粗轧机除鳞导卫装置研究
2011-05-25范玉林
范玉林
1.一重集团大连设计研究院有限公司助理工程师,辽宁 大连 116600
工业技术的发展和工艺水平的提高,不仅对轧钢主机提出了更高要求,而且对除鳞导卫的要求也越来越高。当代先进的除鳞导卫装置除具有基本的钢板导向作用外,还要满足板坯除鳞、轧辊冷却及烟尘抑制等各项工艺要求。本文将简述除鳞导卫装置的结构和功能,并探讨打击力的影响参数,为以后的设计和改进提供参考。
1 结构比较
1.1 热连轧机除鳞导卫装置结构分析
某1580 mm生产线上R2轧机的入口、出口导卫装置位于操作侧和传动侧机架之间,机架上装有导向键,上导卫装置可沿导向键上下移动;导卫架体通过导向键定位,并留有滑动间隙。下导板用于主机前后辊道、机架辊和工作辊护板之间的钢板过渡,防止钻钢事故发生(见图1)。
(1)上导卫架体
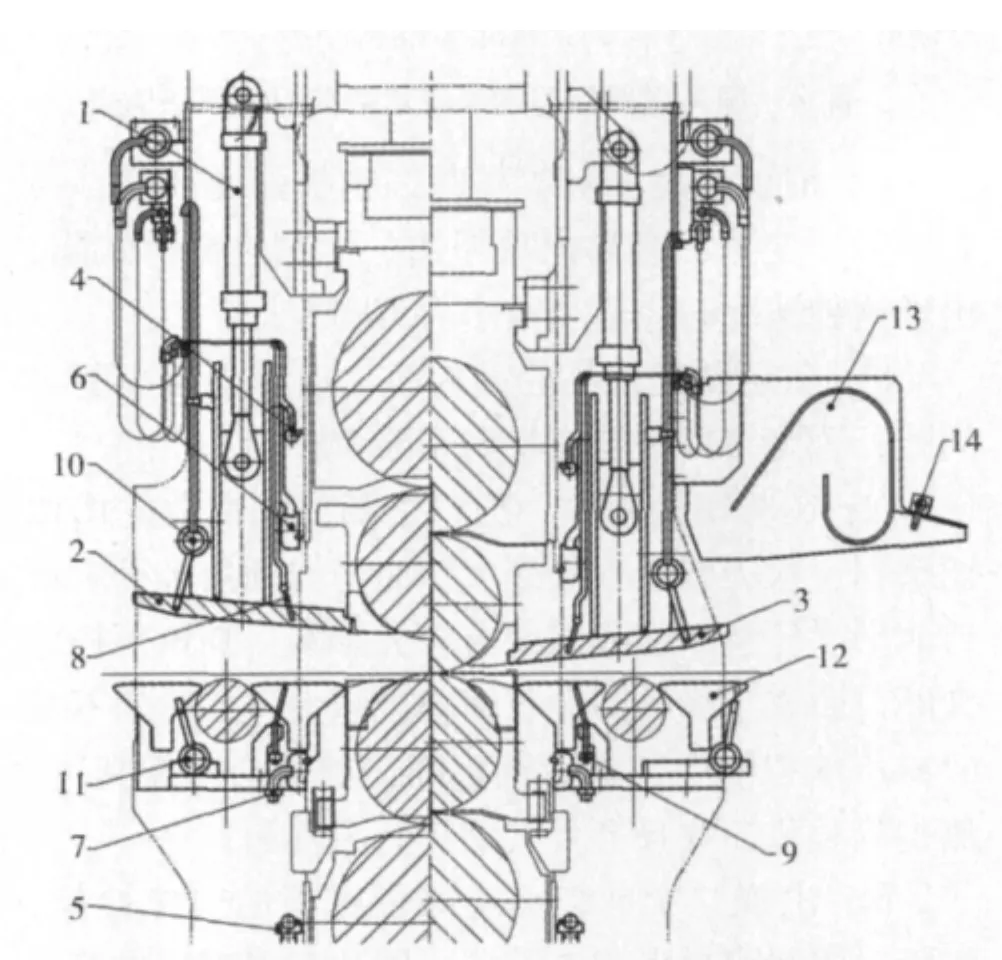
图1 热连轧机除鳞导卫装置
上导卫架体与支承辊平衡钩之间靠提升液压缸连接,工作时随轧辊开口度变化沿导向键做升降运动。上导卫架体下端为导板,与下导板形成喇叭口状,便于钢板的导入。为承受钢板头部的刮蹭和撞击,导板需有一定厚度;在工作过程中,提升缸提供一定的过平衡力,使导板端部紧紧贴合在工作辊护板的下面,避免因受到刮蹭而与工作辊护板脱开。在上导卫架体上安装有除鳞集管、冷却集管和烟尘抑制集管,其导板与工作辊护板为随动关系,一方面保证高压水在辊缝及板坯厚度变化时仍保持有效除鳞高度(喷嘴到板坯表面的垂直距离),并保护喷嘴等免受运动板坯撞击,另一方面,可防止冷却水直接落到钢板表面,保证钢板在轧制过程中的温度要求。当换工作辊时,由提升缸将其落下使上导板与工作辊护板脱开,保证换辊推拉顺利。
(2)高压水除鳞装置
上除鳞集管固定在上导卫架体上,随导卫架体一起升降,保证高压水的有效喷射高度。下除鳞集管安装在下导板下面,位置固定,不需调整。
