冷轧平整恒轧制力对SS400力学性能影响研究
2021-12-27杨敏
杨 敏
(广西柳州钢铁集团有限公司,广西 柳州 545002)
为满足市场对光面板的需求,冷轧在今年累计生产光面板SS400共计1.7万吨。SS400应用于五金和小家电制造,对板面的粗糙度较高,在终端制造中需要进行镀铬处理,粗糙度必须要小于0.40μm。为应对板面低粗糙度值,平整轧辊采用0.28μm~0.42μm生产才满足要求。平整通常采用与压下率成正比的延伸率作为平整轧制的变形指标,工艺质量控制是通过延伸率管理实现的。但在实际生产SS400的过程中,由于板面和辊面均为光面,板辊之间摩擦系数较小,随着速度的加快时常出现打滑情况的出现,造成延伸率控制的不稳定。同时来料质量不良,如浪形,隆起,起折等缺陷也会影响延伸率的控制,影响恒延伸率的控制效果,并最终反映到最终产品的力学性能的稳定性和均衡性。因此为应对生产中延伸率的异常情况,需要在恒延伸率控制的基础上转换为恒轧制力控制模式,以恒轧制力控制作为SS400的生产模式。
1 恒轧制力控制的理论基础
恒轧制力生产就是不论来料质量好坏或生产工况是否出现异常,轧制力始终保持稳定并不会出现较大的波动,其理论基础是轧制力的闭环控制。生产中轧制力实际值由安装在液压缸的压力传感器检测经转换计算得到,当检测值与设定值有偏差时,自动调节液压缸的输出值使检测值跟随设定值保持一致。由于轧制压力只有在轧制时才能形成,所以轧制力闭环控制只有在轧制速度的稳定阶段使用。轧制力设定的数学模型如下[1]:

式中,Po-操作侧轧制力设定值(kN); Pos-操作侧基本轧制力设定值(kN );Pog-操作侧轧制力改变量(kN);Ps-传动侧轧制力设定值(kN); Psg-传动侧基本轧制力设定值(kN); Psg-传动侧轧制力改变量(kN);△S-弯辊力改变值(kN);av-速度对轧制力的影响系数 ; △V -速度变化值(m/min);Kp-变形抗力值(F);△ε-延伸率变化(%)。
2 恒轧制力和恒延伸率控制对比
恒轧制力和恒延伸率的实质就是闭环控制,通过检测轧制力或延伸率的实际值与设定值比对,若轧制力出现偏差,会通过AGC液压压下动作调节轧制力与设定值一致,从而保证轧制过程中轧制力不变。若延伸率出现偏差,通过调整轧机入口和出口速度差(延伸率就是速度的比值),进而改变入口和出口的张力差,从而实现延伸率的调整为与设定值一致。采用恒轧制力轧制,由于轧制力不随来料质量,板形等外在因素的变化而变化,但会造成延伸率的波动,而延伸率变化最终会影响到力学性能上。同时轧制力的恒定受到速度变化的影响,并通过出口张力波动影响轧制力。如下图所示分别是生产SS400时采用恒延伸率轧制下的延伸率,轧制速度,轧制力和出入口张力的变化情况。

图2 恒延伸率控制的速度变化
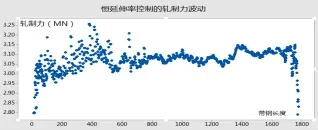
图3 恒延伸率控制的轧制力波动
从图1~图4看出,在恒延伸率控制情况下,延伸率基本能够稳定稳定在目标值,轧制速度稳定在一定速度上但轧制力会出现较大的波动,受轧制力波动影响出口张力也有稍微波动。如该卷钢的延伸率目标控制是1.20%,部分超出目标值0.20%,整体波动在-0.12%~-0.12%之间。轧制力出现不波动如目标是3.0MN的轧制力,实际波动范围是2.90Mn~3.15Mn,偏离目标值-1.6%~+5.0%。

图1 恒延伸率控制的延伸率波动
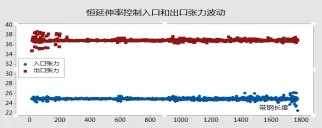
图4 恒延伸率控制的入口和出口张力波动

图6 恒轧制力控制的轧制速度变化

图7 恒轧制力控制的轧制力波动
从图5~图8是生产SS400时采用恒轧制力控制延伸率,轧制速度,轧制力和出入口张力的变化情况,可以看出轧制速度稳定但延伸率出现较大的波动,表现在前半部部分。轧制速度从前半段的500m/min下降到后半段的450m/min,来料存在质量不良问题造成降速轧制,因此前半段为保持轧制力稳定造成轧制力和延伸率存在很大的波动、该卷钢的延伸率目标控制是1.20%,实际超出目标值0.65%,波动在-0.85%~1.30%之间,轧制力设定是3.4MN,入口和出口张力基本全程保持稳定。
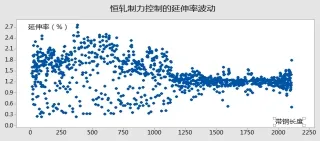
图5 恒轧制力控制的延伸率波动

