有机基板用增层膜性能与一致性的探讨
2024-03-11李会录张国杰魏韦华李轶楠刘卫清杜博垚
李会录,张国杰,魏韦华,李轶楠,刘卫清,杜博垚
(1.西安天和嘉膜工业材料有限责任公司,西安 710119;2.西安科技大学材料科学与工程学院,西安 710054;3.无锡中微高科电子有限公司,江苏无锡 214061)
0 引言
1990 年,日本味之素公司研发出一种具有很好黏结和绝缘性能的热固性树脂绝缘介质膜材料,通过大比例填充无机填料,使材料的收缩率大大降低并且电气性能良好。这种膜材料具有很多优点,除热膨胀系数(CTE)低外,还具有较好的与溅射铜、化学镀铜层的结合能力和分辨率,用该材料制成的增层膜被命名为ABF 膜。1996 年,英特尔与味之素联合把ABF 膜导入到CPU 封装有机基板中,经过数年的技术迭代,IC 封装有机基板已成为高密度互连、高速信号传输和轻量化的基板,克服了双马来酰亚胺三嗪树脂(BT)有机基板材质布线复杂、激光钻孔难度较高以及无法满足窄线宽、细线间距布线要求的问题,为高性能PC 的大规模应用奠定了基础。随着IC 技术的不断发展和更迭,ABF 有机基板现已被大量应用到CPU、GPU、FPGA、专用集成电路(ASIC)等高运算性能IC 的封装中,通过无芯有机基板技术不断降低有机基板厚度,协同实现集成电路性能的迭代提升[1-2]。
目前,国外增层膜生产厂商主要集中在化学合成技术发达的日本,包括味之素、积水化学和太阳油墨等公司,但其中98%的产品被味之素公司所垄断。增层膜主要的特点是在高填充填料下树脂复合体系有很好的成膜性,固化后具有导热性能好、介电常数低、力学性能好、热学性能稳定和尺寸稳定等特点。受制于树脂材料合成和成膜技术不成熟以及上下游产业链协同不紧密等因素,国内增层膜的成膜性、剥离力、尺寸稳定性、介电性和热稳定性等主要性能不能满足要求,特别是剥离力和尺寸稳定性。受到行业需求推动,2017 年,西安科技大学开始增层膜研究工作[3],研发的产品介电常数为3.17,介电损耗为0.014 5,CTE为23.5×10-6/℃(25~150 ℃),剥离强度为1.01 N/mm,主要性能达到了ABFGX13 膜材性能要求,随后国内某线路板公司利用高密度互连(HDI)线路板工艺对其进行初步工艺验证,结果显示其工艺兼容性较好,能够满足减成法所需各项性能,随后便投入产业化工作。