工艺参数对注塑压缩PC板力学性能的影响
2014-09-21侯珍秀李晓斌张有为王仲仁
侯珍秀,乔 刚,李晓斌,张有为,王仲仁
(哈尔滨工业大学机电工程学院,150001哈尔滨)
聚碳酸醋(polycarbonate,PC)是一种无定型、无毒无臭的热塑性工程塑料,由于它具有突出的抗冲击性、良好的透光率、较小的比重等优点,被广泛应用于汽车行业、电子电气、航空航天等领域[1-2].注塑压缩成型是一种新型的加工方法,它是在模具没有完全闭合的情况下注入熔体,然后对型腔内的熔体施加均匀的压缩力或进行均匀的保压[3-4].而聚碳酸醋注塑压缩成型是一个非常复杂的物理过程,它包括树脂的流动、冷却固化,同时还伴随有体积收缩、分子取向、剪切生热和结晶过程[5],任何一个工艺参数的改变都有可能对制品的力学性能造成影响.因此,有必要研究工艺参数对塑压PC板力学性能的影响.
本文选择合适的工艺条件进行注塑压缩实验获得PC板,之后用机械加工的方法获得其拉伸试件,并进行大量的拉伸实验,以分析研究注塑压塑成型方法中各工艺参数对PC板力学性能的影响规律[6-8].
1 PC板注塑压缩实验
本文以美国陶氏公司生产的Calibre 301 EP 22为成型材料,首先利用moldflow模流分析软件,采用正交实验法对塑压PC板进行了数值模拟,得到了以翘曲总变形为评价标准的最优工艺参数组合[9].一方面为了保证加工出来的制品具有较好的尺寸精度和外观质量;另一方面为了使成型制品具有更好的力学性能,实验基准工艺条件将参考模拟得到的最优工艺参数组合.结合实际情况和生产经验,最终确定各成型条件如表1所示,其中1号成型条件为基准条件.
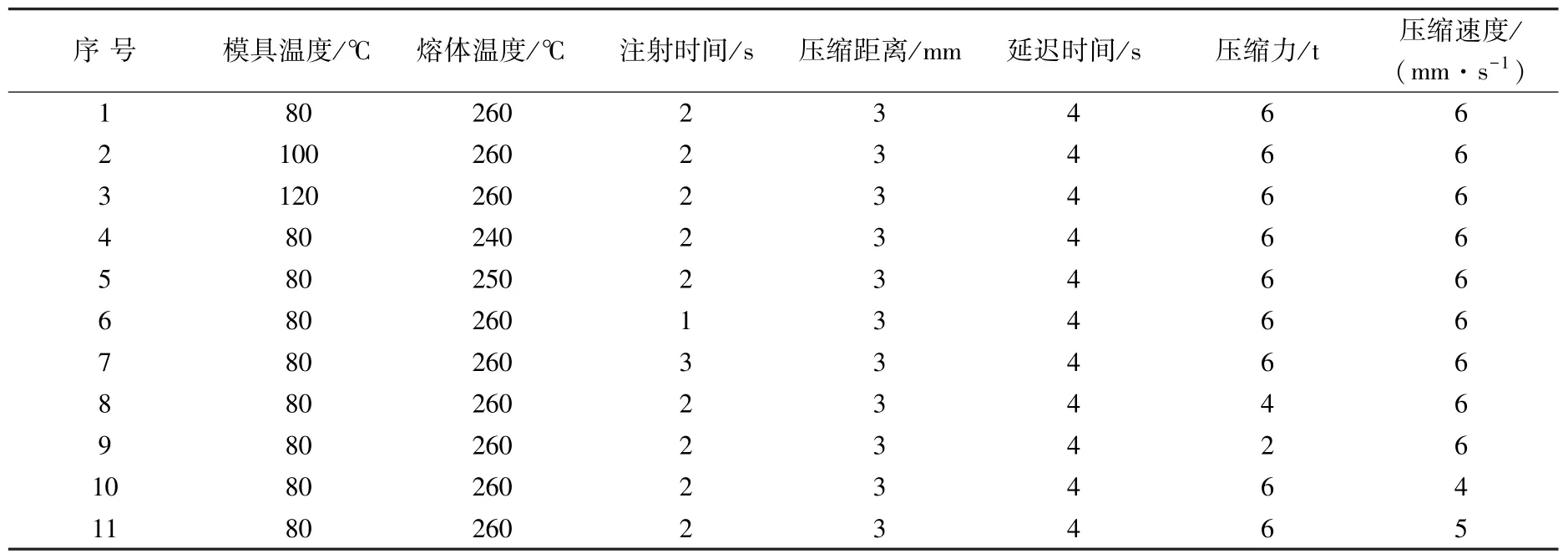
表1 注塑压缩成型实验条件
实验每一成型条件下加工5个制品,部分PC板如图1所示.