图8 恒轧制力控制的入口张力变化
恒延伸率控制下,轧制速度的变化对延伸率的影响,主要体现在升速阶段与降速阶段。升速阶段,带钢延伸率随着轧制速度的上升而降低。降速阶段,带钢延伸率随着轧制速度的降低而升高。而在速度平稳阶段,延伸率虽有一定的波动,但变化不太明显 。因此,轧制速度的变化是延伸率波动的一个影响因素。而轧制力一直处于波动的状态,但上下波动的范围不大,通常波动不超过400kN 。排除来料质量影响外,单纯的轧制力对延伸率的影响不大。在平整初期或平整后期,入口和出口张力会出现波动,尤其是入口张力表现的更为明显。而在平整中期入口和出口张力的变化非常小,前后张力变化比较大的两个阶段正好是轧制升速阶段与轧制降速阶段。对于一个完整的平整过程而言,升降速是不可避免的,而入口和出口张力的变化,也是直接影响延伸率波动的一个重要影响因素。而恒轧制力控制下,会出现延伸率波动的情况。而延伸率是平整变形的唯一指标,影响着力学性能的稳定,主要体现在延伸率偏低不利于退火后屈服平台的消除,同时板形质量的控制能力下降,不能有效消除浪形问题。延伸率偏高会出现力学性能变差的情况,如加工硬化,成形稳定性低等问题。
3 恒轧制力控制的力学性能
恒轧制力通过将轧制力控制在一定范围内来减少延伸率的波动幅度。SS400生产中,恒轧制力在兼顾浪形质量控制下采用2.0MN~4.25MN,平均轧制力是3.15MN。轧制速度控制在240m/min~600m/min,平均速度是360m/min,相对平整速度是中低速。采用恒轧制力生产的SS400的样本分析轧制力,速度与力学性能之间的关系。
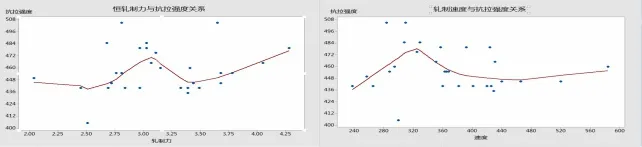
图10 恒轧制力,速度与抗拉强度关系
参考SS400产品标准的力学性能要求,屈服强度大于300MPa,抗拉强度大于400MPa和延伸率大于26%。图9~图11看出恒轧制力生产的SS400屈服强度整体数值310Mpa~410Mpa之间,平均值是362MPa,标准偏差45.88。抗拉强度范围436~484MPa,平均值是458MPa,标准偏差21.77。延伸率范围是26.0%~30.5%,平均值是28.%,标准偏差2.53。因此,用恒轧制力生产的SS400力学性能均符合产品标准要求,但屈服强度标准偏差较大,主要是受平整延伸率不稳定影响出现较大的波动,抗拉强度和延伸率标准偏差较小。随着恒轧制力加大,屈服强度和抗拉强度虽有起伏趋势是增大的,延伸率着随着轧制力的增加出现减少的趋势,而轧制力在2.75MN~3.50MN之间,是屈服强度,抗拉强度和延伸率数值的集中区域。速度方面,300m/min~320m/min以下,随着速度的增加,屈服强度和抗拉强度会有所提高,但轧制速度提升到320m/min以上,屈服强度和抗拉强度会明显下降。轧制速度对延伸率基本无影响,但速度提升到480m/mni以上后,延伸率没有任何提高。
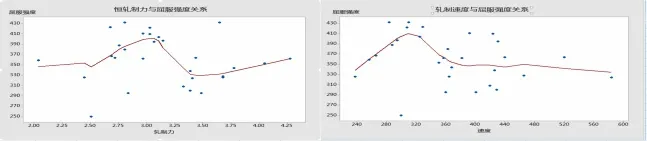
图9 恒轧制力,速度与屈服强度关系

图11 恒轧制力,速度与延伸率关系
4 结论
恒轧制力控制是有效解决恒延伸率控制存在质量问题的有效轧制模式,可有效解决如SS400这类中等强度的光面板生产出现的打滑擦伤和浪形等质量问题,确保板面和板形质量水平。在后续的生产控制中,也可作为SS400以外的其他光面板生产的轧制模式。控制在一定范围内的恒轧制力,可以确保延伸率的波动降低到一定的幅度。排除来料质量不良问题,稳定的轧制力可以确保稳定的延伸率,同时对轧后力学性能的稳定性有明显的帮助。采用2.75~3.50Mn的恒轧制力和240~320m/mni的轧制速度,可以有效确保屈服强度和抗拉强度同时避免延伸率的减少。