IC 有机基板增层膜材料主要成分为二氧化硅(质量分数为65%~85%),其次为各类热固性树脂、固化体系和助剂(质量分数为15%~35%),是一种处于半固化状态的树脂胶膜[4],厚度一般为25~50 μm。增层膜制作过程主要包括浆料制备、涂布、溶剂挥发与成膜以及半固化,最终通过收卷或切片可得到成品。影响增层膜性能的核心因素是高性能功能树脂合成技术和填料的高填充技术,这就要求树脂对填料有很好的浸润性、分子柔性链段以满足成膜性、分子的对称性,从而使其具有低介电性,要求填料具有致密性和光滑性使其吸油量小,从而保证填料的高填充性。本文从增层膜产品的性能研究现状以及IC 封装的发展趋势出发,研究增层膜性能一致性的影响因素,并对提高增层膜收缩率、剥离力、介电性和热稳定性的发展方向进行了探讨。
1 增层膜的技术指标及其参数一致性
随着封装用有机基板高密度、薄型化、高速、高频化的发展,增层膜性能需要满足更苛刻的要求。味之素ABF 膜和积水化学增层膜性能如表1、2[5-6]所示,可以看出,增层膜在向低介电损耗、低收缩率、高耐热性、薄型化和低表面粗糙度方向发展,以满足IC 封装的特征尺寸不断缩小、集成度不断提高的要求。膜材料的组分(树脂体系、固化体系和填料等)、成膜工艺和增层膜的半固化处理等因素对增层膜材料性能的影响至关重要[7]。
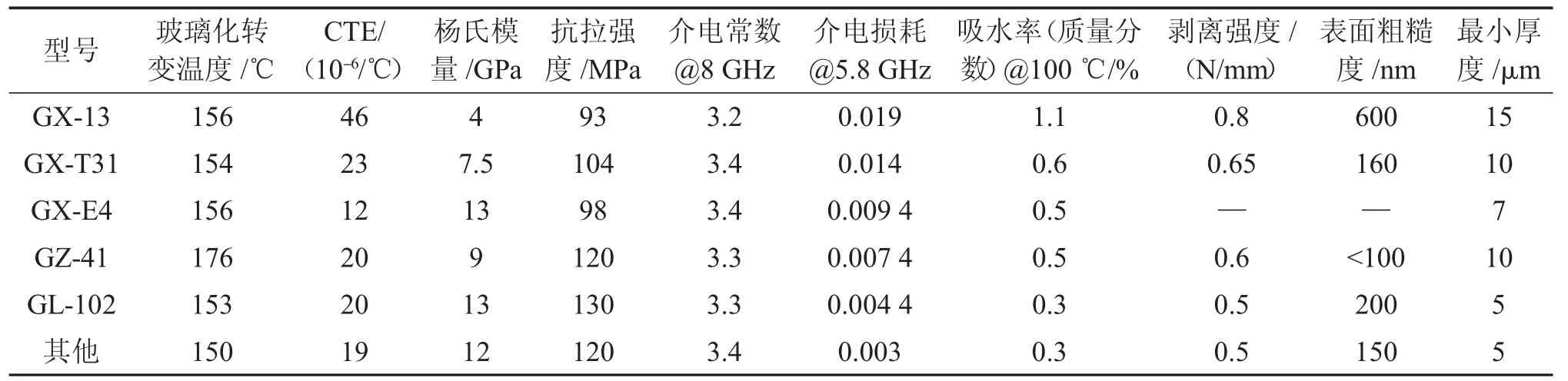
表1 味之素ABF 膜性能[5-6]
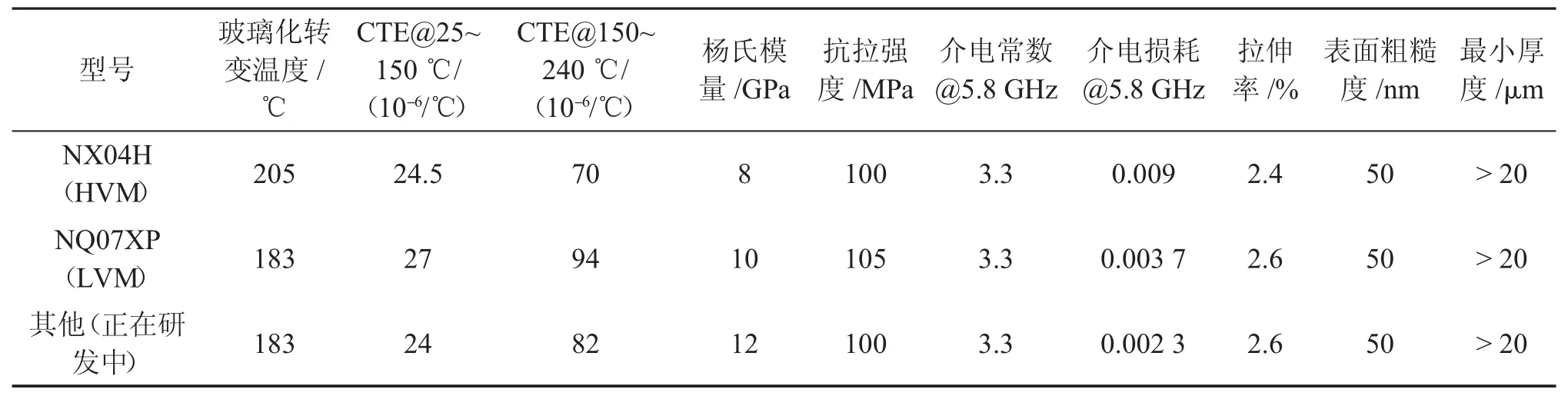
表2 积水化学增层膜性能[5-6]
综上,增层膜固化后应满足以下特点:
(1)增层膜固化后应具有低CTE,以保证其优异的尺寸稳定性,使基板CTE 和芯片CTE 相匹配,缓解由于温度等外部环境变化而产生的应力及芯片发热而产生的应变,从而提高有机基板的可靠性;
(2)增层膜固化后应具有很好的热学性能和高的玻璃化转变温度,使其具有优异的热稳定性;
(3)增层膜固化后应具有很好的力学性能,与溅射、镀铜层界面间要有优异的剥离强度,还应具有高拉伸强度和高模量。