(3)轧辊冷却装置
上导卫架体和下导板下面都安装有轧辊冷却装置,分别为工作辊和支承辊进行冷却。入口和出口轧辊冷却喷嘴采用交叉布置,以获得更均匀的冷却效果。
(4)烟尘抑制装置
主要是通过上下集管喷嘴喷出水雾,吸附和遮挡轧制过程中产生的烟尘颗粒,从而达到抑制烟尘的环保作用。
(5)水幕拦截和收集装置
当板坯未到达下部除鳞或刚刚完成轧制时,喷出的下部除鳞水由收集罩遮挡和收集后,从侧面排水口排入冲渣沟。而轧制时喷出的上除鳞高压水经过钢板的反射,连同氧化皮一起向外飞溅,此时拦截装置喷出水幕与收集罩一起将除鳞水和氧化皮拦截下来,最终流入冲渣沟。
当然,在不同的热轧机组中,除鳞导卫的布置可能会有所不同,比如,只有出口或入口单侧除鳞装置等等。
1.2 中厚板轧机除鳞导卫装置
中厚板轧机的除鳞导卫在结构上和热连轧粗轧机除鳞导卫基本相同,也具有包括导卫、除鳞、轧辊冷却、烟尘抑制和收集拦截功能(见图2)。其不同之处在于:
(1)因中厚板坯料有较短规格的板坯,一般中厚板轧机的机架辊>2根,所以导卫结构中没有单独的下导板;
(2)中厚板轧机工作辊与支承辊的辊径比要比热连轧小,为与工作辊护板贴合,上导板向轧机中心线伸展较长,导致其重心相对于提升缸铰接轴心有较大的偏心。当上导卫做升降运动时滑板与机架导向键之间的受力不均;
(3)由于中厚板轧机辊身比较长,整个喷水集管的喷水量相当大。但由于除鳞集管和冷却集管有足够的空间作成多腔体形式,可以实现分段控制,避免水资源浪费;
因此,对于规格比较大的热连轧机,如结构允许,除鳞集管也应设计成分段腔体的形式。
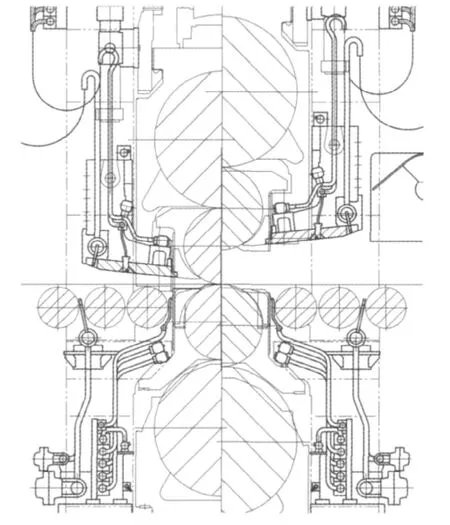
图2 中厚板轧机除鳞导卫装置
2 射流参数分析
高压水打击力的大小是决定能否达到除鳞效果的关键因素。下面从计算公式入手,分析除鳞打击力各参数对除鳞效果的影响。
对于单个喷嘴,其打击力可按下式计算[1]:

