冷轧带钢连续生产线纠偏技术研究
2011-05-25郭晓捷
郭晓捷
1.一重集团大连设计研究院有限公司助理工程师,辽宁 大连 116600
随着冷轧钢板需求持续升温,钢板生产装备向大型、连续化方向发展。而在带钢连续生产中,由于带钢板形、机组速度、带钢张力、设备制造及安装精度等都会引起带钢的跑偏,对带钢生产和产品质量都会造成很大的影响。于是,在高速机组中,对带钢连续生产中的跑偏控制提出了更高的要求。
1 纠偏装置的作用
理想状态下带钢在机组中运行时其张力应该是平均分布的,但实际上会受到诸多因素的干扰,如:带钢断面不均匀(如带钢镰刀弯)、辊子几何形状、送辊轴向不平行、辊面质量、橡胶夹送辊两端压力不均、带钢运送中的气流和液流、活套中运动辊导向精度及带钢张力波动的影响等,由此将引起带钢张力分布不均,导致带钢跑偏。
纠偏装置的作用在于尽可能克服或减小上述不利因素对张力分布的影响,把带钢跑偏程度控制在一定范围内,确保带钢生产顺利进行及产品质量符合标准要求。
通过对带钢跑偏原因的深入分析后发现,在其他所有的工作条件保持不变的情况下,提高带钢的张力,就会有效减小带钢跑偏量;而由于带钢自由运送段过长将造成跑偏量明显增大。因此纠偏装置可从这两方面入手。
2 纠偏装置工作原理
带钢的纠偏从其工作方式上来讲可分为CPC对中纠偏装置和EPC齐边纠偏装置。CPC对中纠偏核心在于保证带钢的中心始终与机组中心线重合,当带钢发生跑偏时通过纠偏辊摩擦力作用与以纠正;而EPC齐边纠偏装置是采用齐边浮动卷取方式,通过将卷取机的卷筒中心移向跑偏的带钢中心以确保钢带卷一侧边部整齐。纠偏系统主要由液压站、检测装置、控制箱及操作盘、液压随动缸、伺服阀、位移传感器和执行机构等组成,可实现手动纠偏、自动边位控制、自动对中(对边)三种工作方式。