工业生产电子级环氧树脂的环氧当量、分子量和分子量大小分布等性能可控制,同时对填料有很好的浸润性和填充量,增层膜成膜加工一致性就会很好,这就保证了增层膜厚度、粗糙度、介电性、力学性能和热学性能的一致性。味之素的增层膜是环氧树脂体系,CTE 小而剥离力大,满足封装工业化高密度、薄型化以及力学性能高的基本要求;积水化学和太阳油墨等公司增层膜树脂体系有环氧树脂、马来酰亚胺和苯并噁嗪等树脂,填料填充量小使基板CTE 大,同时非极性官能团使其剥离力小,但玻璃化转变温度高且介电性低。通常剥离力和尺寸稳定性是封装基板可靠性的主要指标,这使得味之素增层膜占据98%以上的市场份额。
2 树脂体系对增层膜成膜性和介电性能的影响
树脂体系是决定增层膜的成膜性和介电性能的关键因素。树脂的分子结构、极性、分子链的排布、分子量大小以及分子量大小分布等因素都会影响膜的性能。
2.1 树脂体系对增层膜成膜性的影响
成膜树脂是能形成有一定强度、连续柔性膜的物质。在成膜过程中溶剂被挥发后,环氧树脂分子链和填料之间呈现均质分布,通过轻微半固化工艺将部分环氧树脂固化交联形成牢固的、有一定拉伸和弹性的20~50 μm 的薄膜,在基板封装时加热以对未完全固化的环氧树脂进行二次交联固化。树脂自身在交联固化层压时需要具有优异的成膜性来保证增层膜的致密性、连续性和厚度均匀性。
黏流状态到半固化态的过程如图1 所示,由相互扩散理论模型可知,成膜过程中树脂分子链段沿表面缠绕和相互扩散的过程对涂膜表面愈合及机械强度的修复至关重要,成膜时树脂的扩散程度与温度、树脂的相对分子质量、树脂分子结构关系密切[8]。升温有利于分子链的松弛,从而使树脂分子相互扩散和贯穿而成膜,分子的长链结构也有利于成膜。树脂的分子量是影响最终成膜性能的主要因素之一[9-10],树脂的数均分子量(Mn:指一种分子量分布中,所有分子量的数量的加权平均值)对树脂的渗透深度、涂膜的伸张强度都有影响,Mn越小,分子间交联缠结作用越小,扩散程度越好。树脂分子链段的扩散系数与重均分子量(Mw:按质量统计平均分子量)成反比[11],这就说明合成树脂的分子量分布越宽,成膜的致密性和均匀性越好,合成产物纯度越高,产品性能的一致性越好[12]。对于50 μm 以下的增层膜材料,行业一直认为合成树脂的分子量、分子量大小分布、柔性链段和树脂纯度对成膜性和产品性能一致性至关重要,树脂合成技术是制约膜材料水平的关键技术[13]。
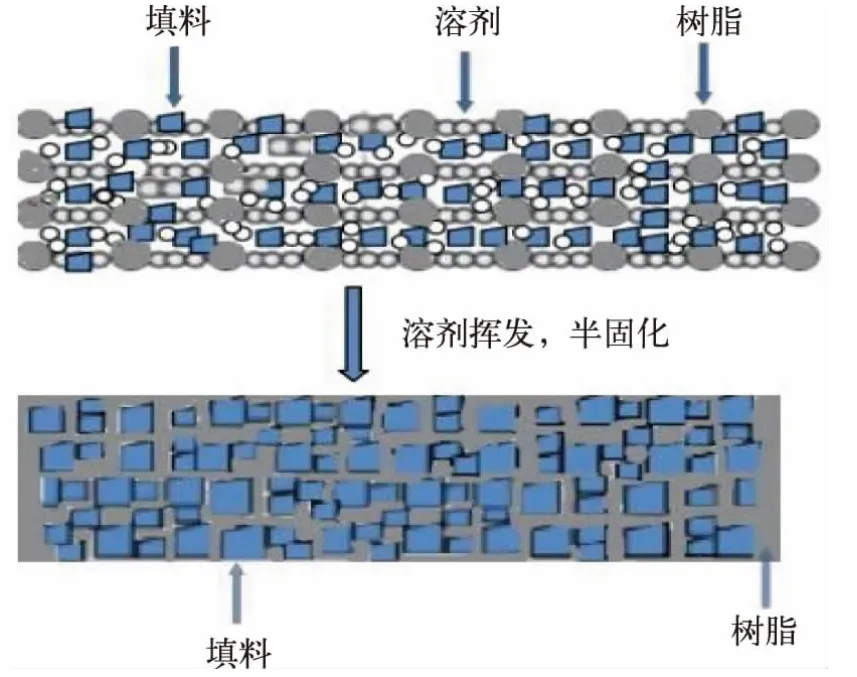
