包装用无溶剂聚氨酯复膜胶的制备及性能研究
2024-01-25曾海霞赵煜松王贵文
曾海霞,赵煜松,王贵文*
(1.河北省药品审评中心河北省医疗器械技术审评中心,河北 石家庄 050091;2.河北省药品医疗器械检验研究院,河北 石家庄 050227)
0 引 言
传统用于软包装的溶剂型复膜胶因含有大量有机挥发物和污染物,给环境造成严重污染。而复膜胶是软包装中不能缺少的部分,因此对传统复膜胶进行改性,制备更为环保的复膜胶成为目前研究的热点。针对该问题,卫艳玲[1]分析了多元醇种类、熟化时间、熟化温度对复合薄膜性能的影响。结果表明聚酯型胶粘剂具有更低的摩擦系数和剥离系数;孙明芬[2]则制备了新型单组分聚氨酯粉末胶粘剂,并考察了R 值对胶粘剂的影响。结果表明,制备的聚氨酯粉末满足工业低温施胶要求。本试验则从环保的角度入手,提出一种更为环保的聚氨酯复膜胶,并对制备的复膜胶性能进行验证。
1 材料与方法
1.1 材料与设备
试验材料:聚丙二醇(PPG),谦和化工CP;异佛尔酮二异氰酸酯(IPDI),云佰汇生物CP;亚甲基二异氰酸酯(HDI),鑫九诚化工CP;甲苯二异氰酸酯(TDI),登诺新材料CP;二羟甲基丙酸(DMPA),三石生物CP;丁二醇(BDO)信恒化工AR;三羟甲基丙烷(TMP),俊隆化工AR;三乙醇胺(TEA),初鑫化工AR;二丁基二月桂酸锡(DBTDL),济南彬琪化工AR。
试验设备:DZF-6020 型真空干燥箱,玛瑞特科技;TH-22a 型红外光谱仪,天恒设备;WDW-1 型万能试验机,鼎测设备;QHQ-A 型铅笔硬度计,奥科设备;QTX 型漆膜弹性试验器,筑龙仪器;NDJ-1型旋转粘度计,昌吉仪器;TG18KR 型离心机,舜制仪器;UV-1901 型紫外可见分光光度计,继谱电子科技;LS-609 型粒度分析仪,欧美克仪器;PT-6086型剥离强度试验机,宝大仪器。
1.2 试验方法
1.2.1 SFWP 乳液合成
(1)选择相对分子质量分别为1 000 和2 000的PPG 进行脱水,然后在干燥N2的保护下,放入四口烧瓶中。将一定质量的HDI、IPDI、TDI 放入烧瓶中,缓慢提升烧瓶温度至95 ℃,并加入适当的DBTDL 催化反应2 h。
(2)待反应结束,将烧瓶温度降至90 ℃,然后加入溶解好的DMPA 3.0 g 继续反应2 h。
(3)待反应完成,放入适量的BDO,同时根据体系黏度放入丙酮降黏。继续反应40 min 后,将体系温度降低至77 ℃。放入2.00 g TMP 继续反应3 h,然后自然降温至37 ℃后,放入2.26 g TEA 进行中和反应40 min。
(4)反应结束后,按照配比放入蒸馏水通过搅拌机进行高速乳化40 min,然后在减压蒸馏的作用下得到SFWP 乳液。具体配比见表1。
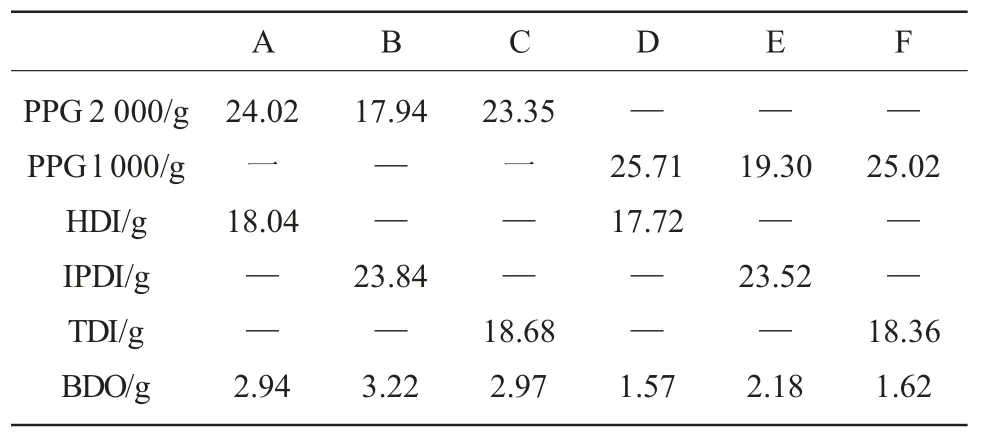
表1 SFWP 乳液的主要材料配比Table 1 The proportion of SFWP emulsion
1.2.2 SFWP 薄膜制备
通过涂覆法在厚度为12μm 的BOPET 离型基膜上均匀涂布SFWP 乳液,然后置于室温条件静置24 h;待乳液成膜后,置于DZF-6020 型真空干燥箱中烘干,烘干温度和时间分别为60 ℃和12 h;待样品自然冷却后,得到复合薄膜,最后通过分离复合薄膜得到SFWP 薄膜。
