Microstructure Transformation and Refinement Mechanism of Undercooled Cu-Ni-Co Alloy Based on Simulation of Critical Cutting Speed in Ultrasonic Machining
2024-01-03HEXiaoyuHOUKaiXUXuguangTANGChengZHUXijing
HE Xiaoyu, HOU Kai, XU Xuguang, TANG Cheng, ZHU Xijing
(School of Mechanical Engineering, North University of China, Taiyuan 030051, China)
Abstract: Both Cu60Ni38Co2 and Cu60Ni40 alloy were naturally cooled after rapid solidification from the liquid phase.The transformation law of the microstructure characteristics of the rapidly solidified alloy with the change of undercooling (ΔT) was systematically studied.It is found that the two alloys experience the same transformation process.The refinement structures under different undercoolings were characterized by electron backscatter diffraction (EBSD).The results show that the characteristics of the refinement structure of the two alloys with low undercooling are the same, but the characteristics of the refinement structure with high undercooling are opposite.The transmission electron microscopy (TEM) results of Cu60Ni38Co2 alloy show that the dislocation network density of low undercooled microstructure is lower than that of high undercooled microstructure.By combining EBSD and TEM,it could be confirmed that the dendrite remelting fracture is the reason for the refinement of the low undercooled structure, while the high undercooled structure is refined due to recrystallization.On this basis, in the processing of copper base alloys, there will be serious work hardening phenomenon and machining hard problem of consciousness problems caused by excessive cutting force.A twodimensional orthogonal turning finite element model was established using ABAQUS software to analyze the changes in cutting speed and tool trajectory in copper based alloy ultrasonic elliptical vibration turning.The results show that in copper based alloy ultrasonic elliptical vibration turning, cutting process parameters have a significant impact on cutting force.Choosing reasonable process parameters can effectively reduce cutting force and improve machining quality.
Key words: rapid solidification; undercooling; microstructure; refinement structure; ultrasonic elliptical vibration turning; cutting speed; finite element analysis
1 Introduction
Undercooling is the prerequisite for the solidification of the alloy liquid.The deep undercooling rapid solidification technology[1]can be used to undercool the alloy liquid and complete the solidification process in short time.The deep undercooling rapid solidification technology is one of the directions of non-equilibrium solidification technology, which mainly includes cyclic superheating technology[2], molten glass purification technology[3], dropping-tube containerless technology[4],emulsification technology[5], electromagnetic suspension melting technology[6],etc.The first two technologies are generally used in combination, which can be used to prepare bulk materials of tens of grams or even up to kilograms, and are also one of the promising technologies applicable to industrial production.The latter technologies are only suitable for undercooling experiment of small droplets with a mass of several grams,and are not suitable for mass production in industry.
Due to its remarkable non-equilibrium effect, the alloy material made by the deep undercooling rapid solidification technology has more excellent performance than the material obtained by the traditional process[7].In addition, due to the characteristics of the technology, the material does not require further processing such as rolling and heat treatment.Therefore,the technology is often used to prepare materials with excellent performance in the laboratory.In the past,researchers used this technology to study the rapid solidification theory, and they found many interesting phenomena, such as the recalescence[8,9], grain refinement[10,11], hypercooling[12], directional solidification[13],and so on.Because refined grain can not only improve the mismatch between strength and plasticity of materials, but also significantly improve the mechanical properties of materials.Therefore, the phenomenon of grain refinement has become one of the key objectives of research, and extensive research has been carried out on the origin of grain refinement.After many years of exploration, only recrystallization theory[14], dendritic remelting and fracture theory[15]and dynamic nucleation theory[16]are considered as the source of grain refinement, while the critical velocity theory[17], the instability of dendrite growth[18], and the nucleation theory[5]have been abandoned because it is difficult to prove from the experimental point of view or contradict itself.The dynamic nucleation theory is mainly verified in pure Ni and some Ni-based alloys, and the dendrite remelting and fracture theory is proved in most of the refined structures of Ni-based and Cu-based alloys with low undercooling, while the refinement mechanism in the refined structures of high undercooling is still very controversial.For example, Chen[19]proposed that the grain refinement of high undercooled Ni99.5B0.5 alloy was caused by dynamic nucleation, and Cochrane[20]believed that the refined structure of Cu-O alloy at high undercooling might be formed after the dendrite was remelted and broken, while Liu[21]suggested that the grain refinement of DD3 alloy at high undercooling was caused by recrystallization.It can be seen that different refinement mechanisms of refined microstructure under high undercooling may exist in different alloy systems.Therefore, in order to confirm the grain refinement mechanism of high undercooled alloy, more experimental studies need to be carried out in more different alloy systems.
