旋浮吹炼炉冷修及改造实践
2024-04-14简正柱

〔摘 要〕根据某厂悬浮吹炼炉生产运行情况,结合冷修时发现的反应塔水套、沉淀池渣线区耐火砖以及上升烟道顶部侵蚀严重的情况,介绍了该厂悬浮吹炼炉第一次冷修期间针对反应塔、沉淀池、上升烟道进行的结构优化措施,并提出了后续该厂悬浮吹炼炉可以进行的进一步优化措施。
〔关键词〕旋浮吹炼炉;反应塔;沉淀池;上升烟道;铜水套
中图分类号:TF811 文獻标志码:B 文章编号:1004-4345(2024)01-0014-04
Cold Repair and Renovation Practice of Cyclone Converter
JIAN Zhengzhu
(China Nerin Engineering Co., Ltd., Nanchang, Jiangxi 330038, China)
Abstract According to the production and operation of the cyclone converter in a certain smelter, combined with the serious erosion of refractory bricks in the reaction shaft water cooling element, settler slag line area, and the top of the uptake shaft found during cold repair, this paper introduces the structural optimization measures for the reaction shaft, settler and uptake shaft during the first cold repair of the cyclone converter in the smelter, and puts forward further optimization measures that can be carried out in the future for the cyclone converter in the smelter.
Keywords cyclone converter; reaction shaft; settler; uptake shaft; copper cooling element
悬浮吹炼是阳谷祥光铜业公司在引进闪速吹炼的基础上开发出来的一种吹炼技术。闪速吹炼对物料的分散采取的是用水平方向的分布风打散垂直下落的物料,当投料量大时,容易出现反应偏析、下生料、烟尘率高、炉况波动等问题。悬浮吹炼除了具有闪速吹炼相同的反应塔上部反应机理外,还独创了反应塔下部过氧化物料和欠氧化物料颗粒间的碰撞反应机理,采用“风内料外”的供料方式,根据自然界龙卷风旋转时具有极强的扩散和卷吸能力的原理,使物料颗粒呈倒龙卷风的旋流状态分布在反应塔中央,再在龙卷风旋流体中间增加中央脉动氧气,改变物料颗粒的运动,实现物料颗粒间的脉动碰撞、传热传质,使整个吹炼过程的化学反应得到充分强化。
国内某冶炼厂的旋浮吹炼炉自2018年9月点火[2]到2022年11月,已安全运行超过50个月,部分水套及耐火材料出现不同程度的损耗。为保证炉体安全,该厂决定自2022年11月26日起进行第1次冷修,针对前期生产运行过程中出现的问题进行优化改造。本文拟结合此次冷修时各部位发现的问题以及该厂采取的处理措施,对悬浮吹炼炉的进一步优化设计提出设想。