2 拉伸实验
按GB—1039《塑料力学性能试验方法总则》和GB—1040《塑料拉伸性能试验方法》,将PC板加工成拉伸标准试样,如图2所示,所示尺寸如表2所示.图3为部分拉伸试件.

图2 试件形状

表2 试件尺寸 mm
图3 拉伸试件
为了使结果更加精确,选用型号为Instron5569的电子拉伸试验机,如图4所示.拉伸实验在常温下进行,拉伸速度均采用5 mm/min.部分拉伸后的试件如图5所示,从图5中可以看出:所有的试件均被拉断,在断裂位置的两边都会形成一条狭窄的平行带,但它们的拉伸长度、断裂位置、变形情况都不一样,因此表现出来的力学性能也不一样.

图4 Instron5569电子拉伸试验机
图5 拉伸后的试件
3 结果与分析
图6为PC塑压试件拉伸后得到的应力-应变曲线,其成型条件对应于表1中的1组.从图6中可以看出,试件被拉伸时经历了几个不同的阶段:刚开始试件进行弹性变形,应力和应变成正比例关系;接着试件经历非线性弹性阶段,很快达到一个峰值,该值为屈服极限;随后试件产生了明显的应变软化现象,在应变几乎不变的情况下,应力急剧下降;当应力下降到某一值时,试件开始进入硬化阶段,应力随着应变的增大而几乎不变,到断裂时只增加了约0.6 MPa.其他试件的拉伸应力-应变曲线与图6的形状相似.

图6 试件拉伸应力-应变曲线
3.1 模具温度的影响
图7为不同模具温度PC塑压试件的拉伸应力-应变曲线,成型条件对应于表1中的1、2、3组.从图7中可以看出:随着模具温度的升高,应力-应变曲线呈现下移的趋势,即在应变相同的情况下,模温越高对应的应力越小.取不同模具温度下应力-应变曲线的屈服强度,绘制成柱形图,如图8所示.由图8可知,试件的屈服强度随着模具温度的升高而减小,从 63.73 MPa降低到59.98 MPa,造成这种变化趋势的主要原因是模具温度越高,制品的热残余内应力越大,当试件受到外力作用时就越容易被破坏,因此力学性能就越差.图9为不同模具温度PC塑压试件的总延伸率,由图9可知随着模具温度的升高,试件的总延伸率从22.72%减少到14.32%.

图7 不同模具温度PC塑压试件的拉伸应力-应变曲线

图8 模具温度对屈服强度的影响

图9 模具温度对总延伸率的影响
3.2 熔体温度的影响
对表1中1、4、5组成型条件下的试件进行拉伸实验,得到的应力-应变曲线如图10所示.从图10中可以看出:随着熔体温度的升高,应力-应变曲线往右上移动.将每条应力-应变曲线对应的屈服强度绘制成柱形图,如图11所示,由图11可知,试件的屈服强度随熔体温度的升高而增大,从60.63 MPa增大到63.73 MPa.分析其原因是熔体温度越高,粘度越小,流动时受到的剪切应力就越小,冷却时分子链恢复自由状态的可能性就越大,因此成型制品的内应力和材料的降解就越小,这就使得其力学性能越好.图12为不同熔体温度PC塑压试件的总延伸率,从图12中可以看出,随着熔体温度的升高,试件的总延伸率从19.04%增大到22.72%.

