微波消解-石墨炉原子吸收光谱法对乳制品中铅质量分数的测定
2014-07-13王蓉陈伟熊欣张清平代静
王蓉,陈伟,熊欣,张清平,代静
(重庆天友乳业股份有限公司技术中心,重庆400060)
0 引 言
铅是乳制品中的常见重金属污染物之一,主要积蓄在肾脏,使人体的泌尿系统功能发生变化,引起多种疾病。因此需要严格控制乳品中铅的含量。
目前测定铅常用的方法有原子吸收光谱法、原子荧光光谱法、火焰原子吸收光谱法、二硫腙比色法和单扫描极谱法[1]以及ICP-MS法[2-3]。近年来出现的微波消解技术,具有消解时间短、样品污染小、操作简便等特点,被广泛应用于食品、中药、材料、化妆品和土壤等的重金属元素分析检测[4-9]。因此,本研究结合微波消解技术和石墨炉原子吸收光谱法二者的优点,发展新型微波消解-石墨炉原子吸收光谱法检测法能够有效解决目前乳和乳制品中铅含量测定存在的问题,达到准确、快速和经济的目的。
1 实 验
1.1 主要仪器与试剂
安东帕Microwave3000微波消解仪;PE AA800原子吸收光谱仪;热解石墨管;高性能空心阴极灯;硝酸(Merker优级纯);过氧化氢(分析纯);铅标准储备液(质量浓度1 000 mg/L),磷酸二氢铵(PE编号N9303445)。
1.2 仪器工作条件
波长283.3 nm,狭缝0.7 nm,灯电流8 mA,干燥温度110-130 ℃(70 s),灰化温度600 ℃(20 s),原子化温度1 600 ℃(3 s),净化温度2 450 ℃(3 s),冷却时间(20 s),进样体积20 μL,基体改性剂1%磷酸二氢铵5 μL。
1.3 样品处理
试样消解:准确称量0.5~1.0 g样品置于消解罐内,加4.0 mL硝酸 ,2.0 mL过氧化氢,置于微波消解仪内,按设定程序消解(表1)。消解完毕后,在170摄氏度赶酸至约1滴,用纯水定容至10.0 mL,然后上机测定。同时做试剂空白。加标回收试验前处理与样品处理条件相同。

表1 微波消解仪升温程序
1.4 标准溶液的配制
准确吸取1.0 mL铅标准储备液 (1 000 mg/L)于100 mL容量瓶中,加水至刻度,混匀,得到10(mg/L)标准液,然后吸取该标准液0.5 mL于100 mL容量瓶中,加水至刻度,混匀,得到50 μg/L标准使用液。利用仪器自动稀释成0.0,10.0,20.0,30.0,40.0,50.0 μg/L标准系列。
1.5 测定
制备好的样品,按表2所列的加热程序的参数下进行测定,由标准曲线得出样液中铅的质量浓度。标样按同样方法测定。

表2 石墨炉升温程序
2 结果与讨论
2.1 微波消解试剂配比的确定
硝酸不仅具有强氧化性,并且在微波能量激发下能够使有机质消解更完全,而过氧化氢的氧化性较强,且在消解完成后易分解除去,同时反应较为温和,能够避免使用高氯酸而引起爆炸的危险,故常常选用硝酸和过氧化氢作为微波消解试剂[10]。先采用单因素法消解试剂配比对加标后样品中铅质量分数的影响。在加标量相同的情况下,由不同的配比,得到相应的回收率,实验结果见表3。由表3可知,选择4 mL硝酸与2 mL双氧水配比时,铅回收率较高。因此,微波消解试剂的配比定为V(HNO3)∶V(H2O2)=4∶2。