图1 黏流状态到半固化态的过程
实验研究了不同分子量和分子量大小分布宽度指数Mw/Mn的环氧树脂对成膜的影响,结果如表3 所示。由表3 可知,分子量和Mw/Mn的增大有利于成膜质量的提高,分子结构相似时,分子量越大,表面张力越大,树脂链的无规卷曲结构的端到端距离越大,树脂与基底的黏附力越好,越容易铺展而成膜,Mw/Mn越大,小分子就可以填充到分子间隙中去,使膜的平整性和致密性得到提高[14]。
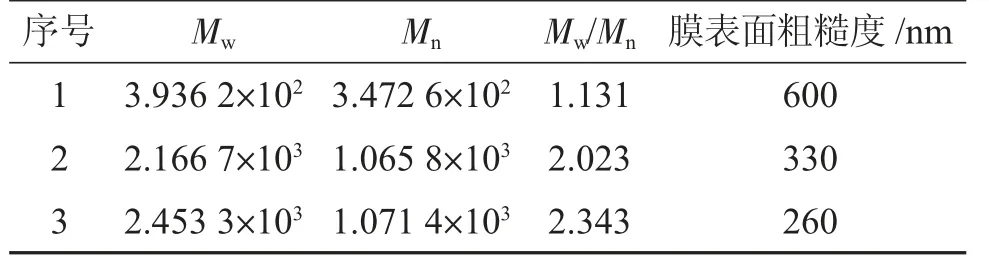
表3 聚合物分子量和Mw/Mn 对膜表面粗糙度的影响
2.2 树脂体系对增层膜介电性能的影响
电子器件的特征尺寸逐渐减小导致电阻-电容(RC)延迟上升,进而出现信号传输延时、噪声干扰增强和功率损耗增大等一系列问题,这将限制5G 时代器件信号的传输速度和热释放速度[15]。针对5G 时代及AI 对高性能器件提出的新要求和新挑战,提升信号的传输速度和热量释放速度的途径有两种:一是降低导电层的电阻,由于器件材料中大部分的金属铜箔材料的电阻率低(1.678 μΩ·m),其可替代的类似材料有限,且替换周期和成本巨大;二是降低增层材料中树脂的介电常数Dk和介电损耗Df。近年来,后者已成为制造新型低成本绝缘介电材料的主流思路。
增层膜介质层材料主要起到黏结、绝缘、耐高温和高导热的作用,其主要由聚合物树脂体系和具有低介电常数的填料组成。为了获得具有低Dk和低Df的绝缘介质材料,选用Dk和Df都低的树脂体系和填料时,由于信号传输延迟Td与介质层材料的Dk之间相互影响,为了降低Td,必须降低材料的Dk,这对降低绝缘介质层的介电性能有积极作用,进而可以增加信号的传输速度。
大部分高分子材料都为绝缘材料,具有较低的Dk和Df值。由于高分子材料分子链的结构具有可控的设计性,为设计并实现低Dk和Df值的聚合物绝缘介质胶膜提供了更大的空间。5G 高频通信用高分子材料的介电特性如图2 所示[16]。
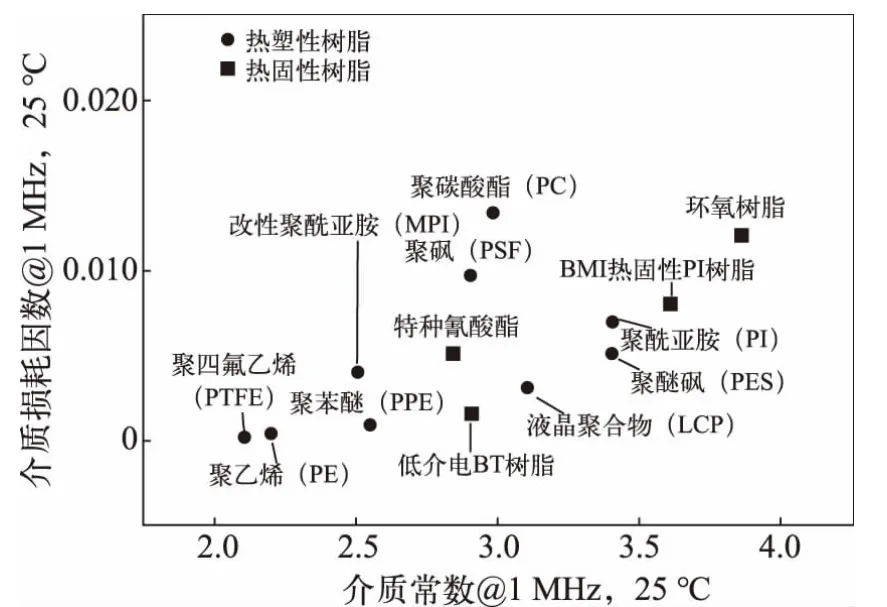
图2 5G 高频通信用高分子材料的介电特性[16]