In this paper, Cu60Ni38Co2 alloy and Cu60Ni40 alloy were selected as comparative experiments to study the effect of Co element on the microstructure transformation of Cu-Ni alloy.The refined structure was studied by means of electron backscatter diffraction (EBSD) and transmission electron microscopy(TEM) to provide more experimental basis for grain refinement mechanism.On this basis, this article used ABAQUS software to establish a two-dimensional orthogonal turning finite element model, and took Cu-60Ni38Co2 as the object to study the effects of cutting speed and amplitude on cutting force during ultrasonic elliptical vibration turning, as well as the changes in tool trajectory.This study can provide theoretical support and experimental basis for the practical application of ultrasonic elliptical vibration turning of copper based alloys in the future.
2 Experimental
2.1 Experiment steps
Under the protective atmosphere of argon (Ar),Cu60Ni38Co2 and Cu60Ni40 master alloys were prepared by vacuum arc melting furnace.The purity of melted Cu particles, Ni particles, and Co particles was 99.99%.The two types of master alloys should be melted at least 3 times to ensure the uniformity of the alloy composition, and about 4 g of alloy would be cut from the master alloy for undercooling experiment.The quartz test tube and sample were cleaned in ultrasonic cleaner for about 10 minutes to remove surface impurities.After drying the alloy and quartz tube, the tube containing alloy and B2O3were put into the high-frequency induction coil.Then the vacuum in the experimental furnace was pumped to 3×10-3Pa,and argon was backfilled to 5×10-2Pa.First, the temperature of the experimental furnace was slowly heated to about 700 ℃ and kept it for about 10 minutes so that B2O3could melt.Next, the temperature was continued to slowly increase until it exceeded the melting point of the alloy by about 150 ℃ and kept it for 10 minutes.Finally, cyclic superheating operation was combined to obtain the required undercooling of the solidified sample.The infrared thermometer (response time 1 ms)was used to record the temperature change during the natural cooling process of the alloy melt in real time.The whole experiment diagram is shown in Fig.1.
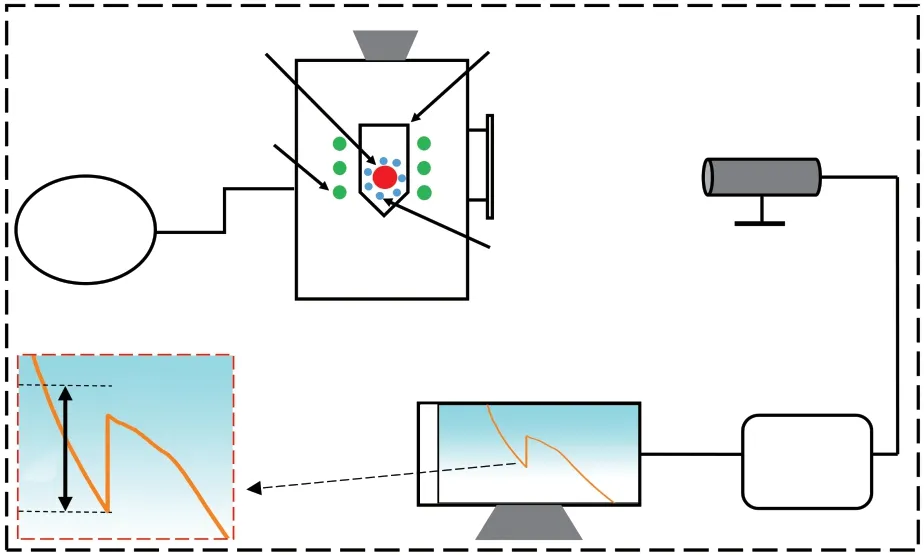
Fig.1 Schematic diagram of experiment
After cutting, inlaying and polishing, the alloy sample was corroded with 20 mL of HNO3and HCL mixed solution.Then microstructure characteristics of the alloy was observed the on the metallographic microscope (OM, Leica DM2500M).The samples with refined structures were selected to be polished by vibration polishing machine for about 10 hours to be characterized by EBSD.And the samples were made into standard parts by mechanical thinning and ion thinning,and observed by TEM.
