大耕深旋耕刀的制造工艺及其耐磨性
2012-01-29袁晓明王宏宇赵玉凤张瑞宏
袁晓明,王宏宇,赵玉凤,缪 宏,张瑞宏
(1.江苏大学 机械工程学院,江苏 镇江 212013;2.扬州大学 机械工程学院,江苏 扬州 225127)
秸秆全量还田保护性耕作是贯彻实施农业可持续发展的一项基本国策[1-4].根据我国长三角稻麦两熟作业区农艺要求,要实现秸秆无副作用全量还田,土壤的耕作深度需不低于20cm.[5-8]但是,我国目前使用的旋耕刀最大回转半径为260mm[9],其耕作深度不足18cm,旋耕作业后作物生长层土壤中秸秆比例过高,由此引起后季作物出苗不齐、秸秆腐烂时与作物争拔节肥等一系列问题,农民对秸秆还田抵触情绪严重[2-3,6].国外生产大功率(耕深)旋耕机的厂商以欧洲和日本为主,如法国库恩公司生产的一种EL 201-400型动力驱动方式旋耕机,其采用的是直柄锻钢刀,刀尖回转半径为300mm,最大旋耕作业深度达26cm.然而,一是由于进口旋耕机具价格昂贵,二是因为地理环境和种植作物差异较大,所以国外目前的大耕深旋耕刀均不适合我国国情[8];因此,具有自主知识产权适于大耕深旋耕作业用旋耕刀的研制成为农业机械制造领域迫切需要解决的关键问题之一.
1 大耕深旋耕刀制造工艺的提出
GB/T 5669—2008(旋耕机械:刀和刀座)规定,旋耕刀用材为65Mn或60Si2Mn,其制造的一般工艺为:锻造成型后首先对旋耕刀进行整体淬火,然后对刀柄进行中温回火处理、刀身进行低温回火处理.[9-10]显然,65Mn或60Si2Mn钢制旋耕刀刀身整体经淬火、低温回火处理后获得的组织为回火马氏体,其硬度高、脆性大.高的硬度虽然保证了旋耕刀抗磨的要求,但也正是这一原因限制了旋耕刀的尺寸(回转半径)不能太大.
耕深加大后,旋耕刀除了要满足表面抗磨要求,对其整体抗弯强度和韧性也提出了更高的要求.据粗略估计,耕深每增大20mm,旋耕刀抗弯强度须提高15%~20%.要满足这一性能要求,大耕深旋耕刀须具有表硬心韧的组织结构.渗铬处理是一种能够获得表硬心韧组织且具有良好工程适应性的表面化学热处理工艺,已广泛应用于工业模具及零部件的抗磨耐蚀改性中.[11-13]笔者所在研究团队针对大耕深旋耕刀表硬心韧的性能要求,提出对旋耕刀“表面渗铬—淬火—中温回火(简称渗铬热处理)”的大耕深旋耕刀制造新工艺.[14]
图1为大耕深旋耕刀结构示意图.渗铬处理后,旋耕刀表面会形成一层具有良好抗磨耐蚀性的渗铬层;同时,淬火、中温回火使旋耕刀心部获得回火屈氏体,可以较好地兼顾大耕深旋耕刀表硬心韧的要求,从而满足大耕深旋耕作业需要.[15-18]
2 渗铬热处理后旋耕刀的组织
实验材料为中国新抚钢公司生产的65Mn钢,其名义化学成分如表1所示.渗铬剂为中国山东九星热处理材料公司生产的粉末渗铬剂.
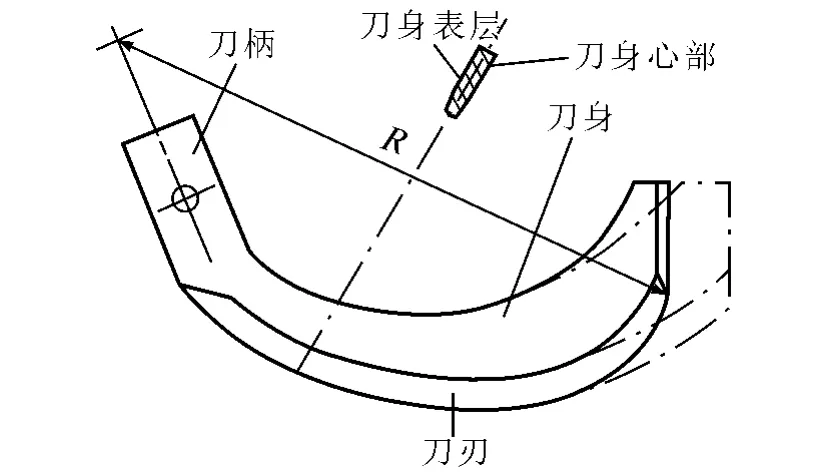
图1 大耕深旋耕刀结构示意图Fig.1 Structure diagram of deep-tilling rotary blade
根据渗铬剂生产厂家建议以及进行的优化实验,确定渗铬热处理工艺参数:渗铬温度为850℃,保温时间为9h,空冷后将渗铬处理后的试样在850℃下油淬30min、420℃下中温回火2h.
