环模秸秆压块机秸秆压缩力试验研究
2016-03-23陈树人沈柳柳
陈树人,沈柳柳
(江苏大学 现代农业装备与技术教育部重点实验室,江苏 镇江 212013)
环模秸秆压块机秸秆压缩力试验研究
陈树人,沈柳柳
(江苏大学 现代农业装备与技术教育部重点实验室,江苏 镇江212013)
摘要:试验采用四因素五水平二次回归正交旋转中心组合设计法,以水稻秸秆和稻壳为原料,主轴转速、含水率、稻壳含量和秸秆长度为试验影响因子,秸秆压缩力为试验指标,利用9JYK-2000A型环模秸秆压块机进行秸秆压缩力试验研究。结果表明:当主轴转速为170r/min、含水率为20%、稻壳含量为30%、秸秆长度为15mm时,秸秆压缩力有最佳值为20.407kN;各因素对环模秸秆压块机秸秆压缩力贡献率主次顺序依次为:含水率>秸秆长度>稻壳含量>主轴转速。试验验证可知:该组合下试验值与试验模型预测值之间相对误差平均值为1.94%,可以为环模秸秆压块机压缩机理研究和分析提供必要的参数依据。
关键词:压块机;水稻秸秆;压缩力;优化;因素分析
0引言
我国作为农业大国,秸秆资源丰富,分布广泛[1-2]。据相关文献统计,我国各类秸秆年产量约7亿t,玉米秆、水稻秆和麦秆占到秸秆总量的75%以上;但这些秸秆资源并没有得到合理的利用,绝大部分被焚烧,不仅浪费资源,而且污染环境[3]。自然状态下农作物秸秆具有体积大、密度小、不便储存及容易腐烂等缺点[4]。为此,提出了固化成型技术,即对松散的生物质原料施加一定的压力,使其固化成一定形状的燃料,具有体积小、密度高、便于运输和储存等优点。生物质材料经固化成型后成为一种高效清洁燃料,能量密度与中质煤相当,燃烧特性较成型前有明显改善[5-6]。因此生物质固化成型技术是生物质能源利用的主要途径之一。
国内外学者针对生物质压缩特性和流变规律进行了深入研究[7-11],但尚未系统分析不同因素对压块成型过程中秸秆压缩力的影响规律。本文利用9JYK-2000A型环模秸秆压块机,以水稻秸秆和稻壳为对象,对影响秸秆压缩力的因素进行二次回归正交旋转中心组合试验和分析,优化试验模型,得出最佳因素下的最优压缩力,为环模秸秆压块机结构设计和优化改进提供数据参考。
1试验材料与方法