目前增层膜材料用的树脂体系主要以环氧树脂为主体树脂(Dk=3.2~3.8、Df<0.015),第一代增层膜技术要求环氧树脂氯离子含量低,环氧当量、分子量大小和分子量大小分布合适。高分子合成技术水平决定了产品的介电性能和成膜性,随着封装基板高频化的发展,增层膜材料也向高频化发展。第二代增层膜产品要求Dk=3.0~3.3、Df<0.008,收缩率小于10×10-6/℃,所用树脂体系主要是环氧树脂和其他低介电树脂混合物,积水化学已推出类似的增层膜材料。第三代增层膜产品要求Dk=2.8~3.2、Df<0.003,收缩率小于5×10-6/℃,这几乎已是高频板性能和填料填充量的极限,目前,具有低介电性能的碳氢树脂被视为制造第三代增层膜的优异树脂材料[17]。
3 填料对增层膜尺寸稳定性、耐热性的影响
3.1 填料对增层膜尺寸稳定性的影响
随着IC 封装向着超多引脚、窄节距、超小型化方向发展,需要增层膜材料的CTE 和芯片的CTE 相近,同时又具有较高的玻璃化转变温度和分解温度以降低由于温度等外部环境变化而产生的应力以及芯片自发热而产生的应力对有机基板可靠性的影响,因此增层膜的CTE 也从第一代的23×10-6/℃逐渐降低到第三代的5×10-6/℃左右,这几乎是有机增层膜材料的极限CTE 值,且要求其填料填充量大于80%,这成了一个具有挑战性的难题。
增层膜的CTE 是由低介电无机填料和树脂结构决定的,而降低CTE 是通过填充填料和增加树脂刚性官能团来实现的,其中无机填料起到了最主要的作用。无机填料填充量高的膜需要很好的成膜性,这种性能取决于填料粒径大小和分布、形状、粒径搭配以及填料的表面处理[18]。要达到最小的CTE,理想的办法是将不同粒径的球形填料搭配使用,使填料能够紧密堆积,同时对填料表面进行处理使其致密、光滑,来保证很小的吸油量,从而使增层膜填料的质量分数达到80%~88%,且具有很好的成膜性,使其变成一个半陶瓷黏结材料。填料填充量对增层膜性能的影响如表4所示,填充量增加会使增层膜从有机向半陶瓷化方向变化,性能有较大的提高。
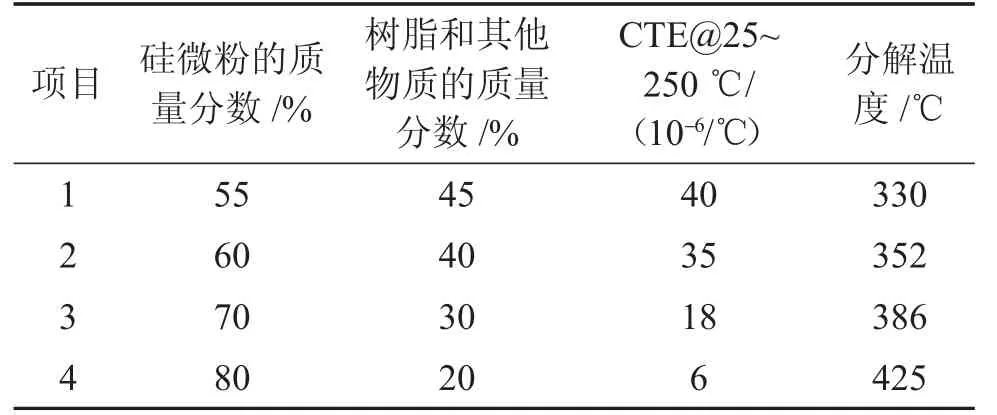
表4 填料填充量对增层膜性能的影响