图10 不同熔体温度PC塑压试件的拉伸应力-应变曲线
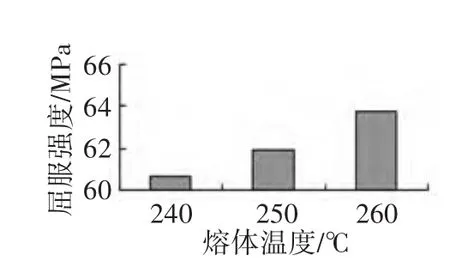
图11 熔体温度对屈服强度的影响

图12 熔体温度对总延伸率的影响
3.3 注射时间的影响
不同注射时间(表1中1、6、7组成型条件)PC塑压试件的拉伸应力-应变曲线如图13所示,从图13中可以看出:随着注射时间的增大,应力-应变曲线先往右上移后往左下移,呈波动状态.图14为注射时间对屈服强度的影响图,由图14可知,注射时间增大时,试件的屈服强度由61.71 MPa增大到63.73 MPa再减小到62.52 MPa.分析原因是注射时间太短或太长都会引起熔体在注射时受到的剪切应力变大,则分子取向变大,材料被降解的可能性也变大,故力学性能就会变差.图15为不同注射时间PC塑压试件的总延伸率,从图15中可以看出,试件的总延伸率随注射时间的变化很小,由23.72%减小到21.96%,变化只有1.76%,因此注射时间对试件的总延伸率影响很小.
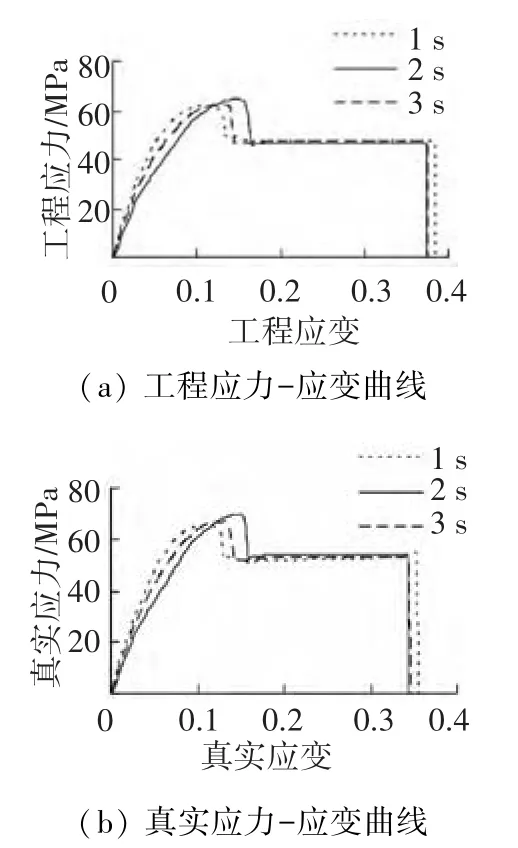
图13 不同注射时间PC塑压试件的拉伸应力-应变曲线
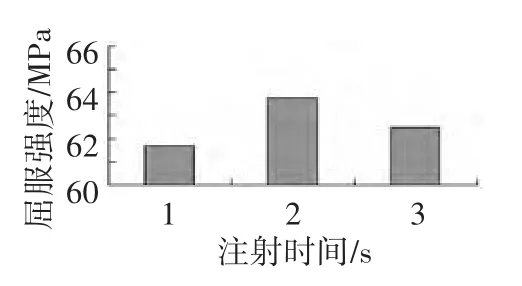
图14 注射时间对屈服强度的影响
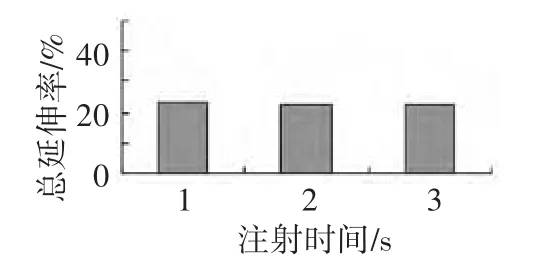
图15 注射时间对总延伸率的影响
3.4 压缩力的影响
图16为不同压缩力PC塑压试件的拉伸应力-应变曲线,成型条件对应于表1中的1、8、9组.从图16中可以看出:随着压缩力的增大,应力-应变曲线往上移.取不同压缩力下应力-应变曲线的屈服强度绘制柱形图,如图17所示,由图17可知,试件的屈服强度随着压缩力的增大而增大,由58.22 MPa增大到63.72 MPa.分析原因是压缩力越大,熔体被压缩得越密实均匀,分子链的排列越紧密,因此表现出来的力学性能就越好.不同压缩力PC塑压试件的总延伸率如图18所示,由图18可知,随着压缩力的增大,试件的总延伸率从54.84%升到72.46%再下降到22.72%.

