工件进行对接焊,一般采用双V形坡口,如图4所示。
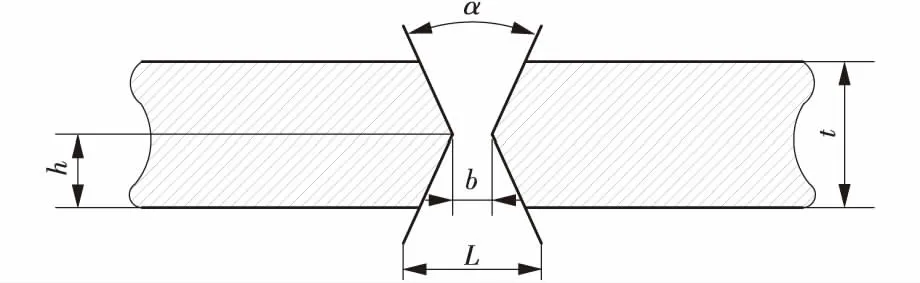
图4 工件焊接横截面示意
根据文献[4]中双面对接焊坡口的规定,焊接30 mm厚的工件,α控制在60°左右,b控制在1~3 mm,一般取2 mm,h控制在 0.5t,即 15 mm,由此可以计算出坡口的宽度L为19 mm。因此,板厚30 mm工件的最小焊缝宽度为19 mm,同样可以计算出不同板厚的最小焊缝宽度,表2为板厚50 mm以下工件的最小焊缝宽度。
由上文可知,为尽可能减小表面盲区高度,应选择角度较小的探头。对板厚t为30 mm的工件进行TOFD检测,选用常规60°探头,由此可以计算出探头中心间距为69 mm。如图5所示,可以求出γLx为40°,也就是说声束下扩散角不大于40°即可实现焊缝根部的声束全覆盖。同样,根据此方法可以计算出对板厚50 mm以下的工件进行检测时,60°,70°探头下扩散角的最大值,见表2。

表2 焊缝宽度及声束下扩散角计算结果
因此,在对探头的工艺参数进行优化选择时,可以根据现行标准的推荐,根据表2的计算结果,选择合适的探头角度、晶片尺寸和频率,在尽可能减小表面盲区高度的同时保证声束的全覆盖,以保证检测工艺的完善。
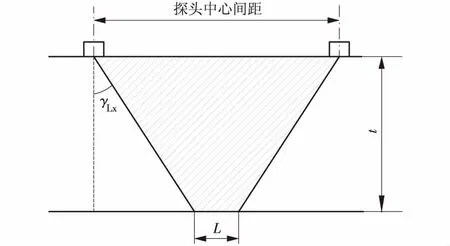
图5 声束下扩散角计算示意
根据文献[5]的规定,工件厚度为12~50 mm,推荐的探头频率为10~3 MHz,主声束角度为70°~60°,晶片直径为2~6 mm。因此,可以计算出常规探头选用的频率,见表3。

表3 声束上、下扩散角均满足要求时的工艺参数优化
3 结论
(1)使用频率相对较低、尺寸相对较小的晶片可以获得较大的声束扩散范围,以保证声束的全覆盖,而从减小表面盲区高度方面考虑,则需要选用频率较高的探头。因此,对厚度50 mm以下工件进行TOFD检测时,通过优化,取得了合理的探头频率和晶片尺寸等工艺参数推荐值。
(2)单V形坡口的底部焊缝宽度会小,因此,在检测工艺编制过程中可根据本文所述的方法进行计算,以取得合理的工艺参数。
(3)对厚度50 mm以上工件进行TOFD检测,可采用相同的研究方法得出不同板厚的最佳工艺参数;但工件的厚度越大,超声波的衰减越严重,因此,对于大厚度的工件,同一板厚也要考虑采用不同的工艺参数,这一方面还需进一步研究。