表3 微波消解试剂配比对结果的影响
2.2 石墨炉升温程序的优化
2.2.1 干燥
干燥的目的是蒸发样品中的溶剂和水分,由于样品为含水溶液,其沸点为100℃,故干燥温度选择110℃左右。为了防止试样的喷溅,在干燥阶段采用分段式的升温方式,即第一阶段为110℃,坡升1 s,保持30 s,有利于溶剂从室温缓慢升高,避免样品因剧烈沸腾而造成进样误差;第二阶段为130℃,坡升15 s,保持40 s,可使得溶剂充分挥发。
2.2.2 灰化
灰化的作用是在待测元素没有明显损失的前提下蒸发共存的有机物和低沸点的无机物,以降低或消除基体及背景吸收干扰。因此,灰化温度的选择,是石墨炉原子吸收分析中最重要的分析步骤,具体方法为,在其他条件不变的情况下,依次改变灰化温度进行测试,测定质量浓度为25 μg/L的铅标准溶液,绘制吸光值与灰化温度曲线图。实验结果如图1所示。由图1可以看出,灰化温度在600℃时,其测定吸光值最高。

图1 吸光值与灰化温度的关系
2.2.3 原子化
铅(Pb)属于低温元素,故在(1 300~1 800)℃之间即可被原子化。原子化阶段的作用是使样品中待测元素完全或尽可能多的变成自由状态的原子。在选择原子化温度时,既要保证样品原子化充分,又要尽可能选择低的原子化温度,以延长石墨管的寿命[11]。在其他条件不变时,改变原子化温度,得到吸光值与原子化温度图2。由图2可以看出,Pb在1 600℃能很好的原子化,而且实验所得峰形比较锐、无拖尾现象。 原子化时还要合理选择原子化开始至原子吸收信号回到基线时的这段时间间隔,长了缩短石墨管的寿命,短了会造成待测元素和基体物质在管内残留聚集,降低吸收信号强度,增大记忆效应[12]。本方法选择原子化时间3 s。

图2 吸光值与原子化温度的关系
2.2.4 净化
净化的目的是为了消除部分石墨管的记忆效应。为了延长石墨管的使用寿命,本法选择净化温度为2 450℃,净化时间3 s。保证样品不受前次测量的影响。
2.3 基体改性剂
测定Pb而言,选择磷酸二氢铵作为基体改性剂目的是使其转化为相应的盐,从而提高灰化温度,增加铅信号的稳定性,减少基体对试样的干扰[1]。通过实验,选择磷酸二氢铵质量分数为1%,用量5 μL。
2.4 线性范围
铅在质量浓度为0~50 μg/L范围内呈良好线性,回归方程y=0.0028x-0.0011。相关系数R2为0.9997,如图3所示。
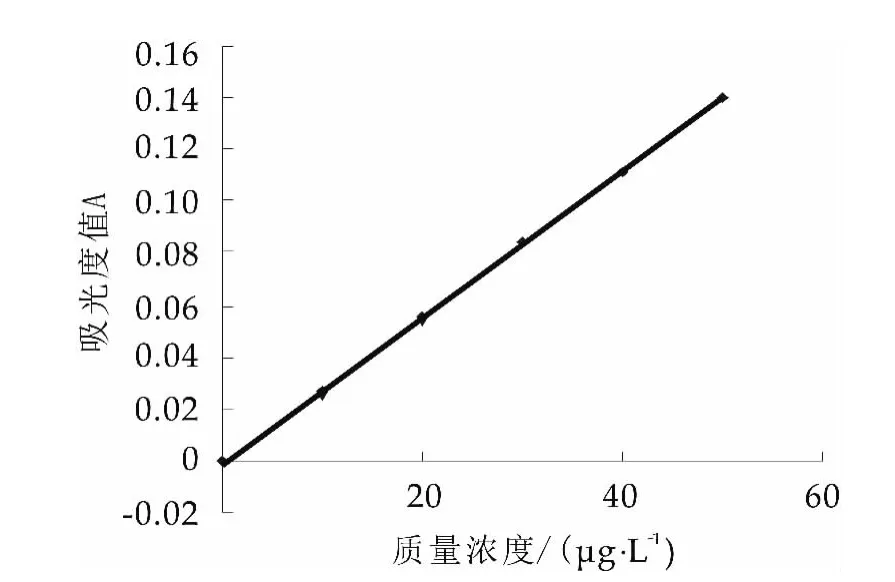
图3 标准曲线
2.5 方法检出限
在选择的优化条件下,用标准空白进行20次铅吸光值的连续测定,其标准偏差为0.0002 μg/L,以标准偏差的3倍与标准曲线斜率比值,求出该方法铅的检出限为0.21 μg/L。
2.6 精密度实验
分别配置高、中、低3个质量浓度铅标准溶液,每个质量浓度测定6次,结果如表4所示。由表4可知,在不同浓度下,利用本方法测定铅的相对标准偏差(RSD%)均小于5%,说明该方法的精密度高,测定结果稳定,分析过程中的实验条件容易控制。