2.2 Models
For alloys, undercooling (ΔT) is the difference between the liquidus temperature (TL) in the alloy equilibrium phase diagram and the actual solidification temperature.The deep undercooling rapid solidification technology can change the solidification temperature of the alloy, so the actual solidification temperature of the alloy is considered as the nucleation temperature (TN)of the alloy.
Because Cu60Ni40 is a typical single-phase alloy,single-phase alloy can still be formed by adding trace Co element.The BCT[22]model proposed by Boettinger, Coriell and Trivedi was used to analyze its dendrite growth.BCT model divides the dendrite tip undercooling into four components, namely, the solute undercooling (ΔTc), Thermal undercooling (ΔTt), curvature undercooling (ΔTr), and dynamic undercooling (ΔTk),
Combined with the characteristics of microstructure, the internal factors controlling dendrite growth can be analyzed.
3 Results and discussion
3.1 Microstructure analysis
The solidified samples of Cu60Ni38Co2 alloy were obtained by molten glass purification and cyclic superheating technology.By analyzing the microstructures, it is found that there are four typical transformation characteristics of its morphology with the change of undercooling:

Fig.2 Microstructure images of Cu60Ni38Co2 alloy at different undercoolings
∆T<74 K, the microstructure of Cu60Ni38Co2 alloy is coarse dendrite.The length of dendrite trunk is obviously longer, and the secondary dendrite arm is developed and fully encloses the trunk dendrite, as shown in Fig.2(a).Dendrite has no specific growth direction and is in a chaotic growth state.With the increase of undercooling, the secondary dendrites on the main dendrites gradually disappear, which is the trace left after the dendrite remelting.In addition, the dendrite fineness also increases with the increase of undercooling,as shown in Fig.2(b).According to the BCT model,the dendrite growth of the alloy at low undercooling is mainly affected by solute diffusion, and the dendrite is limited to grow in a narrow region around, so coarse dendrites form within the alloy.
74 K<∆T<157 K, in this undercooling range, the proportion of dendrites disappears with the increase of undercooling, and equiaxed grains with relatively curved grain boundaries are mixed in dendrites.A large number of equiaxed grains appear in the alloy structure at∆T=100 K, and the relatively complete first grain refinement occurred.In addition, residual dendrite fragments can also be observed in the refined structure, as shown in Fig.2(c).With the further increase of undercooling,some short directional dendrites begin to appear in the microstructure, which can be contributed to the growth of dendrites is controlled by both solute diffusion and thermal diffusion within the undercooling range, and its control mode gradually transits to thermal diffusion with the increase of undercooling.At ∆T=157 K,many dendrites have appeared in the microstructure of Cu60Ni38Co2 alloy without equiaxed grains.
157 K<∆T<225 K, the refined equiaxed grains almost disappear, and the microstructure morphology of the alloy presents fine dendrite morphology, and the dendrite also presents strong directional growth characteristics.According to the interpretation of BCT model,solute diffusion has little effect on dendritic growth,and thermal diffusion dominates dendritic growth.The dendrite growth range dominated by thermal diffusion is much wider than that controlled by solute diffusion.Therefore, the microstructure is characterized by the development of extremely fine directional dendrite network, as shown in Figs.2(d) and 2(e).

Fig.3 Microstructure images of Cu60Ni40 alloy

Fig.4 Characteristic undercooling and grain size of Cu60Ni38Co2 and Cu60Ni40 alloys
∆T>225 K, the directional fine and dense dendrites dominated by thermal diffusion disappear, and lots of equiaxed grains appear again in the alloy microstructure.At this time, the alloy experiences second grain refinement, as shown in Fig.2(f).Different from the grain refinement under low undercooling, the refined grains within this undercooling range are significantly different.The grain refined for the second time mainly presents the polygon feature of flat grain boundary, and many annealing twins are also observed in the refined structure.The above conforms to the characteristics of recrystallization, which shows that recrystallization is likely to be the cause of grain refinement of the alloy microstructure under high undercooling.
The undercooled Cu60Ni40 alloy sample was obtained by the same technology, and the change of its microstructure morphology with undercooling is shown in Fig.3.
