尿素合成塔更换衬里及焊接技术
2013-09-17张俊青
张俊青
(中化二建集团有限公司,山西太原 030021)
0 前言
尿素合成塔设备是国内最常见的带有内衬里的化工设备之一,由于长期使用对内壁的耐腐层产生腐蚀,影响设备的正常运行和安全使用,但是设备的外壳体依然符合技术安全要求。针对这个问题,采用现场拆除旧衬里,再重新贴上一层新衬里,使设备恢复原有的技术要求,达到可以正常运行和安全使用的目地,这样不仅缩短了生产停车周期,还能延长设备使用寿命,节约设备更换成本。在此以中海石油天野化工集团有限公司尿素装置尿素合成塔更换衬里为例,具体论述衬里更换过程,并总结出施工经验。
先将尿素合成塔从塔体从中间焊缝处切开,将上半塔体倒置使其开口向上,然后对上下两个塔体进行旧衬里的拆除和新衬里更换。更换完毕且所有程序检验合格后将上半塔体回装就位与下半塔体重新焊接并进行热处理。整个过程在考虑质量和进度的前提下需要合理安排各项工作时间,保证各项工作紧密衔接。
1 方案选择
1.1 设备概况
中海石油天野化工尿素装置尿素合成塔是1993年制造,1996年投入运行,到2011年8月已经持续运行近16年。该设备从1996年运行至今,经历次检测发现,衬里因腐蚀已严重减薄,并威胁到正常生产,必须全部更换尿素合成塔的衬里。
尿素合成塔筒体单层结构如图1所示,其规格为φ2 164 mm×98 mm×44 900 mm。筒体厚98 mm,材质为A737GRC。筒体衬里由上至下共22节,第1~4节:1802.5mm,第5节:1797.9mm,第6节:1900mm,第7~8节:1 802.5 mm,第9~22节:1 845 mm。筒体衬里材质为316L(mod),厚5mm。上、下封头为球缺封头,封头厚55mm,R=1100mm,材质均为A737GRC。上、下封头衬里的材质为316L(mod),厚5 mm。尿塔空重266 t,容积150.97 m3。新衬里排版见图2。
为保证生产要求衬里更换工期确定为38天。
2.2 方案
2.2.1 方案简介
目前国内常用的尿素合成塔更换衬里的方案有三种:
(1)整体拆除方案。将塔体整体拆除运回原厂进行衬里的重新更换。
(2)切割筒体环焊缝更换衬里方案。从合成塔中间切割原来的焊缝,将塔体分为两段同时进行衬里的更换,衬里更换完毕之后将合成塔恢复。
(3)切割封头更换衬里方案。切割合成塔顶部的封头,通过顶部开口进行合成塔衬里的更换,更换完毕之后恢复顶部封头。
2.2.2 方案对比
整体拆除方案更换周期很长,费用很高,因此不做考虑。只对切割筒体环焊缝更换衬里方案和切割封头更换衬里方案进行对比,如表1所示。
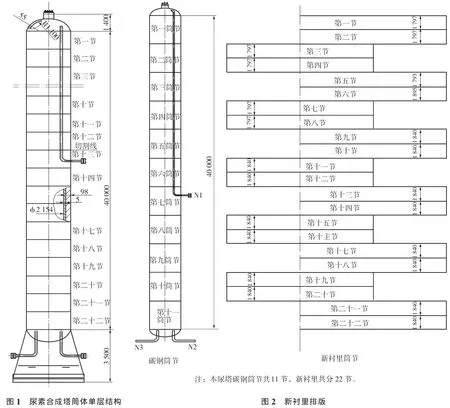
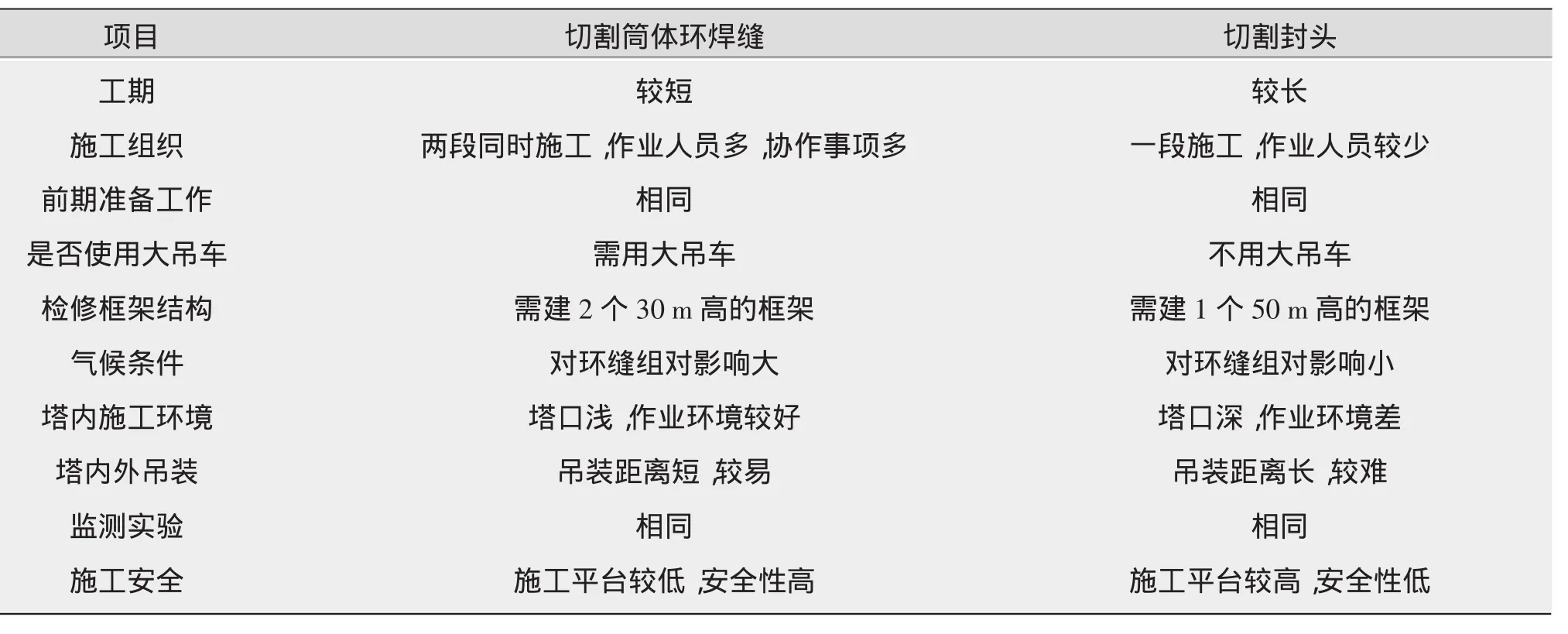
表1 更换衬里方案对比
2.2.3 方案选定