图2为渗铬热处理后旋耕刀横切面的SEM形貌.从图2中可以看出,渗铬热处理后旋耕刀表面为厚度约10μm的渗铬层,整个渗铬层连续、均匀、致密;心部为典型的回火屈氏体组织.根据工程材料的一般知识可知,回火屈氏体组织的抗弯强度远高于回火马氏体组织,且其脆性较回火马氏体组织大幅下降;同时,表面渗铬层为原位生成,几乎不存在表层与基体的结合问题.
表1 65Mn钢的名义化学成分Tab.1 Nominal composition of 65Mn steel
3 渗铬热处理后旋耕刀的耐磨性
摩擦磨损试验使用日本UMT-2型摩擦实验机,实验条件:摩擦磨损实验用试样尺寸为10mm×10mm×6mm,加载载荷5N,室温、干摩擦环境,对磨件为氮化硅球,回转半径为2mm,转速为300r·min-1,实验时间为20min.采用ADE Micro XAM 3DProfiler观测磨痕三维形貌轮廓,利用自编程序计算磨痕截面面积,取3个磨损面积的平均值作为耐磨性指标.为了进行对比,将经850℃下油淬30min、210℃下低温回火2h(传统旋耕刀制造工艺,简称低温回火处理)的65Mn钢试样同期进行摩擦磨损实验.
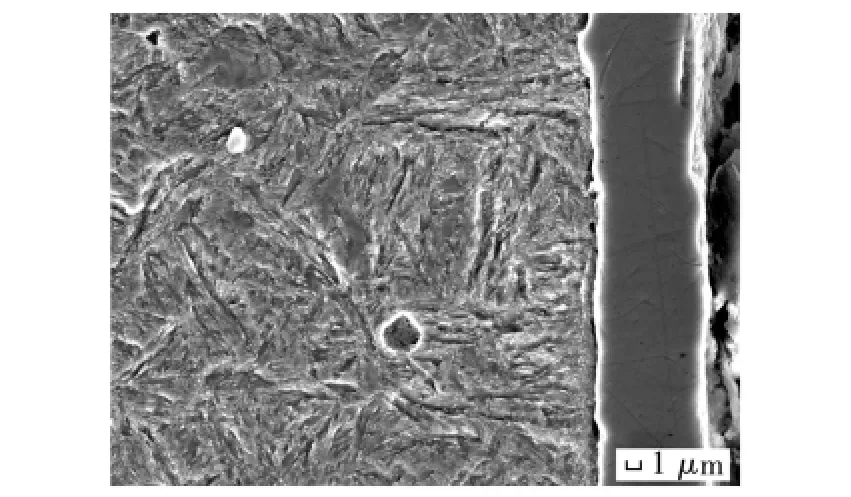
图2 65Mn钢渗铬热处理后横切面的SEM形貌Fig.2 Cross-sectional SEM morphology of 65Mn steel after the chromizing heat treatment
3.1 摩擦系数
图3是渗铬热处理态和低温回火态试样摩擦系数随时间变化的关系曲线.从图3中可以看出,渗铬热处理态试样的摩擦系数在前600s呈现类似抛物线的规律,之后其值保持在0.45~0.5之间(图3a);低温回火态试样的摩擦系数在很短时间内就进入稳定阶段,其值保持在0.6左右且在整个实验周期相对稳定(图3b).分析后表明:在相同实验条件下,渗铬热处理态试样的摩擦系数低于低温回火态试样,与其表面硬度不同有着直接的关系.低温回火后,试样表面硬度(HRC)为57.5(约相当于HV0.1690);而渗铬热处理后,试样表面硬度达到HV0.11 307.6.试样表面硬度提高,表面塑性变形抗力增大,试样表面在与对磨件摩擦时趋于光滑,有利于摩擦系数的下降.