CPC和EPC控制系统自成一体,为连续闭环式电液调节系统,当带钢偏离生产线规定的位置时,由测量系统测出板带位置偏差,并将偏差值输入到电控系统,电控系统的输出与液压伺服系统相连,由液压系统驱动纠偏执行机构作相应移动,纠正板带运行状态。纠偏装置检测方法主要有电感式位置检测和光电式位置检测两种。下文主要以CPC辊式纠偏装置为例来进行说明。
CPC纠偏装置通过改变纠偏辊 (即摆动辊)的位置使走偏钢带恢复到与机组对中位置,当带钢从正中穿过时,两个检测元件接收端接收的磁力线相等,感应电势相等,而当钢带出现偏移时,由于接收到的磁力线不同使感应电压也不等,此时输出信号即为钢带位置偏差信号,能反映出钢带往哪个方向偏离中心线,偏移量是多少。另一方面安装于纠偏旋转框上的位移传感器能够发出反映纠偏辊实际位置的信号,即纠偏辊目前已经往哪个方向旋转,旋转的实际角度是多少。信号处理放大器负责将纠偏辊所需要旋转的理论角度与实际角度相比较,决定驱动纠偏辊框架的液压缸是向外伸出还是向内缩回,进而向液压控制系统发出指令,由电液伺服阀控制液压缸动作,推动纠偏辊框架向所需的方向旋转。随着检测元件连续不断地发出钢带的位置信号,整个闭环控制系统就不断地循环工作,保证钢带始终沿机组组中心线运行(见图1)。
在纠偏系统工作时纠偏辊始终处于被动状态,其进口张力T2小于出口张力T1,带钢与纠偏辊辊面的总摩擦力ΔF总是指向进口端。当带钢向左侧跑偏时,应将纠偏辊向右摆过一定角度进行纠正。即由纠偏辊根据带钢跑偏方向往复摆动,以达到定心作用。由此可知,纠偏装置是依靠带钢与辊面摩擦力来纠偏的。一般来说,摩擦力越大,纠偏效果越好。而摩擦力的大小是与接触面积有关(即与包角有关)。因此,建议摆动辊应在包角大于90°的场合下采用。实际应用时还应在摆动辊表面上包裹橡胶以增大摩擦力。
3 纠偏装置的机械结构形式