通过对比两种方案可以看出切割筒体环焊缝换衬里方案与切割封头换衬里方案各有利弊。尿素合成塔本身没有框架,无论采取哪种方案都需要搭建施工框架。由于施工工期为38天,工期较紧,因此选用切割筒体环焊缝施工方案。
3 施工简述
3.1 旧衬里拆除
尿素合成塔共22节筒体,决定采取将尿塔从第六、七节筒体环焊缝(即第12、13节衬里环缝对应位置)处切割开。切割完毕后,由大吊车将塔体水平放置后拆除内部的塔盘和溢流管道。拆除完毕之后由吊车将上半塔体倒置吊入搭建的检修框架之中,同时拆除上下塔体内的旧衬里。由于衬里更换工作精度要求较高,进入检修框架要由两台经纬仪90°方位对塔体进行找正,在确保垂直度的前提下方可就位。
3.2 更换衬里
(1)更换衬里时,施工人员需要进入塔内进行衬里的安装和焊接工作,进入塔内时需要使用吊筐,由框架顶部的电动葫芦将吊筐送入塔内。
(2)为保证进度可以制作带有固定装置的吊筐,在确保吊筐结构稳定的前提下,在吊筐的上部和下部各增加4个顶丝和4个可调整的滑轮。每个吊筐上就有8个顶丝和8个可调整的滑轮。滑轮在吊筐升降时可以紧挨塔壁起到稳定升降的作用。
(3)当吊筐到达操作位置时,紧固顶丝将吊筐固定在操作位置。在施工时可以在一段塔体内同时固定多个操作吊筐,到达多处同时工作的立体施工效果,从而加快施工进度。
在更换衬里时考虑到碳钢筒体在组对、焊接完后需要进行600℃±15℃的热处理,而新衬里材料725LN奥氏体不锈钢板在超过560℃时会发生金属相析出,影响其材料的耐腐蚀性能。为解决这一问题,可以采取以下措施:
a.第一种方法——将中间两衬里筒节改成三衬里筒节。第12、13节衬里长度均为1845mm,为避免新衬里与碳钢筒体一起做热处理,在贴衬安装前可将原有的两衬里筒节进行拆分,预留出一定宽度的碳钢筒体热处理区域,在碳钢筒体组对、焊接、热处理完毕后,最后再安装预留的衬里筒节。
b.第二种方法——降低碳钢筒体热处理温度,延长保温时间:碳钢筒体材质为20MnMoNi45,属于ASME P-No.3组3材料,根据ASME相关标准,当不能按其规定进行焊后热处理时,允许以较长保温时间在较低温能设定最高热处理温度,延长保温时间的热处理工艺是可行的。
衬里筒节二改三的优点是:有效避开了热处理工艺对衬里材料的影响,更好地保护了衬里材料原有的耐腐蚀性。但缺点也很明显,衬里二改三后,对接处环焊缝位置发生了变化,环焊缝数量增加使得这两节衬里筒节独立的检漏通道被打乱。为了弥补这一影响,需对该处衬里的检漏通道重新设置,开设新的衬里筒节检漏通道。而在开设新的衬里筒节检漏通道打磨、堆焊筒体耐腐蚀层时会出现十字交叉焊缝,影响其焊接质量。衬里筒节二改三是在塔体恢复完毕并热处理完后在进行热处理区域的衬里贴装的,因此所需要的施工周期较长,影响施工进度。所以优先选择降低碳钢筒体处理温度,延长保温时间的方法。
3.3 酸洗钝化
3.3.1 酸洗部位