图16 不同压缩力PC塑压试件的拉伸应力-应变曲线

图17 压缩力对屈服强度的影响
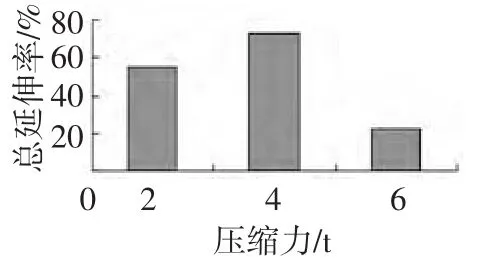
图18 压缩力对总延伸率的影响
3.5 压缩速度的影响
为了研究压缩速度对试件力学性能的影响,除压缩速度以外其他各工艺参数均保持不变,图19为不同压缩速度PC塑压试件的拉伸应力-应变曲线.从图19中可以看出:随着压缩速度的增大,应力-应变曲线往右移,因此屈服应变越来越大.图20为压缩速度对屈服强度的影响图,由图20可知,试件的屈服强度随着压缩速度的增大而缓慢地最大,由62.07 MPa增大到63.73 MPa,变化只有1.66 MPa,因此压缩速度对试件拉伸力学性能的影响相对比较小.图21为不同压缩速度PC塑压试件的总延伸率,从图21中可以看出,随压缩速度的增大,试件的总延伸率由33.04%降低到22.72%.
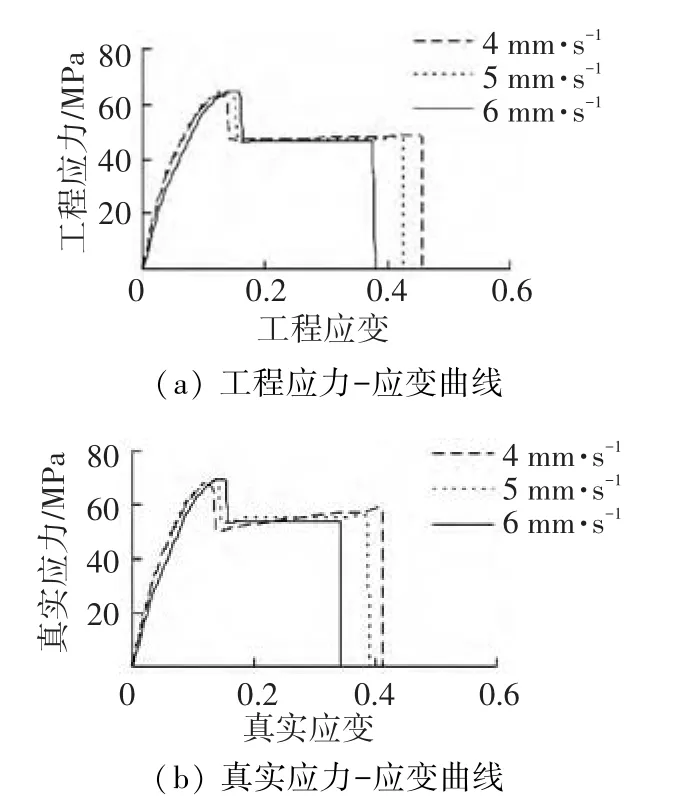
图19 不同压缩速度PC塑压试件的拉伸应力-应变曲线
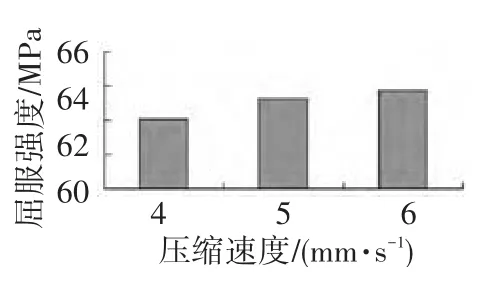
图20 压缩速度对屈服强度的影响