1.3 性能测试
1.3.1 SFWP 薄膜力学性能测试
参照GB/T1040.3-2006 标准测试[3]。
(1)将待测材料制备成力学性能测试标准样条,然后固定在电子万能试验机上,并调节试验机标距至20 mm。
(2)打开电子万能试验机,按50 mm/min 的拉伸速度施加荷载,待样品断裂后计算拉伸强度和断裂伸长率。
1.3.2 SFWP 薄膜其他性能测试
铅笔硬度:参照GB/T6739-2006 标准测试[4]。
柔韧性:参照GB/T1731-1993 标准测试[5]。
耐水性:参照GB/T1733-1933 标准测试。具体将制备的样品完全浸入温度为23 ℃的去离子水中浸泡48 h,然后观察薄膜发白情况[6]。
可见光测试:用紫外可见分光光度计测试[7]。
1.3.3 乳液性能测试
外观:参照GB/1722-1992 标准测试[8]。
稳定性:将乳液置于TG18KR 型离心机中进行离心操作,离心转速和时间分别是3500 r/min 和15 min,离心结束后,观察乳液是否有沉淀产生。
平均粒径:提前将乳液稀释至2%,在温度25℃条件下,以90°为检测散射角,控制波长范围为630 mm。
2 结果与讨论
2.1 SFWP 薄膜力学性能
材料的力学性能是表征材料能否在包装领域使用的重要参数之一,通过对材料力学性能进行表征,分析材料的强度,测试结果见表2。

表2 力学性能测试结果Table 2 The mechanical property test results
由表2 可知,HDI 型的SFWP 薄膜断裂伸长率最高,达到了715.16%,但是其拉伸强度较弱,仅有4.36 MPa。而IPDI 和TDI 型的SFWP 断裂伸长率明显低于HDI,拉伸强度则明显高于其余样品,分别达到了9.66 MPa 和11.86 MPa。出现这个变化的主要原因与HDI 结构有较大关系,HDI 分子链中存在六个对称旋转的亚甲基结构,在这种特殊结构的作用下,使得材料的柔性和弹性均有较大提升,这就导致制备的SFWP 薄膜具备较大的断裂伸长率。而IPDI 和TDI 型SFWP 薄膜在拉伸强度的变化也与其结构有关,这两种原材料的分子结构均为环状,这种分子结构的物质一般都具备较大的刚性,因此以该原料制作的材料具备较大的拉伸强度。
PPG 对SFWP 薄膜影响规律在于其相对分子质量大小与断裂伸长率成正比,与拉伸强度成反比。这是因为PPG 相对分子质量直接影响内部的羟值。相对分子质量越大,羟值越小,则分子链的交联程度越低,拉伸强度和硬度也被抑制,但在一定程度上增强了断裂伸长率。
2.2 R 值对SFWP 乳液及薄膜性能的影响
R 值为反应中所有-NCO 和-OH 的物质的量比,该值对乳化前体系中剩余-NCO 浓度值和SFWP 预聚物相对分子质量起决定性作用,本试验设置R 值为1.0、1.2、1.4、1.6、1.8、2.0。表3、表4 分别为R 值对乳液和薄膜的影响。由表3 可知,R 值对乳液的性能影响较大。这是因为R 值较小的情况下,体系内只留下了较少的-NCO 键,这会导致SFWP 分子链互相缠绕,增加了乳液的黏度。而R 值较大,体系内含有的极性脲键越多,粒子粘结性能和平均粒径均有一定程度的提升,因此外观和稳定性则明显下降,因此适合的R 值为1.2。