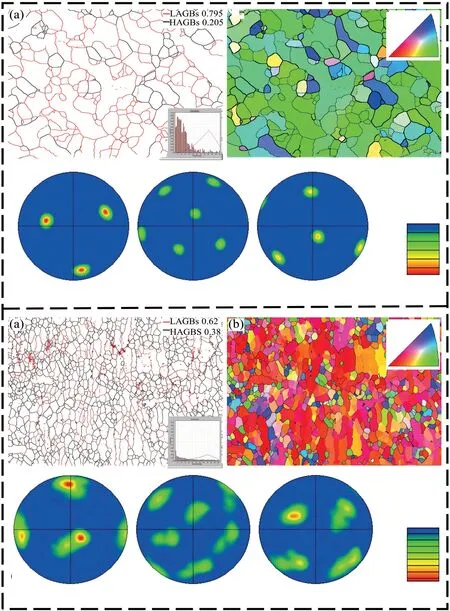
Fig.5 EBSD characterization of (I) Cu60Ni38Co2 alloy at ∆T=100 K and (II) Cu60Ni40 alloy at ∆T=74 K: (a) Grain boundary, (b) Grain orientation and (c) Pole figure
It is found that the transformation of microstructure morphology of Cu60Ni38Co2 and Cu60Ni40 alloys follow the same evolution with the change of undercooling, that is, "coarse dendrite - equiaxed grains - oriented fine dendrite - equiaxed grains ".So the factors controlling dendrite growth of the alloy are also the same within the undercooling range.The addition of Co has little effect on the microstructure and morphology of Cu60Ni38Co2 alloy.But compared with Cu60Ni40 alloy, it increases the density of coarse dendrites and directional fine dendrites in the former.The addition of Co also makes the grain size of Cu-60Ni38Co2 alloy larger, but also makes the grain size of its refined structure more uniform.What is more, Co element improves the characteristic undercooling of Cu60Ni38Co2 to a low degree, which is unfavorable to the grain refinement of the alloy.However, Co element expands the scope of the first grain refinement, which is beneficial to the preparation of materials with fine structure of Cu60Ni38Co2 alloy.
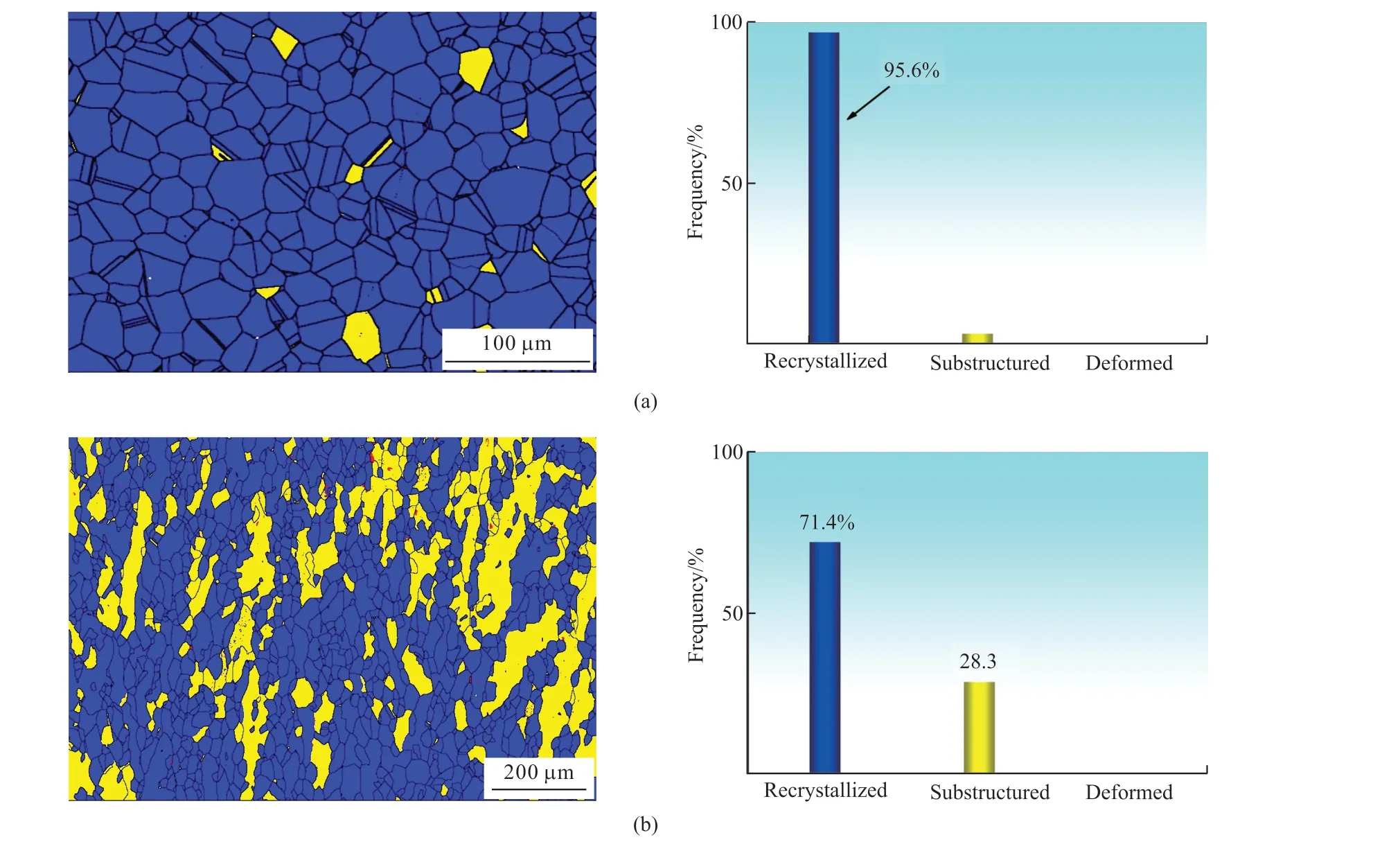
Fig.7 Recrystallization area and proportion of alloy: (a) Cu60Ni38Co alloy and (b) Cu60Ni40 alloy
3.2 Analysis of refinement mechanism
The refined structure of Cu60Ni38Co2 and Cu-60Ni40 alloys were characterized by EBSD and TEM to explore the grain refinement mechanism.
First of all, we define the grain boundary with misorientation < 15° as low angle grain boundary(LAGBs), and the grain boundary with misorientation>15 ° as high angle grain boundary (HAGBs).EBSD characterization of refined structure of Cu60Ni38Co2 alloy at ∆T=100 K and Cu60Ni40 alloy at ∆T=74 K in Fig.5(a) that the red line represents LAGBs and the black line