1 旋浮吹炼炉冷修发现的问题
1.1 反应塔
吹炼炉运行4年多以来,反应塔总体运行情况良好,但停炉之后发现反应塔齿形水套的齿由于长期承受高温熔体和高温烟气的冲刷基本已被侵蚀。最下层的水平水套也出现不同程度的侵蚀,其中侵蚀最严重的1块如图1所示。
由图1可以看出,该水套的部分铜管已裸露在外。此前,金冠铜业吹炼炉此处的水套也出现过被侵蚀的凹槽,他们的结论是由于低温腐蚀造成[2]。筒体中下部西南侧部分水平水套有一些烧损,这是之前生产过程中冰铜喷嘴的偏析导致。塔壁耐火砖也存在不同程度的侵蚀,特别是中下部西南侧的残砖仅有80 mm。塔顶由于设计采用的是镶砖水套全覆盖形式,保护得比较好。
1.2 沉淀池
此前吹炼炉运行期间,反应塔下方沉淀池温度普遍偏高;沉淀池北侧多处出现局部回水温度高报的情况;池顶有时存在过热情况,池底测温点最高温度超过670 ℃。此次冷修工作人员进入沉淀池后看到的情况如图2所示。
由图2所示,沉淀池拱脚砖基本没有损坏,分析认为应该是炉底冷铜的存在使得吹炼炉长时间处于高铜面、高总液面控制,渣层未影响到拱脚砖。而渣线区耐火砖基本已被侵蚀,靠挂渣保护,这是沉淀池侧墙水套回水温度高报的原因。池顶耐火材料有局部被侵蚀,清理之后发现反拱底部冷铜厚度最薄处也有50 mm,部分区域接近250 mm,与炉底工作层成为一体,甚至有的地方有铜渗入工作层的砖缝中,这是炉底测温点温度高的原因。
1.3 上升烟道
在生产过程中,上升烟道顶部,特别是平顶的温度较高,平顶与斜顶交界处耐火砖起拱,烟气外泄比较严重。停炉后烟道内部情况如图3所示。
由图3可以看到:1)连接部齿形水套内耐火砖基本被冲刷完,水套的齿有些已被侵蚀;2)顶部和两侧墙下部的耐火砖被侵蚀得较为厉害;3)顶部吊挂水套也有不同程度的侵蚀。
2 改造措施
2.1 反应塔
根据反应塔水套侵蚀情况,按照原设计更换了烧损水套,包括反应塔连接部所有齿形水套、第一层水平水套和筒体中下部西南侧的部分水套。同时,稍微调整了一些水套冷却水的串接方式,如将最下层水平水套原来4块1串换成2块1串,中下部水平水套原设计3块1串改成了2块1串,通过增加水套的冷却强度来增强耐火材料内侧的挂渣效果,从而更好地保护水套。此外,本次冷修还更换了反应塔筒体全部耐材,为更好地监测反应塔筒体耐材温度情况,筒体测温点由原来的4个增加到32个。
2.2 沉淀池
针对沉淀池温度高的情况,更换了反应塔下部附近侧墙立式水套、受损的水平水套以及所有放出口水套;在池顶加设2个烧嘴,以更好地控制沉淀池内温度;加设5排吊挂水套,以更好地保护池顶吊挂砖,延长池顶寿命;更换了沉淀池所有耐材。冷修前后池顶结构对比如图4所示。
2.3 上升烟道
本次冷修,更换了上升烟道部分烧损比较严重或者检查漏水的水套,包括部分连接部锯齿形水套、水平水套、闸门孔水套、烟道顶吊挂条形水套和镶砖水套等。由于平顶靠近斜顶区域的砖烧损比较厉害,故增加了2排吊挂平水套进行保护。优化了事故烟道口的结构,原设计事故烟道口座子是水套结构,盖子则是由浇注料制做,很容易黏接,切换烟气路线时不容易打开。本次冷修将座子改成外方内圆的结构,盖子也配套设计成水套结构,解决了黏接问题,方便烟气路线的切换操作。更换了平顶、侧墙下部以及出烟口下方斜墙的耐火材料。冷修前后烟道顶部结构对比如图5所示。
3 进一步优化设想
在此次冷修改造的基础上,笔者对该项目旋浮吹炼炉的运行情况进行研究,提出进一步优化的设想建议。
3.1 反应塔
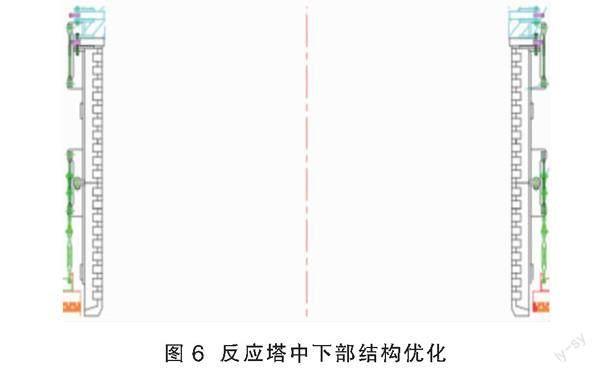