球形熔融SiO2具有CTE 低、应力小、耐热性高、耐湿性高、硬度大等优点,因而被作为关键填料应用于半导体封装。SiO2介电常数低(Dk<3.8),是目前最主要的增层膜无机填料[19]。SiO2的球形度、大小粒径搭配影响了填料的紧密堆积程度,填料粒径比为4~5、大小粒径的SiO2质量比为7∶3 时,紧密堆积程度好,孔隙率小,CTE 小[20-23]。填料的表面处理影响其表面张力和吸油量,表面致密性和光滑度越好,表面张力越小,吸油量越小,填充量越大,CTE 越小[24-25]。填料的紧密堆积程度和表面张力是决定CTE 大小的主要因素。不同大小粒径搭配、紧密堆积的SiO2填料如图3 所示。
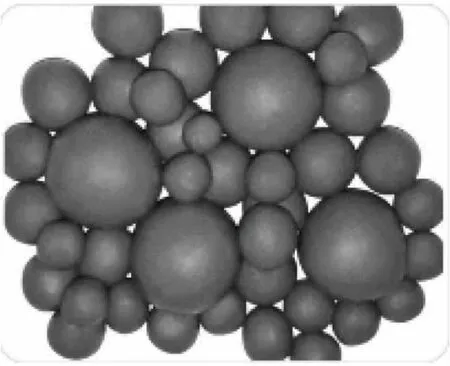
图3 不同大小粒径搭配、紧密堆积的SiO2 填料
开发新型、低成本及具有低介电常数(Dk<3)的无机填料替代传统的SiO2材料是必然的趋势。无机填料主要发挥导热、耐温及低介电的作用。除SiO2外,氮化硼(BN)也被认为是另外一种潜在的具有优异低介电性的填料,BN 有导热系数高、不与聚合物基体发生反应、化学和热稳定性良好等优点,因具有较低的介电常数、较高的体积电阻率和热导率[26-27],已成为制备增层膜的理想填料。单纯使用BN 作为填料虽然可以达到较高的热导率,但由于BN 可润湿性差且表面功能基团化学活性弱,其吸油量大,大量填充后体系黏度上升,严重限制了其应用范围[28]。
3.2 填料对增层膜耐热性的影响
目前,不同粒径的颗粒混合搭配及不同填料混合使用的方法比单一填料更能提高材料的性能。这是由于大小颗粒混杂填充可使不同粒径颗粒间形成较密集的堆积,相互接触概率增大,实现较高填充量。多种粒径填料混合填充时,不同种类填料的配合对材料综合性能有明显影响[17]。而当SiO2与BN 配合使用时,BN 的疏水特性使其树脂基体中的分散性较差,易发生填料团聚的现象,造成严重的声子散射,从而影响热量的有序传输,甚至在BN 添加量超过40%时,在过高温度下基板会出现分层不良等缺陷,所以BN 只能作为以SiO2为主的填料的附加成分。
填料的填充量会提高增层膜的玻璃化转变温度和分解温度,相连的链段在某种程度上被固定化,并可能引起基体聚合物的取向、聚合物界面区域内的分子链运动受到限制[29]。研究结果表明,硅微粉的质量分数从70%增加到85%时,玻璃化转变温度上升5~7 ℃,分解温度从315 ℃上升至425 ℃。此外,硅微粉的质量分数为80%时,在150 ℃的环境下放置30 d,增层膜材料导热系数从0.75 W/(m·K)提高到0.85 W/(m·K),表明填料界面通过扩散、结合,增层膜材料陶瓷化。