1.1 试验材料与设备
试验所需材料和设备包括江苏省丹阳地区种植的镇稻413型水稻和该水稻稻壳;9JYK-2000A型环模秸秆压块机;小型液压缸;液压缸支架;SYB-2手动液压泵;EPU-S系列矢量变频器;FD-G2型高频波数字水分仪;自动程烘干箱;铡草机;卷尺;计重电子台称,精度0.01kg。
该压缩装置主要包括9JYK-2000A型环模秸秆压块机、小型液压缸、液压缸支架及SYB-2手动液压泵等装置,如图1所示。
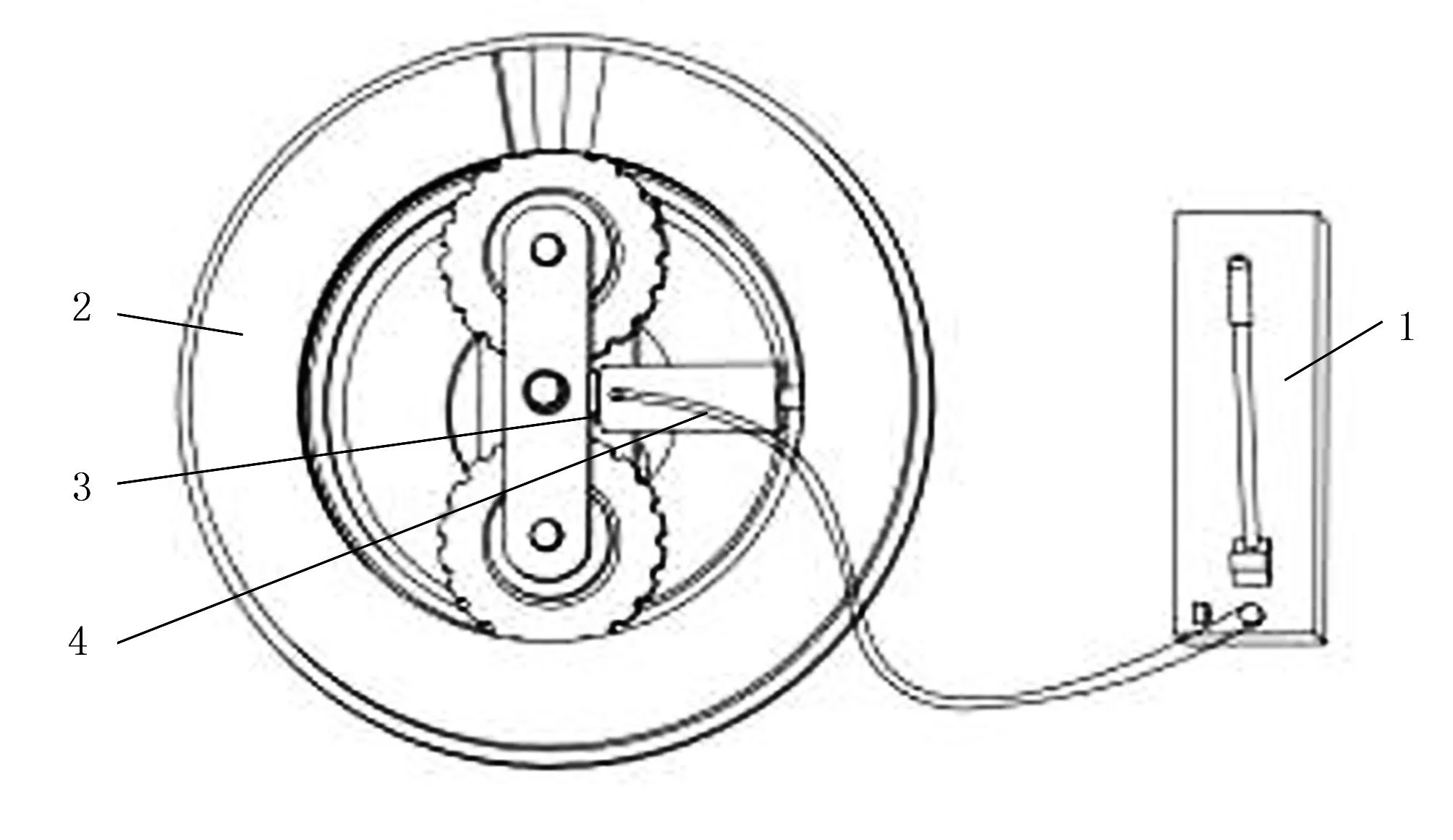
1.SYB-2手动液压泵 2.9JYK-2000A型环模秸秆压块机
压块机停止工作后,立即将液压缸支架置于压块机压缩室内,小型液压缸安放于液压缸支架上且伸出端对准压块机环模孔,手动加压使液压缸将环模孔内的秸秆压块推出,记录压力表读数。
1.2 试验方法
将水稻秸秆用铡草机铡成5、10、20、25、30mm的草段,自然风干后进行调湿处理,并用FD-G2型高频波数字水分仪对秸秆水分进行测量,达到所需含水率10%、15%、20%、25%、30%;通过计重电子台称称取相应的稻壳,按照试验组合与对应长度的秸秆均匀混合;试验时,通过变频器来调节压块机主轴转速。机器运转结束后,立即拆去圆滚筒,安置好液压缸等设备,进行数据采集。
选择主轴转速、含水率、稻壳含量和秸秆长度为试验影响因子,秸秆压缩力为试验指标,采用四因素五水平二次回归正交旋转中心组合试验法进行试验[12]。在现场现有生产条件下,确定各因素合适取值范围以及水平划分。试验以2、1、0、-1、-2分别来代表自变量水平,臂长r=2,共36个处理组合。试验因素及水平如表1所示。

表1 各变量水平编码表
2试验结果与分析
2.1 中心组合试验方案及结果
试验数据采用Design-Expert软件中Central Composite试验设计原理对数据进行回归分析,并利用响应面分析法对双因素间交互作用进行分析。试验方案与结果如表2所示。
表2 试验方案及结果

续表2
2.2 回归模型建立及检验
借助Design Expert软件对试验结果进行分析,秸秆压缩力Y与各因素编码值的二次回归方程为