3.2 磨痕形貌
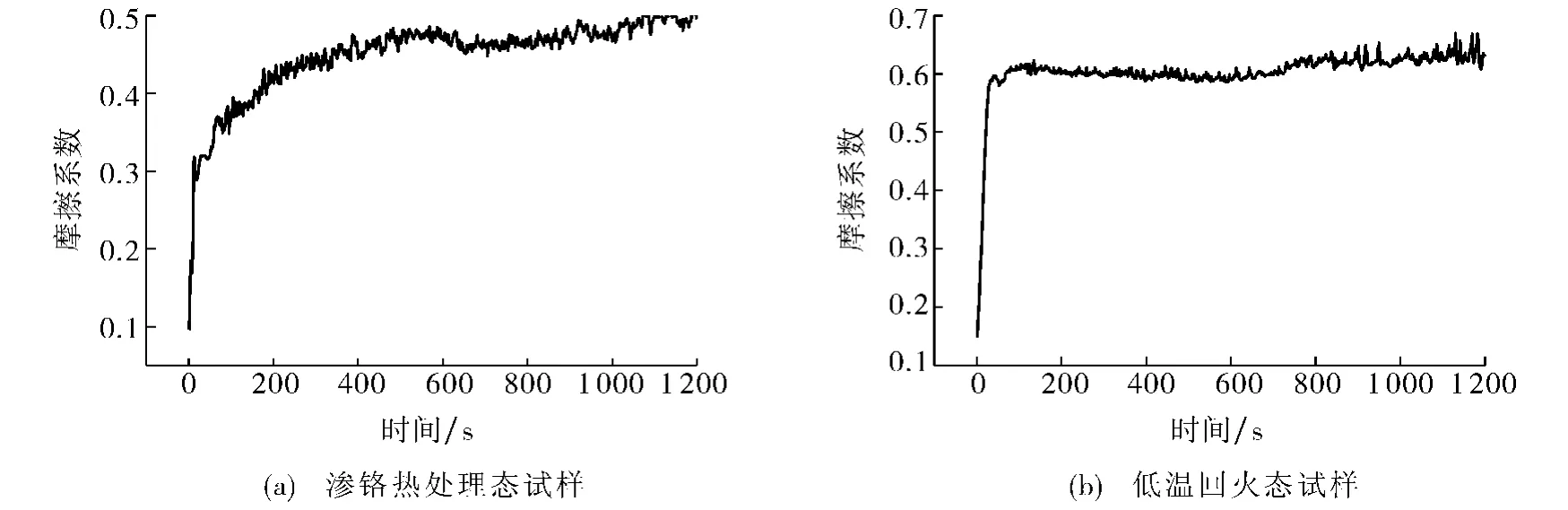
图3 两种试样摩擦系数随时间变化的关系曲线Fig.3 Two kinds of friction coefficient changing with time
图4为低温回火态和渗铬热处理态试样磨痕的SEM形貌.从图4中可以看出,渗铬热处理态试样磨痕表面分布有大量的黑色黏附物(图4a),对其进行EDS(energy distribution spectrum)分析后发现其中含有大量的Si,由此可以推断黑色黏附物为对磨件氮化硅球的转移物,表明渗铬热处理态试样在与氮化硅球对磨过程中以黏着磨损为主;低温回火态试样磨痕表面呈现出典型的“犁沟”特征,表明其在与氮化硅球对磨过程中以磨粒磨损为主(图4b).由此可见,低温回火态试样磨痕两侧分布有氮化硅球的转移物,是由于氮化硅球较脆而低温回火态磨痕不规则所致,并非发生了黏着磨损.
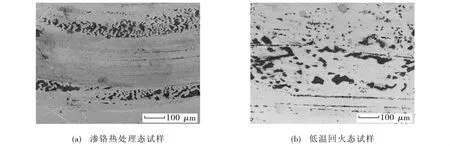
图4 两种试样磨痕的SEM形貌Fig.4 Two kinds of wear scar SEM morphology
3.3 磨痕截面轮廓及磨损量
图5为低温回火态和渗铬热处理态试样的磨痕截面轮廓.从图5中可以看出,无论是磨痕的宽度还是磨痕的深度,渗铬热处理态试样均明显小于低温回火态试样.此外,渗铬热处理态试样的磨痕截面边界光滑,而低温回火态试样的磨痕截面边界呈锯齿状.这一结果不仅进一步证实了前述关于渗铬热处理态试样摩擦系数降低的原因,而且更充分地表明低温回火态试样与氮化硅球对磨主要以磨粒磨损为主.