随着该项目投料量的不断提高,反应塔的热负荷也不断提高,烟气中熔体浓度更大,高温烟气对反应塔的冲刷也会更加剧烈,单靠增加水平水套的层数来保护耐火材料已无法满足生产需求。在目前高强度的冶炼状态下需要对反应塔内,特别是中下部的耐火材料进行全方位立体冷却[3]。
建议下一个炉期将反应塔中下部改成2层或者3层齿形水套的结构形式,如图6所示。这样可有效延长整个反应塔的使用寿命[4]。
对于反应塔顶的吊挂水套,原设计考虑到吊装安全问题,设计尺寸较小,一般是500 mm×700 mm,这导致塔顶水套的进出水管布置得密密麻麻,检修人员进入特别不方便。建议今后设计时适当加大水套尺寸,减少水套进出水管数量,从而空出塔顶检修通道。
3.2 沉淀池
本次冷修更换的粗铜口水套还是按最初设计的结构。借鉴金冠的经验,建议将粗铜口水套结构进行优化,如图7所示。优化后,内腔尺寸由280 mm ×280 mm扩大为389 mm × 430 mm,并设置耐热钢板保护水套,可最大程度地防止因烧口误操作而烧损水套,增强操作安全性。
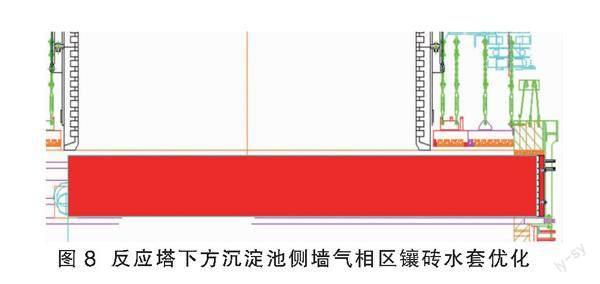
反应塔下方的沉淀池侧墙受到顺着反应塔下来的热熔体的冲刷,而原设计只在南北墙气相区范围内各设置了4块镶砖水套。实际情况显示,此区域耐火砖长时间工作后损耗相对比厉害,所以建议后期考虑扩大镶砖水套的保护范围,将保护范围延伸至整个反应塔下方区域,如图8所示。
另外,笔者认为今后的设计还可以考虑适当加高拱脚高度。此前,祥光铜业和金冠铜业闪速吹炼炉冷修时都对沉淀池拱脚砖进行了加高处理,以增加拱脚保护炉体的范围,提高吹炼的能力,优化控制参数,避免放铜带渣的现象以及粗铜含硫较高的情况出现[5]。
针对反应塔下方沉淀池侧墙水套回水温度有时偏高的情况,建议今后设计此处水套时可考虑适当加大铜管直径,增大冷却水流量以保证冷却效果。
3.3 上升烟道
针对上升烟道平顶特别是斜顶和平顶交界处耐火砖起拱和烟气泄露问题,本次冷修只增加了2排吊挂水平水套,能起到一定的改善作用,如果能把整个烟道顶部设计成反应塔顶一样的BIC水套全覆盖结构,应能从根本上解决这个问题。
4 结语
该旋浮吹炼炉2022年11月26日正式停炉开始改造施工,2023年1月12日顺利投料试生产。针对之前生产过程中出现的问题以及停炉后发现的问题,设计人员逐一做了相应的处理。截至目前,该炉最大投料量达100 t/h,且已满负荷生产1年多,炉子运行稳定。
本次冷修过程中,遇到的最大难题是拱底大块冷铜的切割和运输。今后冷修停炉前需要充分考虑控制冷铜的产生,或者放空后在降温之前把池顶耐火砖打下去,以避免大块冷铜的产生。目前,闪速吹炼炉的炉寿一般都在4~5 a,相信经过这次冷修,后续再采用本文提到的进一些优化措施,悬浮吹炼炉的寿命有望提高至6 a以上。
参考文献
[1] 李良斌,杨堃,郎立杰,等.旋浮熔炼+旋浮吹炼工艺试生产实践[J].有色金属:冶炼部分,2020(2):31-35.
[2] 臧轲轲. 金冠铜业闪速吹炼炉冷修炉体改造[J].有色金属:冶炼部分,2018(2):26-30.
[3] 袁精华.闪速吹炼炉炉体寿命大幅度提高的对策[J].有色设备,2023,37(3):79-83.
[4] 袁精華. 高强度冶炼闪速炉优化设计对策[J].中国有色冶金,2021(6):39-43.
[5] 曾庆晔,董木森,张慧强,等. 祥光铜业闪速吹炼炉炉体寿命延长的实践[J].有色金属:冶炼部分, 2020(2):55-59.
收稿日期:2023-06-04
作者简介:简正柱(1982—),男,高级工程师,主要从事工业炉窑设计工作。