Y=20.41-0.30X1-3.41X2-1.09X3+
2.01X4-0.25X1X2-0.68X1X3+0.23X1X4+
3.51X2X3-0.52X2X4+1.73X3X4+2.29X12-
1.27X22-1.98X32+0.076X42
(1)
利用Design Expert软件对输入的试验结果进行回归方程方差分析和回归系数显著性检验,其分析结果如表3所示。方程的修正值R2为0.993 8(大于0.800 0),表明回归方程与试验值整体符合度很高。模型中F=238.93,P<0.0001,表明回归模型及其显著,由噪声引起不显著的几率为0.01%,拟合水平良好。失拟项P>0.05,则表明失拟不显著,说明模型所拟合的二次回归方程与实际相符合,可以用于对秸秆压缩力的预测。根据表(3)中P值可知:模型中一次项X2、X3和X4影响极为显著,而X1影响不显著;二次项中X12、X22和X32影响极为显著;交互影响中X1X3、X2X3、X2X4和X3X4影响极为显著,其余各项均不显著。由回归方程中各因素系数绝对值可知:各因素对Y影响大小依次为X2、X4、X3、X1。
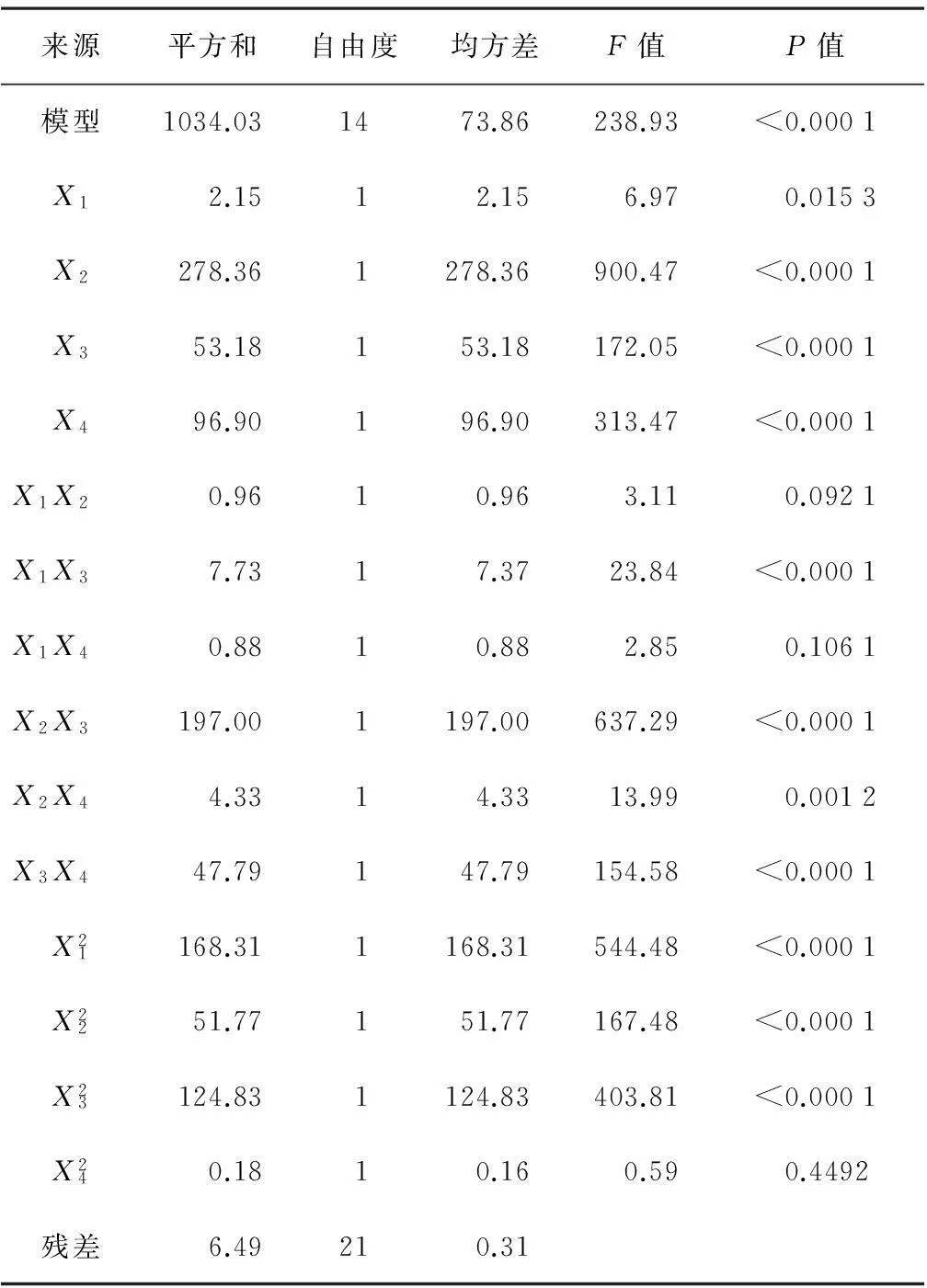
表3 回归方程方差分析

续表3
2.3 单因素对秸秆压缩力效应分析
图2为单因素在其它因素为0水平时对秸秆压缩力影响的一维曲线图。由图2可知:随着主轴转速的增加,秸秆压缩力呈现下降后上升的趋势,但变化较为平缓。这说明,在试验过程中,主轴转速对秸秆压缩力影响不大[13]。秸秆压缩力随着含水率的增加呈降低趋势,这是由于秸秆含水率高时,细胞间隙内水蒸气增加使得木质素不能充分接触凝结,秸秆压块松散故秸秆压缩力降低。随着混合物料中稻壳含量的不断增加,秸秆压缩力曲线呈先上升再下降趋势。这是因为适量稻壳能填充秸秆之间的间隙,使得秸秆压块对环模孔内壁正压力增加,秸秆压缩力也随之增加;稻壳过多会使得秸秆压块难以成型,故秸秆压缩力下降;随着秸秆长度的增大,秸秆压缩力呈上升趋势,过长的秸秆会堵住环模孔并形成厚厚的秸秆层,增大了出料时秸秆的压缩力。
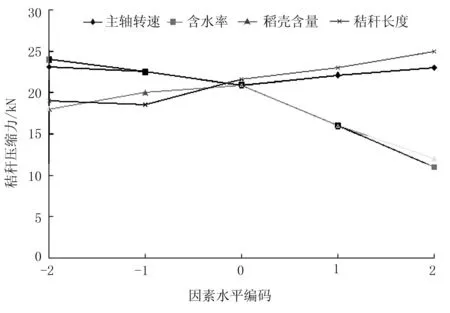
图2 单因素与秸秆压缩力关系