经过计算,低温回火态试样的磨痕截面积为283.1μm2,渗铬热处理态试样的磨痕截面积为115.4μm2.若以低温回火态试样的磨损情况为1,则渗铬热处理态试样的相对磨损率仅为0.408.尽管摩擦磨损实验条件与旋耕刀实际工作条件有一定的差异,但前述结果已能说明经渗铬热处理后旋耕刀的耐磨性有较大的改善.
4 结论
1)采用“渗铬处理—淬火—中温回火”(简称渗铬热处理)工艺制造的旋耕刀具有典型的表硬心韧组织结构,其表层为高硬度的渗铬层,心部为高抗弯强度和韧性的回火屈氏体,能较好地兼顾大耕深旋耕作业对旋耕刀提出的表面抗磨和心部抗弯的性能要求.
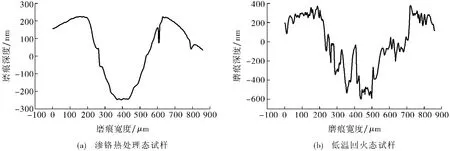
图5 两种试样的磨痕截面轮廓Fig.5 Two kinds of wear scar cross-sectional profile
2)经渗铬热处理后,旋耕刀的耐磨性较传统制造工艺(整体淬火—低温回火)有了明显提高.在与氮化硅球进行室温干摩擦时,摩擦系数降低,磨损形式以黏着磨损为主,相对磨损率仅为低温回火态试样的0.408.
[1]农业部.全国农业机械化发展第十二个五年规划(2011—2015年)[R].北京:中国农业部,2011.
[2]高焕文,李洪文,李问盈.保护性耕作的发展 [J].农业机械学报,2008,39(9):43-48.
[3]吴永生,许美刚,潘久发,等.麦秸全量机械旋耕还田技术的应用现状及推广对策 [J].北方水稻,2009,39(3):135-136.
[4]LU Fei,WANG Xiao-ke,HAN Bing,et al.Soil carbon sequestrations by nitrogen fertilizer application,straw return and no-tillage in China’s cropland[J].Global Change Biol,2009,15(2):281-305.
[5]王和平.水稻秸秆机械化全量还田技术 [J].江苏农机化,2009(1):28-29.
[6]闫川,范天云,郑学强,等.秸秆全量还田下连作晚稻不同栽培方式比较研究 [J].中国农学通报,2011,27(5):80-84.
[7]KAEWPRADITw,TOOMSAN B,VITYAKON P,et al.Regulating mineral N release and greenhouse gas emissions by mixing groundnut residues and rice straw under field conditions[J].Eur J Soil Sci,2008,59(4):640-652.
[8]杨正梅.我国旋耕机械市场及发展趋势 [J].农业机械,2006(7):55-56.
[9]MAJUMDER B,MANDAL B,BANDYOPADHYAY P K,et al.Organic amendments influence soil organic carbon pools and rice-wheat productivity[J].Soil Sci Soc Am J,2006,72(3):775-585.
[10]GB/T 5669—2008旋耕机械:刀和刀座 [S].
[11]BAI Ching-yuan,WEN Tse-min,HOU Kung-hsu,et al.The characteristics and performance of AISI 1045 steel bipolar plates with chromized coatings for proton exchange membrane fuel cells[J].Intern J Hydrogen Energy,2011,36(6):3975-3983.
[12]WANG Zhen-bo,LU Jian,LU Ke.Chromizing behaviors of a low carbon steel processed by means of surface mechanical attrition treatment[J].Acta Mater,2005,53(7):2081-2089.
[13]CAO Hui-liang,LUO Cheng-ping,LIU Jiang-wen,et al.Formation of a nanostructured CrN layer on nitrided tool steel by low-temperature chromizing[J].Scr Mater,2008,58(9):786-789.
[14]王宏宇,赵玉凤,袁晓明,等.可再制造的适于秸秆全量还田的大耕深旋耕刀:中国,201110089602.5[P].2011-10-26.
[15]ASL J H,SINGH S.Optimization and evaluation of rotary tiller blades:computer solution of mathematical relations[J].Soil & Tillage Res,2009,106(1):1-7.
[16]SAIMBHI V S,WADHWA D S,GREWAL P S.Development of a rotary tiller blade using three-dimensional computer graphics[J].Biosyst Eng,2004,89(1):47-58.
[17]CHERTKIATTIPOL S,NIYAMAPA T.Variations of torque and specific tilling energy for different rotary blades[J].Int Agric Eng J,2010,19(3):1-14.
[18]CELIK A,ALTIKAT S.Geometrical analysis of the effects of rotary tiller blade path on the distribution of soil slice size[J].Appl Eng Agric,2008,24(4):409-413.