酸洗总体分为三个部分:衬里板酸洗、人孔盖酸洗、塔体环焊缝酸洗。3.3.2 酸洗顺序
在滚完圆后进行衬里板酸洗,在塔下进行人孔盖酸洗,环焊缝最后酸洗,酸洗钝化结束后应对设备进行氨渗漏检验。
3.4 塔体恢复
(1)衬里更换完毕后将塔体上半段吊出框架水平放置,安装溢流管线。
(2)在上半段塔体复位前,先对上、下塔口的坡口进行处理,形成焊接用的过渡层用于提高塔口对接时的可焊性,为保证焊接质量做准备。
(3)做好过渡层后,再用机加工工具按焊接工艺要求加工出成型坡口,要保证两塔口的水平度。坡口堆焊前和机加工后表面进行100%MT检验,合格后方可进行下一步工作。
(4)上半段塔体复位吊装组对时,设两台经纬仪以90°夹角方位测量尿素合成塔组对时的垂直度,垂直度控制在[H/1 000(<30 mm),H为上半段塔体高度]的范围内]。
(5)待垂直度符合要求后才能进行点固,预热焊接。塔体焊接要24h连续进行。为了防止环境气候对焊接质量的影响,需要在焊接工作开始前在塔体上安装防雨围裙。
(6)上半段塔体焊后先进行消氢处理,冷却后再进行100%RT和20%UT检验。
(7)上半段塔体质量154 t,塔体焊接和热处理时应充分考虑刮风下雨和上半段塔自身质量的影响。因此,在此项工作过程中需要大吊车一直处于工作状态,给塔一个上升力不能松钩,待热处理完毕以后才能撤走大吊车。
4 施工环境
现场施工时要考虑季节因素,施工时间通常是高温炎热季节,要做好防暑降温。由于更换衬里是在塔内进行的,所以要保证塔内的通风,具体做法是:在塔口上方向安装两部空调向塔内提供凉风。同时,在塔底向塔内提供工厂空气的方式来改善工作环境,保证作业人员安全。
5 施工总结
尿素合成塔更换衬里施工前要选择适合的切割方案,选择切割方案时要以保证施工工期为前提,综合考虑施工难度、施工环境、施工气候。
在更换衬里时要考虑碳钢筒体热处理时对新换衬里的材质影响,根据现场的实际情况和施工难易程度在保证质量的前提下,选择适合施工的措施来防止热处理对新衬里材质的影响。
施工时合理安排施工顺序,尽量把衬里的吊装和组对工作安排在白天进行,晚上再进行衬里的焊接工作,从而确保施工进度。筒体的吊装、组对、焊接择日而定,尽量避免在刮风下雨的天气情况下进行,以保证作业安全和焊接质量。
衬里焊接工艺的选定。衬里筒节组对焊接操作全为立焊,为了确保焊接质量,对纵焊缝采取氩弧焊+焊条电弧焊+氩弧焊的焊接工艺,对环焊缝采取氩弧焊+焊条电弧焊的焊接工艺。衬里焊缝焊接完毕后进行酸洗钝化,再进行100%PT检验。水压试验后再做衬里的氨渗漏检验。
6 结论
中海石油天野尿素合成塔于2011年8月16日开始衬里更换工作,9月22日全部施工结束并投入运行。比原计划工期提前3天完工。目前运行状况良好。经实际检验该种衬里更换方法确实可行,从施工技术角度出发,质量、安全、工期有保证。为国内其他尿素装置同类设备的检修提供了经验。