2.4 模型交互项对秸秆压缩力影响规律的分析
由式(1)可知:X1X2和X1X4的交互作用对秸秆压缩力的影响不显著,故对以下X1X3、X2X3、X2X4和X3X4的影响规律进行分析。
主轴转速和稻壳含量对秸秆压缩力的影响如图3所示。由图3可知:秸秆压缩力随着稻壳含量的增加由小变大再变小呈抛物线状,而随着转速增大由大变小再变大。主要原因是:随着稻壳含量的不断增加,环模压缩腔内稻草秸秆难以相互缠绕在一起形成秸秆压块,此时秸秆压块比较松散,压块模型与环模内壁正压力较小,所形成的摩擦力相对较小,推出秸秆压块所需的压缩力较小。秸秆压缩力随主轴转速增大变幅度不大,故主轴转速对秸秆压缩力的影响不大。
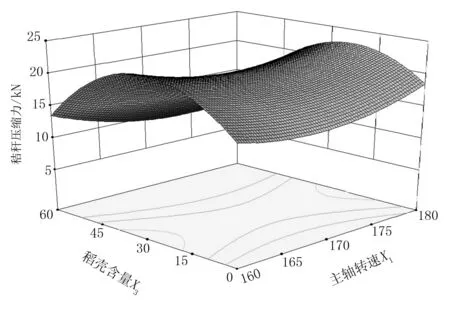
图3 主轴转速与稻壳含量对秸秆压缩力的影响
含水率和稻壳含量对秸秆压缩力的影响如图4所示。由图4可知:等高线在含水率轴上比稻壳含量轴分布更为密集。这说明,含水率对秸秆压缩力的影响比稻壳含量更显著,与方差分析结果相同。

图4 含水率与稻壳含量对秸秆压缩力的影响
含水率和秸秆长度对秸秆压缩力的影响如图5所示。图5中的响应面坡度较大,说明含水率与秸秆长度两者交互作用显著。由响应曲面和等高线可以看出:秸秆含水率对秸秆压缩力影响大于秸秆长度的影响,这与方差分析结果相同。当秸秆长度固定在某一水平、含水率从10%增至30%时,秸秆压缩力呈先增大、后减小的变化;当含水率在17%~23%时,秸秆压缩力有最佳值;当含水率固定在某一水平、秸秆长度从5mm变化到25mm时,秸秆压缩力与秸秆长度呈正相关,增加秸秆长度,秸秆压缩力增大。这是由于较短小的秸秆易被压辊挤压进环模进料腔,环模进料端不易被堵住,秸秆压缩力较小;当秸秆长度过长时,草料不易被挤压进环模孔内,容易在环模孔进料端形成一层厚厚的秸秆片层,堵住进料口,增大秸秆压缩力。

图5 含水率与秸秆长度对秸秆压缩力的影响