表3 R 值对乳液的影响Table 3 The effect of R value on the emulsion
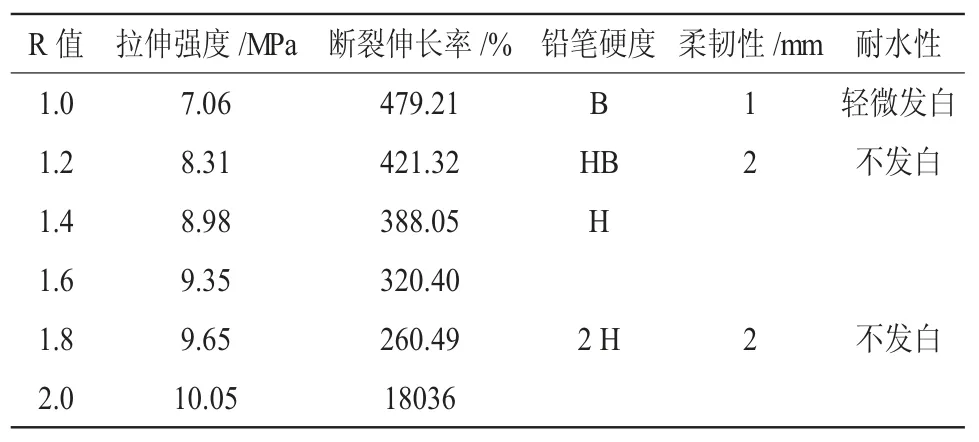
表4 R 值对薄膜的影响Table 4 The effect of R value on the film
由表4 可知,随R 值对材料力学性能也有较大影响,R 值与SFWP 拉伸强度成正比,与断裂生产率成反比。这也与脲键的生成数量有很大的关系,脲键越多,体系内含有的三维氢键也越多,分子间作用力增加,材料拉伸强度和硬度增加,膜韧性和断裂伸长率均有一定下降。同时,当R 值增加,脲醛含量也越多,这就在一定程度上提升了SFWP 薄膜的耐水和内聚能。
2.3 SFWP 薄膜的可见光透过率
材料的可见光透过率是影响包装外观的主要因素,也是其能否用于包装领域的重要参数,因此在设计包装材料时,需要先测试材料的可见光透过率,结果见图1。由图1 可知,随入射波长的增加,所有SFWP 薄膜的透射率不断增加。在包装行业中,要求聚氨酯复膜胶的可见光透过率超过80%,而制备的几种材料中,只有HDI 型和IPDI 型SFWP 薄膜达到要求,可见光透过率分别达到91.81%和89.74%。其余材料均无法达到理想使用要求。这是因为受材料影响,在自然光条件下,除HDI 型和IPDI 型SFWP 薄膜外,其余材料可能出现黄边,影响可见光透过率[10]。
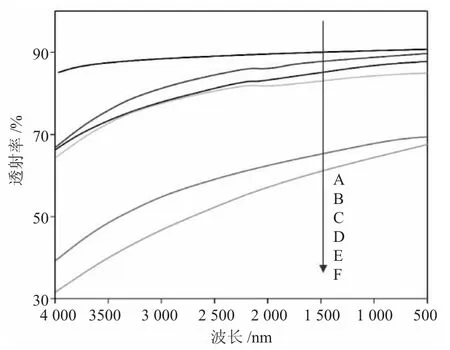
图1 可见光透过率测试结果Fig. 1 The visible light transmittance test results
2.4 SFWP/BOPET 的薄膜剥离强度
除可见光透过率外,剥离强度也是材料能否用于包装行业的重要参数,对不同材料的剥离强度进行测试,结果见图2。
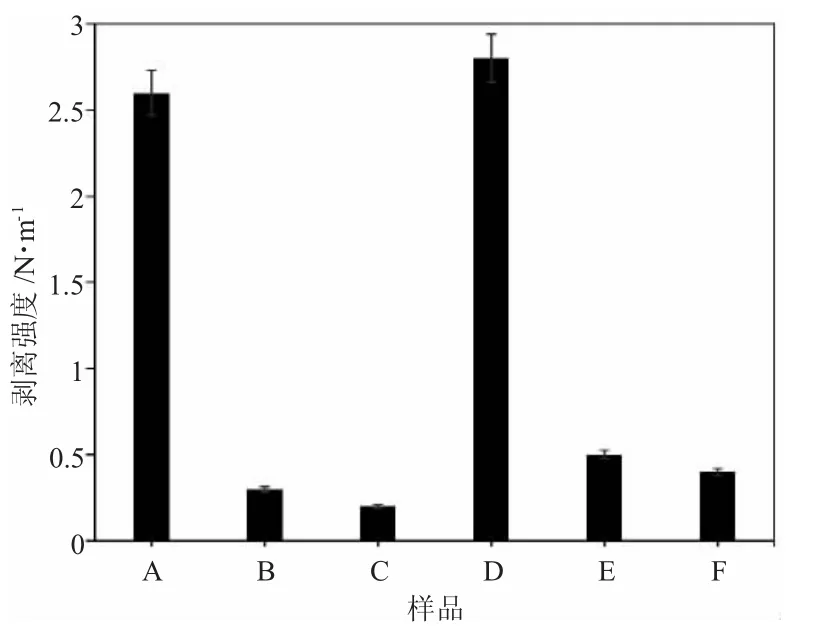
图2 剥离强度测试结果Fig. 2 The peel strength test results
由图2 可知,IPDI 和TDI 型材料的剥离强度最低,分别为0.16 N/cm 和0.11 N/cm。而HDI 型材料具有较高的剥离强度,达到了2.9 N/cm,出现这个变化也与材料自身的分子结构有关,HDI 为线性对称的分子结构,这种结构具备较高的硬段结晶度,因此制备的材料也具备较大的剥离强度。
3 结 论
综上,本试验制备的复膜胶在力学性能和基本性能方面表现良好,可以在包装领域使用。具体结论如下:
(1)IPDI 和TDI 型SFWP 薄膜拉伸强度为9.66 MPa 和11.86 MPa,IPDI、TDI 与SFWP 复合薄膜剥离强度分别为0.16 N/cm 和0.11 N/cm。
(2)HDI 型和IPDI 型SFWP 薄膜可见光透过率最佳,分别为91.81%和89.74%,满足工业对于产品软包装SFWP 薄膜的要求。
(3)当R 值=1.2 时,SFWP 乳液和薄膜的综合性能最佳。