在纠偏装置中纠偏辊与带钢接触形式大体可分为平铺式和包裹式。所谓平铺式就是带钢与纠偏辊表面接触,无包角形成,纠偏装置两侧的带钢处于同一高度,由于接触面积较小,所产生的摩擦力主要由纠偏辊下压力来决定,常见的设备如带有纠偏性能的夹送辊等。所谓包裹式就是带钢与纠偏辊形成一定的包角,带钢与纠偏辊接触面积较大,所产生的摩擦力也较大,该类纠偏装置可以改变带钢运行高度和角度,也可以用于纠偏装置两侧同一高度的带钢,以下主要介绍包裹式纠偏装置。
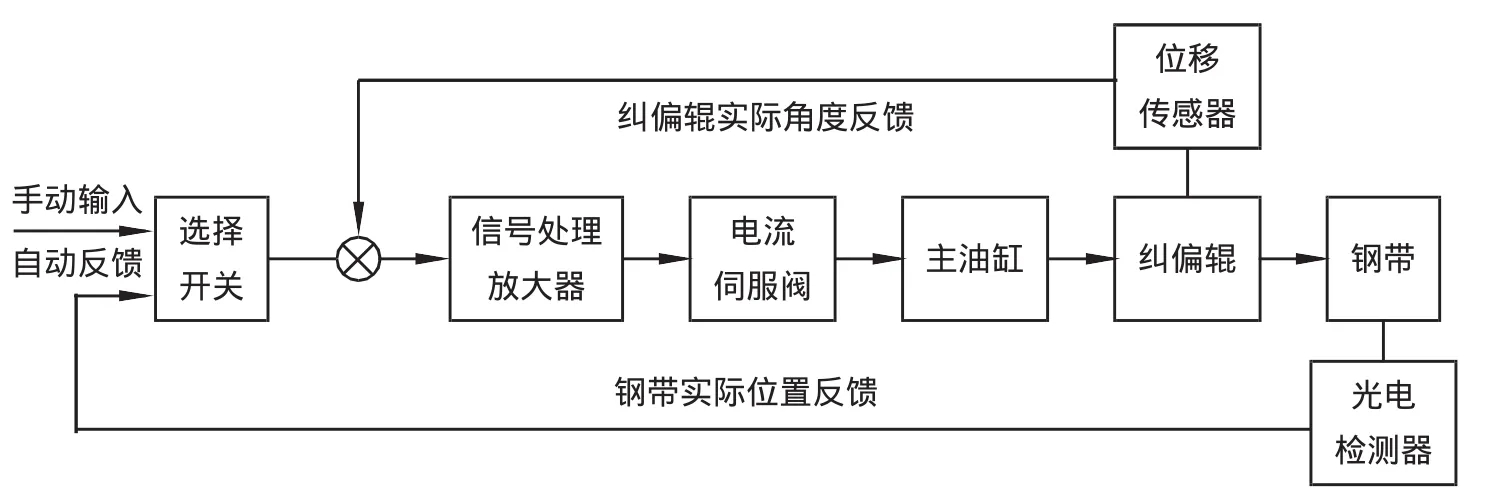
图1 纠偏系统控制原理图
连续机组中的纠偏装置有以下几种结构形式,可根据机组要求来确定其在机组中的位置和精度。当纠偏辊摆动角较大时,其纠偏量也相对较大;纠偏值还与摆动点的位置有关,摆点位置不同,纠偏值δ亦不相同。下文以CPC对中纠偏装置为例对各类型的纠偏设备进行分析。
3.1 单辊纠偏装置
该装置中只有一个纠偏辊,利用液压缸推动摆臂使纠偏辊来回摆动,以达到对带钢的纠偏目的(见图2)。该纠偏装置在工作时既有侧向位移,又有角度的改变。当纠偏辊转动时,测量点处板带产生横向位移,板带成比例移动;由于纠偏辊轴线与带钢形成一定偏转角度,板带受到侧向力作用,迫使板带进带方向与辊子中心线垂直。同时在单辊作用下带钢在入口与出口的运行方向上有所不同,对带钢而言具有一定的转向作用。而带钢与辊子之间形成较大包角又增大了带钢与辊子之间的接触面积,使辊子与带钢之间摩擦力增大。因此该纠偏装置可用于带钢运行速度较高,并且运行距离较长的如活套等设备上。
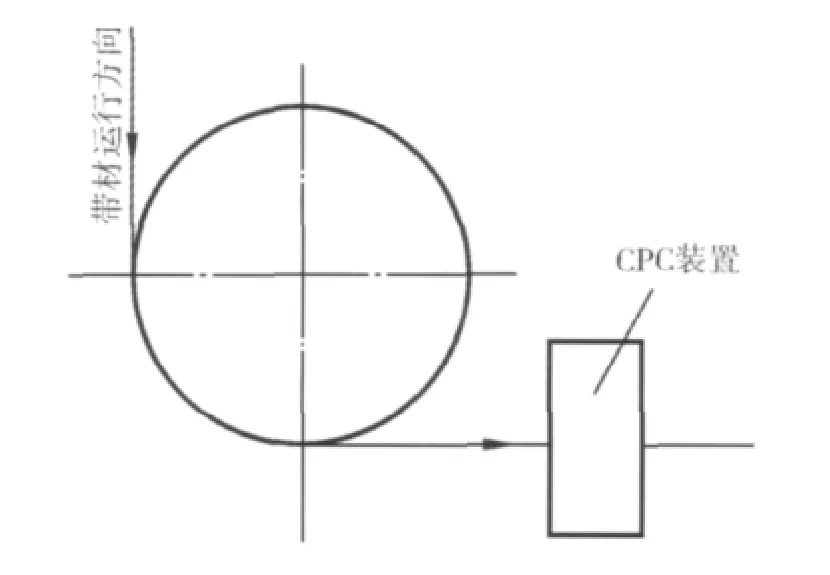
图2 单辊纠偏辊示意图
单纠偏辊纠偏值

式中,D—摆动辊直径(mm);α—摆动辊摆动角度 (°)(见图 3)。
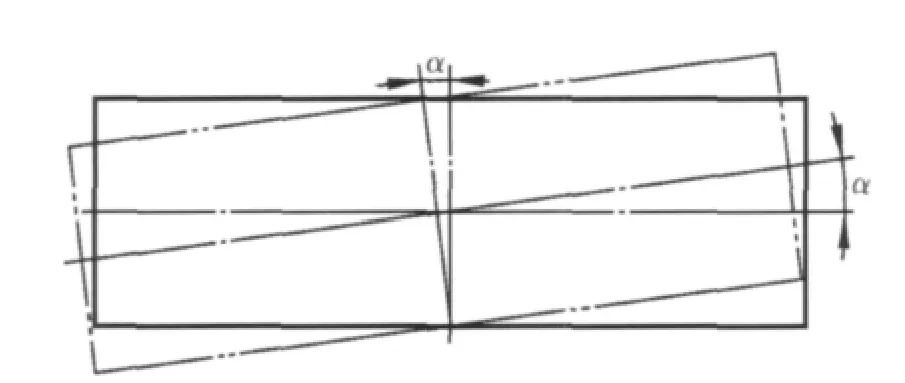
图3 单纠偏辊移动角度
3.2 双辊纠偏装置