稻壳含量和秸秆长度对秸秆压缩力的影响如图6所示。当秸秆长度固定在某一水平时,随着稻壳含量增加,秸秆压缩力呈现由大到小的趋势。这是因为加入适量稻壳可以填充秸秆之间的间隙,使得秸秆压块在环模孔内结合更紧密,增大了秸秆压缩力;过量的稻壳含量会使环模孔内稻壳多于秸秆,物料之间松散,秸秆压缩力急剧减小。当稻壳含量固定在某一水平时,秸秆压缩力呈现由小到大的趋势。这是由于较短的秸秆容易被压辊挤压进环模孔,而较长的秸秆容易堵住环模孔进料处,增大试验中推出秸秆的压缩力。从响应曲面可以看出:在秸秆长度为13~17mm、稻壳含量为25%~35%时,秸秆压缩力比较稳定,此时有最佳秸秆压缩力。

图6 稻壳含量与秸秆长度对秸秆压缩力的影响
2.5 工艺参数优化与试验验证
利用Design-Expert对参数进行优化,在转速160~180r/min、含水率10%~30%、稻壳含量0~60%、秸秆长度5~25mm约束下,设定优化目标秸秆压缩力在约束范围内取最佳值。软件优化工艺参数为:主轴转速170r/min、含水率20%、稻壳含量30%、秸秆长度15mm,此时最佳秸秆压缩力理论值为20.407kN。
为验证软件优化的工艺参数及秸秆压缩力的可靠性,采用上述最优工艺参数进行5次试验,试验结果及与理论值的相对误差如表4所示。5次试验的秸秆压缩力平均值为20.810kN,平均误差为1.94%,说明该回归模型是可靠的。

表4 试验结果及误差
3结论
1)结合Central Composite试验设计原理,采用四因素五水平二次回归正交旋转中心组合设计法,对影响秸秆压缩力的因素及其交互作用进行分析,得出影响秸秆压缩力的因素由大到小依次为含水率、秸秆长度、稻壳含量、主轴转速;主轴转速和稻壳含量之间、含水率和稻壳含量之间、含水率和秸秆长度之间稻壳含量和秸秆长度之间的交互作用对秸秆压缩力影响显著。
2)建立了秸秆压缩力与主轴转速、含水率、稻壳含量和秸秆长度的二次多项式回归模型,并得到最佳工艺参数:主轴转速170r/min、含水率20%、稻壳含量30%、秸秆长度15mm,此时最佳秸秆压缩力理论值为20.407kN。
3)验证试验表明:最优工艺参数下实际平均秸秆压缩力为20.810kN,与回归模型的预测值之间相对误差为1.94%,表明优化工艺参数组合可以作为实际秸秆压块生产的最佳依据,回归模型方程可以用来预测秸秆压缩力。
参考文献:
[1]梁榕旺,徐淑莉.我国秸秆资源现状及其利用[J].畜牧与饲料科学,2011(11):21-23.