式中,F—打击力(N);ρ—水的密度,取1×103kg/m3;Q—单位时间内流量 (m3/s);Kq—流量系数,取0.85;v—射流出射后速度(m/s);Kv—空气中减速系数,当距离为200 mm、300 mm、500 mm时,取值分别为1、0.95和0.85。
另外,根据流体伯努利方程[2],在忽略比位能变化情况下可近似得出:

式中,P—射流压力(Pa)。将式(2)代入式(1)中,可得:

除鳞喷嘴喷出的射流几何截面通常为长条形,为计算方便起见,将射流看成近似四棱锥形状(见图 3)。
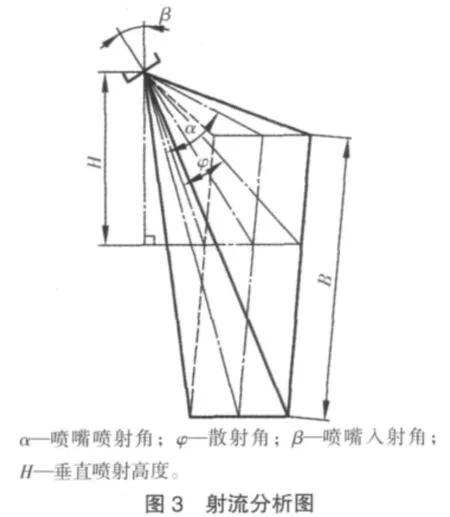
根据几何关系,喷射区域面积为

带入式(3),可得单位面积打击力
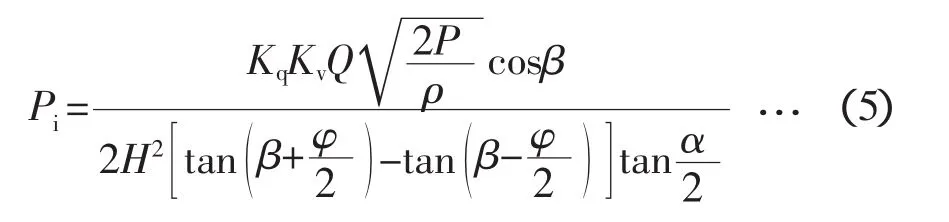
式中,Pi—喷嘴单位面积打击力(Pa)。
由式(5)可知,除鳞打击力既与喷嘴流量、喷射压力有关,也与喷嘴本身喷射角和安装位置等参数有关。
喷射压力P 喷射压力的1/2次方与打击力成正比。因此可采取提高系统压力的方法提高打击力,但系统压力一方面受高压水泵系统的限制,另一方面,过高的喷射压力会加剧喷嘴磨损。近年来,热轧板带除鳞水压力多在15~28 MPa范围内;
喷嘴流量Q 喷嘴流量与打击力成正比。当然,要获得更高的打击力,不能仅靠提高喷嘴流量,还要考虑除鳞系统的节能要求,这也是除鳞系统优化设计的重点;

喷射距离H 打击力与喷射距离H的平方成反比。减小H值,对提高打击力影响非常明显。但受导卫结构及辊系开口度等因素影响,喷射距离受到一定的限制。根据理论和经验,喷射距离在120~200 mm范围内,可以作出很合理的喷嘴间距、喷射角度等布置,能在节约水量的同时,得到不错的除鳞效果[3]。
入射角β 依据式(5)验算可知,入射角大小对打击力的影响不是很大。目前喷嘴入射角一般为 5°、10°和 15°。
总之,在高压水系统的压力和总流量既定的前提下,首先应根据工艺确定所需的打击力,利用打击力公式计算出单个喷嘴的流量;然后以此流量作为最小流量值,参照专业化和系列化的喷嘴样本进行选型,根据板带的喷射总宽度确定喷嘴数量,进而得出高压水总流量。喷嘴选型和布置应在系统容量允许前提下,以总耗水量最小为最佳方案。
3 结语
(1)文中的除鳞导卫装置只是目前已广泛应用的典型结构,在实际应用中仍不可避免地暴露出各种缺陷和不足,需不断总结经验,对结构做出更合理的改进。目前最关键的问题在于如何提高上导卫的抗撞击性,避免其脱落损坏,这方面仍有待于进一步的研究;
(2)文中的打击力公式与模拟结果是比较接近的。但就公式本身而言,它是理想化的近似公式,并且由于模拟计算也只是对实际射流的理论模拟,而实际的除鳞效果还与喷嘴及高压水系统的性能等因素有关。所以无论是文中打击力公式还是喷嘴厂家的软件模拟,都只能用作设计的参考,两者都有待于生产实际的最终检验。当然,随着研究的不断深入,打击力公式会进一步得到修正和完善,计算模拟结果也会更接近生产实际。
[1]Lechler公司高压水除鳞喷嘴样本.
[2]高殿荣吴晓明.工程流体力学.北京:机械工业出版社,1999.8.
[3]张元奇 黄维学.热轧板带高压水除鳞优化设计.一重技术.2009 No.4 P.7-10.