represents HAGBs.It is obvious that the proportion of LAGBs is very high, while the proportion of HAGBs is very low.According to statistics,the LAGBs of Cu60Ni38Co2 alloy is 79.5%, and the HAGBs is only 20.5%.While the LAGBs of Cu60Ni40 alloy is 62%, and the HAGBs is only 38%.In Fig.5(b),grains with different colors represent different spatial orientations of grains, while grains with similar colors represent consistent spatial orientations of grains.A large number of grains with similar colors in the Figure indicate that the spatial orientation of grains in the fine structure of the two alloys with low undercooling is highly uniform, and the high strength texture is also observed in the corresponding pole Fig.5(c).EBSD characterization shows that Cu60Ni38Co2 and Cu-60Ni40 alloy have the same refinement mechanism for refined microstructure at low undercooling, while Li's dendrite remelting mechanism conforms to the above EBSD characteristics.Li[15]believes that the latent heat of crystallization released by the alloy melt during the rapid solidification process will increase the temperature of the system.When the temperature exceeds the temperature of the alloy solidus, the primary dendrite will be remelted and the microstructure will be refined.Therefore, the high proportion of LAGBs in refined structure is mainly caused by a large number of tiny grains formed after dendrite remelting, and texture with higher strength is derived from the similar orientation of many small grains.The high strength texture is because the dendrite growth of the low undercooling alloy is affected by both solute diffusion and thermal expansion.The tiny grains formed after the dendrite remelting are still greatly affected by thermal diffusion,thus showing a more concentrated spatial orientation.So the dendrite remelting theory can explain the grain refinement phenomenon of low undercooling refined structure.