[2]刘耀堂,李晓梦.我国农业秸秆的现状与利用方法[J]. 北方环境,2011(7):150-155.
[3]刘建胜.我国秸秆资源分布及利用现状的分析[D].北京:中国农业大学,2005.
[4]Sylvia Larsson.Fuel Pellet Production from Reed Canary Grass[D].Sweden:Doctoral Thess of Swedish University of Agricultural Scienses,2008:16-21.
[5]张百良.生物质成型燃料技术与工程化[M].北京:科学出版社,2012.
[6]崔明,赵立欣,田宜水,等.中国主要农作物秸秆资源能源化利用分析评价[J].农业工程学报,2008,24(12):291-296.
[7]Skalweit,H.Krafte und beanspruchungen in strohpressen[Force and stress in straw balers].In:4Konstruckteurkursus[J].PKTL-Schriften.Beuth:beuth-verreib,1938(88):30-35.
[8]Mewes,E.Verdichtungsgesetzmassigkeiten nach presstopfversuchen[Compression relationships as a result of experiments in pressure chambers][J].Landtechnische Forshung,1959,9(3):68-76.
[9]O′Dogherty M.J,Huber J.A.Dyson J,etal.A study of the physical and mechanical properties of wheat straw[J].J.Agri Engng Res, 1995, 62:133-142.
[10]FaborodeM.O,O’Callaghan J.R.Theoretical analysis of compression of fibrous.agrieultural materials[J].J.Agrie.Eng.Res,1986, 35(3):175-191.
[11]SudhagarMania, Lope G Tabilb, Shahab Sokhansan.j Specific energy requirement for compacting corn stover[J].Biore-source Technology,2006,97(12):1420-1426.
[12]陈树人,段建,姚勇,等.环模式成型机压缩水稻秆成型工艺参数优化[J].农业工程学报,2013,29(22):32-41.
[13]刘宝军. 秸秆压块机压缩力试验研究及环模有限元分析[D].呼和浩特:内蒙古农业大学,2009.
Abstract ID:1003-188X(2016)10-0169-EA
Experimental Study on Ring Mold Straw Briquetting Machine about Straw Compression Force
Chen Shuren, Shen Liuliu
(Key Laboratory of Modern Agricultural Equipment and Technology, Ministry of Education, Jiangsu University, Zhenjiang 212013, China)
Abstract:Experiment is designed as quadratic regression orthogonal of four factors and five levels,which takes spindle speed, moisture content, rice husk content and straw length as influence factors,and straw compression force as test index. Compression force tests were performed by taking a 9JYK-200A circular mold briquetting machine as testing apparatus with rice straw and rice husk as raw material.The result indicated that when the raw material had moisture content of 20%,rice husk content of 30%,straw length of 15mm and spindle speed of 170r/min,the straw compression force had the optimal value of 20.407KN.The order of contribution rate of every experiment factor on target index was obtained as follows:moisture content, straw length,rice husk content,spindle speed.The verification of the experiment shows that the relative error between the predictive values and experimental values is 1.94%,which can provide the necessary parameters for the research and the analysis of circular mold briquetting machine.
Key words:briquetting machine; rice straw; compression force; optimization; factor analysis
中图分类号:S817.11+5
文献标识码:A
文章编号:1003-188X(2016)10-0169-05
作者简介:陈树人(1965-),男,湖南攸县人,教授,(E-mail)srchen@ujs.edu.cn。通讯作者:沈柳柳(1989-),男,江苏南通人,硕士研究生,(E-mail)1035643235@qq.com。
基金项目:国家农业科技成果转化资金项目(2013GB2C100182);江苏省农业科技支撑计划项目(BE2013412);江苏高校优势学科建设工程资助项目(苏政办发[2014]37号)
收稿日期:2015-09-11