该装置中有两个纠偏辊,随动液压缸推动纠偏框架带动纠偏辊以某一固定点为定心来回摆动以达到对带钢纠偏的目的,通常该装置的定心设在设备入口处,而测量装置、液压缸调整设备固定安装在设备的出口处,同时该设备利用两个辊子的高度差将带钢由入口的高度改变为出口的高度,其纠偏能力与纠偏角度均与该高度有关。该装置使用较为广泛,适合用在安装位置较为狭窄的场合(见图4)。
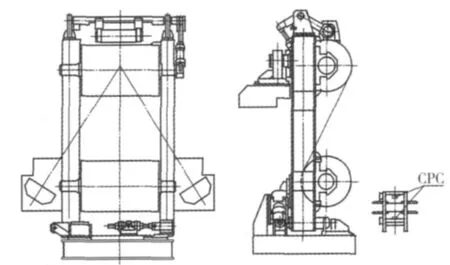
图4 双辊纠偏辊示意图
由于两个摆动辊安装在同一底座上绕摆动点摆动(见图5),其纠偏值

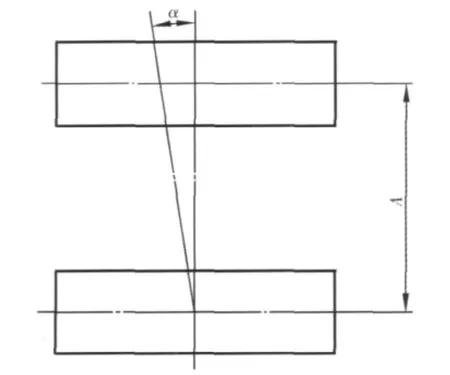
图5 双纠偏辊摆动角度
3.3 三辊纠偏装置
该装置中有三个纠偏辊,其中两个辊子在同一平面,另一个辊子在两个辊子中间的上方,通过上侧辊子的上下移动使带钢与上辊形成一定的包角。其定心在设备的一端,另一端利用对中液压缸推动摆臂带动辊子来回摆动而达到对带钢纠偏的目的,从而迫使运行中的带钢在辊子上作侧向移动,直到带钢对中。但该装置将带钢调整到新的位置时需要一定的时间,故其动态性能较差,通常在运行速度较小以及带钢镰刀弯较小时使用。该种形式的纠偏装置可使带钢的入口和出口水平高度一致,可用于设备之间距离较大且带钢运行高度一致的机组中(见图 6)。
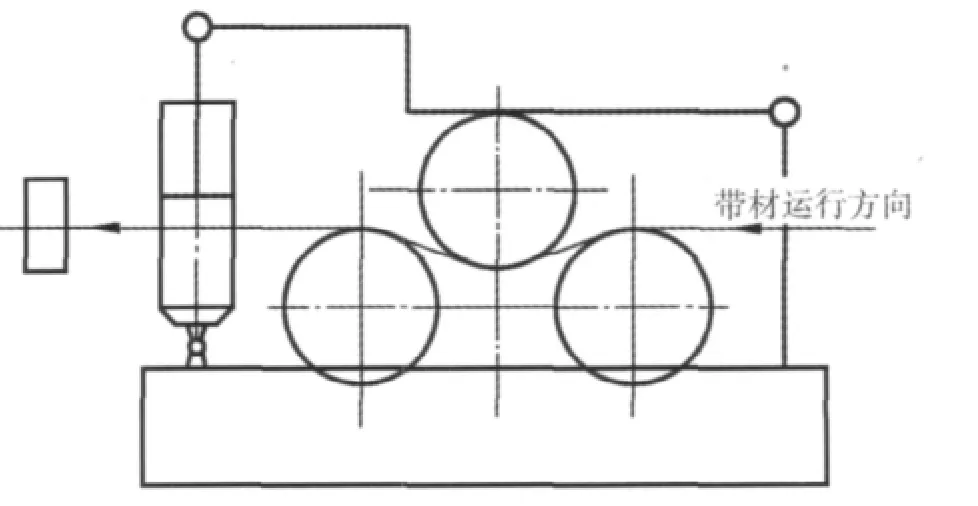
图6 三辊纠偏辊示意图
其纠偏值

式中,LA—摆动点至摆动辊中心的距离(mm)(见图 7)。
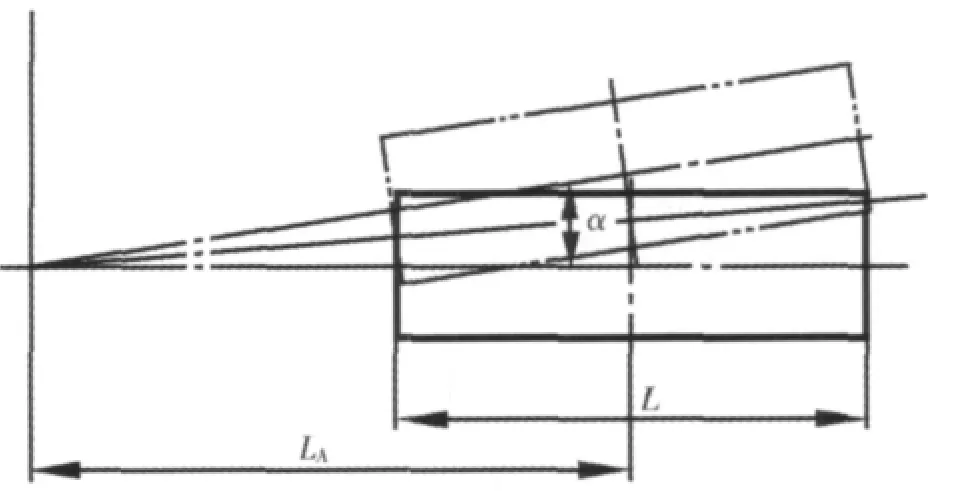
图7 三纠偏辊摆动角度
4 结语
通过对带钢侧向跑偏的各种原因分析可以看出,采用带自动控制系统的纠偏辊对带钢位置进行的纠偏是一种比较好的方式。目前,这种技术已广泛应用于连续酸洗冷连轧、镀锌等各机组中,纠偏效果良好,鉴于其结构形式灵活多样,可根据机组的具体要求进行选择。