4 增层膜半固化工艺对基板加工工艺及其性能的影响
增层膜由环氧树脂、填料、挥发性溶剂和固化剂等成分组成,其生产过程通常分为三个阶段:1)室温下能够完全流动的液态树脂,在离型膜上成膜;2)环氧树脂部分交联处于半固化状态,在加热条件下能呈现一定流动性;3)树脂全部交联,在加热、加压下固化交联形成体型结构的大分子,变成不溶、不熔的固化物[30-31]。
增层膜表干程度、拉伸强度、挥发物含量、流动度、凝胶化时间对其在封装用有机基板方面的应用至关重要[32-33],要求表干好以便于使用,膜拉伸强度高以利于操作,挥发物含量低以利于性能提高,适当流动度以保证在设定温度下流动的树脂借助于均匀、稳定的压力能够很好地填充到基板的微观凹槽中,再经加热后固化成为一个整体,环氧树脂交联程度关系后续的剥离力大小[34]。半固化程度对增层膜性能的影响如表5 所示,半固化程度对压制工艺和膜的性能有较大影响(压板压强为1 MPa),凝胶化时间反映了固化程度,时间越短固化程度越大。
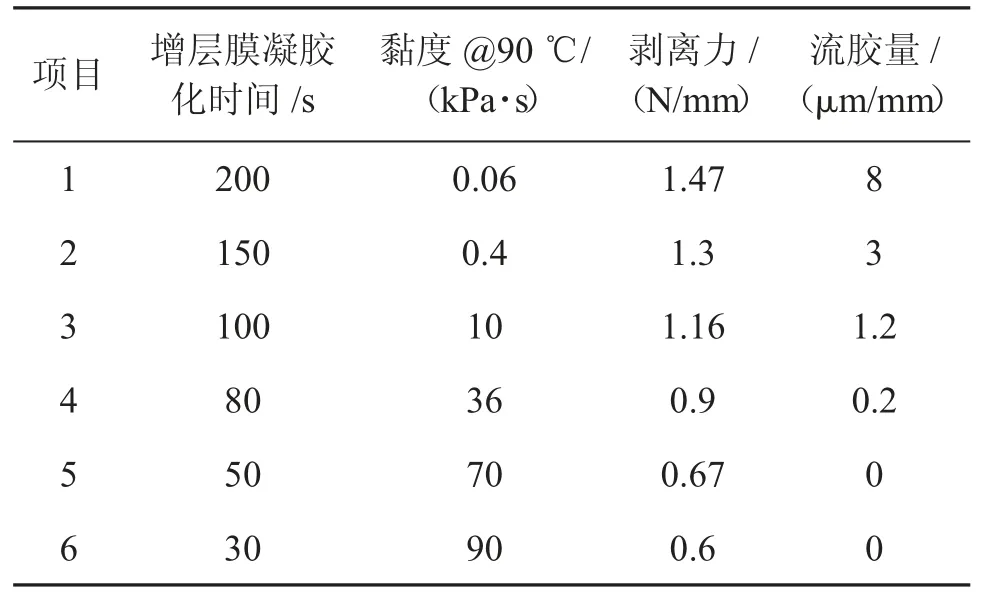
表5 半固化程度对增层膜性能的影响
固化交联程度是衡量胶膜可加工性能的关键指标,一般通过测量凝胶化时间和流动度来进行综合评价。如果增层膜流动度过大,在施加压力后就会出现如溢胶等问题,导致厚度均一性变差、电气性能下降;如果增层膜流动度过小,则意味着固化程度大,增层膜将难以向空隙中渗透,黏性和结合力都会下降,在此阶段进行溅射、镀铜或黏结等工艺有可能会导致诸如结合力不足、封装致密性差等问题。稳定且合适的流动度是增层膜能够良好加工应用的基础[35-36]。目前业界广泛使用的各类增层膜(及黏结覆盖膜)黏度变化很大,根据树脂体系、填充量水平和半固化程度的组合,其黏度在90 ℃下为0.06~90 kPa·s,其目的都在于适应环境和加工工艺的要求。
不同温度下树脂体系的黏度变化如图4 所示,A线是增层膜没有经过半固化工艺处理的结果,其黏度随温度升高先变小,到130 ℃附近时,环氧树脂开始固化交联,黏度开始变大,随温度升高固化程度越来越大。B1、B2 线是增层膜分别以3 m/min、2 m/min 的速度经过90~150 ℃烘道(烘道长20 m)半固化处理后的结果,随着半固化程度的提高,增层膜整体的黏度增大,流动度变小,这样基板压制就能承受更大压力,流胶量变少,基板更致密、可靠,一致性更好,为层压工艺提供了更好的参考依据。