图21 压缩速度对总延伸率的影响
4 结 论
1)PC塑压试件的拉伸应力-应变曲线在进入硬化阶段后应力几乎不变,到断裂时只增加了约0.6MPa.
2)各工艺参数对PC塑压试件屈服强度的影响规律是:随模具温度的增大而减小,随熔体温度、压缩力、压缩速度的增大而增大,但其受注射时间的影响很小.
3)各工艺参数对PC塑压试件总延伸率的的影响规律是:随模具温度、压缩力、压缩速度的增大而减小,随熔体温度的增大而增大,注射时间对其的影响很小.
4)通过实验得出,加工Calibre 301 EP 22牌号的PC塑压件时,其较优的工艺条件为模具温度80℃、熔体温度260℃、注射时间2 s、压缩力4 t、压缩速度5 mm·s-1.
[1]LYU M Y,LEE J S,PAE Y L.Study of mechanical and rheological behaviors of linear and branched polycarbonates blends[J].Journal of Applied Polymer Science, 2001, 80(10):1814-1824.
[2]孙欲晓,关俊超,周占发.聚碳酸醋生产及市场分析[J].塑料工业,2010,38(8):1-4.
[3]LEE S H,KIM S Y,RYOUN Y J, et al.Warpage of a large-sized orthogonalstiffened plate produced by injection molding and injection compression molding[J].Journal of Applied Polymer Science, 2010, 116(6):3460-3467.
[4]李沙,黄汉雄.注射-压缩精密成型制品收缩率均匀度的研究[J].塑料,2007,36(5):54-58.
[5]林师沛,赵洪,刘芳.塑料加工流变学及其应用[M].北京:国防工业出版社,2008:45-50.
[6]XU X Y,XU X F.Mechanicalpropertiesand deformation behaviors of acrylonitrile—butadiene-styrene under izod impact test and uniaxial tension at various strain rates[J].Polymer Engineering and Science,2011,51(5):902-907.
[7]ABENOJAR J, TORREGROSA-COQUE R, MARTÍNEZ M A,et al.Surface modifications of polymercarbonate(PC) and acrylonitrile butadiene styrene (ABS)copolymer by treatment with atmospheric plasma[J].Surface & Coatings Technology,2009,203(16): 2173-2180.
[8]BAI Ning,CHEN Xu,GAO Hong.Simulation of uniaxial tensile properties for lead-free solder with modified Anand model[J].Materials and Design,2009,30(1):122-128.
[9]乔刚.工艺参数对聚碳酸醋注塑压缩成型制品性能影响的研究[D].哈尔滨:哈尔滨工业大学,2011.