表4 精密度实验
2.7 回收率实验
应用本方法对牛奶、酸奶、乳饮料和奶粉进行低、中和高不同水平加标回收实验,结果如表5所示。由表5可以看出,对不同类别试样,其加标回收率均在85%~110%之间,说明该方法的测定结果准确度高,测定结果准确可靠。

表5 回收率实验
3 结 论
研究表明采用微波消解密闭系统处理样品,有效抑制了样品损失及样品污染,耗时较短,工作效率高;称样量和酸用量少,节省了人力和实验成本低,对外界环境污染小。本方法的前处理步骤,适合所有乳与乳制品样品前处理。
本文通过实验分析以及对仪器工作参数的优化,建立了微波消解-石墨炉原子吸收光谱分析乳和乳制品中铅的方法,具有检出限低,精密度高,结果准确可靠,简单快捷的优点。实验过程中的实验条件易于控制,便于在乳制品行业中推广使用。
[1]GB 5009.12-2010.食品安全国家标准 食品中铅的测定[S].中华人民共和国卫生部,2010.
[2]黎桂文,林庆昶,何风芹.微波消解-ICP-MS法测定蔬菜中的铅、镉、铬、砷[J].安徽化工,2013(3):94-95.
[3]展向娟,张尼,刘亮,等.微波消解ICP-MS快速测定生物样品中的多种元素[J].分析实验室,2013(1):112-116.
[4]王玉英,陈静,王婷婷,等.微波消解-原子荧光检测乳制品中铅的方法[J].中国乳品工业,2011,39(5):57-59.
[5]孙中强,程爱美,吉莉丽,等.微波消解-石墨炉原子吸收光谱法测定3种中药中的铬[J].2013(4):326-328.
[6]梁淑轩,王欣,吴虹,等.微波消解/ICP-MS测定水系沉积物中的9种重金属元素[J].光谱学与光谱分析,2012,32(3):809-812.
[7]龙玲,黄安民,孟迪,等.微波消解-原子吸收光谱法测定人造板饰面材料中铅镉铬[J].光谱学与光谱分析,2012,32(9):2572-2575.
[8]石英,蒲志.微波消解-火焰原子吸收测定化妆品中的铅铬[J].微量元素与健康研究,2009(5):50-51.
[9]王敏,赵冲厚,张晴,等.微波消解-原子吸收分光光度法测定土壤中重金属的研究[J].安徽农业科学,2013,(16):88-89.
[10]孙琦,刘鹭,张书文,等.微波消解-火焰原子吸收光谱法测定牛奶中钙含量[J].食品科学,2012,33(14):162-165).
[11]邓勃,何华焜.原子吸收光谱分析 [M].北京:化学工业出版社,2004).
[12]贺小敏,王敏,王小东,等.微波消解-石墨炉原子吸收光谱法测定菜籽及饼粕中铅和镉[J].光谱学和光谱分析,2007,27(11):2353-2356.