在I 区,增层膜表现为较大流动性,如果有压力就有可能导致胶膜流动,内部成分变得不均匀而使性能降低,同时因为黏度小,容易发生溢胶,这个区域不能承受压力。在II 区,胶膜固化程度随曲线上移而增加,胶膜能够承受更大的压力而不流动,这个区域是半固化的最佳区域,根据增层膜使用工艺条件确定半固化程度,将能够取得最强的结合力。在Ⅲ区产生的是塑性形变,环氧树脂大部分已固化交联,如再施加压力进行黏结或开展溅射、化镀,剥离力就不能保证;在IV 区,固化完全交联,形成不溶、不熔聚合物[37-38]。
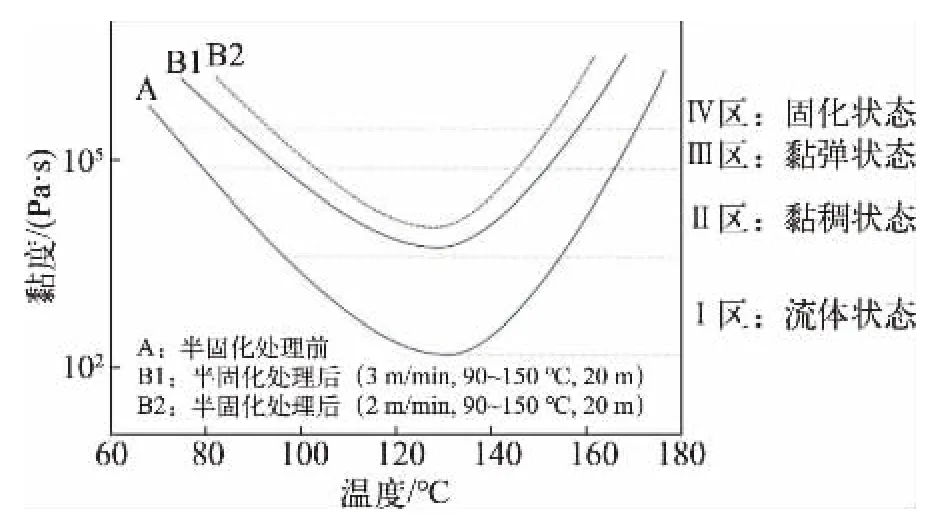
图4 不同温度下树脂体系的黏度变化
增层膜的半固化程度取决于环氧树脂、固化剂、促进剂和半固化温度工艺,环氧树脂和固化剂的交联反应是一个渐进的过程[39-40],随着温度的升高,经历起始反应、加速反应、剧烈反应、减速反应和固化反应,添加促进剂可以加快反应速度和降低固化温度,目前味之素增层膜在120~140 ℃有大的反应峰,一般半固化工艺设立从常温到130 ℃的半固化烘道,并通过烘道长度控制不同温度下的半固化时间,得到凝胶化时间为50~120 s,高剪切黏度(ICI)为10~90 kPa·s。
5 结束语
集成电路的高密度封装有机基板要求增层膜具有低CTE、低介电性、高热稳定性、高剥离力和优良储藏性等特点,环氧树脂和填料对增层膜的加工和性能起关键作用,电子级环氧树脂工业合成生产容易实现环氧当量、分子量和分子量大小分布等性能的一致性,保证了增层膜成膜加工的一致性,因此环氧基的增层膜成为高密度封装有机基板的主流产品。本文从原材料树脂及树脂体系、填料、胶膜半固化技术等方面简要地探讨了影响增层膜性能和一致性的因素。由于介电常数和损耗要求越来越小,对环氧树脂非极性和对称官能团的改性变得越来越重要和紧迫。未来,增层膜将持续向低介电损耗、低收缩率、高耐热性、薄型化和低表面粗糙度、高导热方向发展,以满足半导体技术高密度化发展的新要求。
当前国内增层膜研发主要沿用覆铜板树脂体系和固化体系,重配方设计,没有在功能化树脂合成上有大的工业化突破,因此提高树脂合成技术水平是解决增层膜产品工业化、系列化和持续化发展的根本。