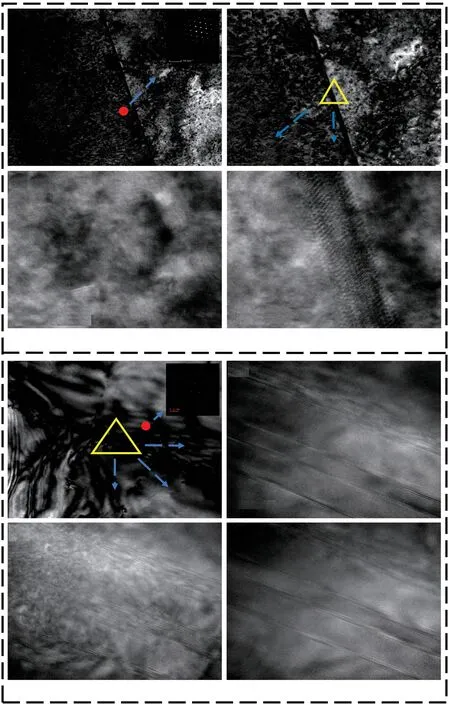
Fig.8 TEM characterization of refined structure of Cu60Ni38Co2 alloy at (I) ∆T =100 K and (II) at ∆T =259 K
Fig.6 is EBSD characterization of refined structure of Cu60Ni38Co2 alloy at ∆T=259 K and Cu60Ni40 alloy at ∆T=222 K.The green lines in Fig.6(a) represent the twin grain boundaries (TBs), which are special high angle grain boundaries.In the refined structure of Cu-60Ni38Co2 alloy, the HAGBs can reach 92.3%, while the TBs accounts for 27.1%.In the refined structure of Cu60Ni40 alloy, the proportion of HAGBs is 76%, and the TBs is about 22.6%.A large number of disorderly colors in Fig.6(b) show that the spatial orientation of grains under high undercooling has no specific direction but random.No high strength texture with main orientation were observed in the corresponding pole figures.
It can be seen that the EBSD characterization of the refined structure of the alloy under high undercooling is completely opposite to that under low undercooling.That is, the proportion of HAGBs in the high undercooled refinement structure is very high, the grain orientation is random and there is no high strength texture.In addition to high proportion of LAGBs and consistent grain orientation, the refined microstructure of low undercooling also has high strength texture.It can be seen that the grain refinement mechanism under high undercooling is different from that under low undercooling, and a small amount of Co has little effect on the grain refinement mechanism under different undercoolings.Combined with the high proportion of HAGBs, large number of annealing twins and high proportion of TBs in the high undercooling refined structure, it can be considered that the structure is refined due to recrystallization.Fig.7 shows the recrystallization regions and proportions of the two alloys.
From the TEM characterization results of the refined structure of Cu60Ni38Co2 alloy at different undercooling in Fig.8, the dislocation network density in the refined structure at ∆T=100 K is relatively low, and a lot of dislocations are observed at the grain boundary.However, the dislocation network density of refined structure at ∆T=259 K is slightly higher, and there are many stacking faults and dislocations at the twin.It can be predicted that even after the alloy structure recrystallizes at ∆T=259 K, more stacking faults and dislocations are still retained in the alloy.The above characteristics show that the high undercooled alloy melt undergoes intense deformation during rapid solidification, while the low undercooled alloy does not produce strong strain, which is favorable supporting evidence for the stress-induced recrystallization mechanism proposed by Liu[21].
4 Kinematics analysis of alloy on ultrasonic elliptical vibration turning
The principle of ultrasonic elliptical vibration turning: In the plane of the cutting direction and chip outflow direction, the tool applies ultrasonic vibration excitation in theX-axis (tangential) andY-axis (radial)directions respectively, and performs periodic intermittent cutting through motion synthesis.
The expression for the tool motion trajectory is:
The expression for the motion trajectory of the tool relative to the workpiece is:
In the formula,ais the amplitude in theX-axis direction, μm;bthe amplitude in theY-axis direction, μm;φ the phase difference, (°);fthe vibration frequency,Hz;Vthe cutting speed, m/min;tthe time.Ultrasonic elliptical vibration turning can be divided into separated and non-separated types.Non separation type refers to the tool and workpiece always in contact during the cutting process; Separation type refers to the periodic pattern of contact and separation between the tool and the workpiece during the cutting process, which facilitates the diffusion of cutting heat, reduces cutting force, and extends the tool life.The defined speed ratio isVc/Vmax=Vc/(2πfAx), whereVcis the cutting speed,m/min;Vmaxthe critical speed (the maximum vibration speed of the tool in the cutting direction), m/min;Axthe amplitude, μm.WhenK>1, it is a separated elliptical vibration, meaning that the cutting speed is greater than the critical speed, and there will be separation between the tool and the workpiece during the cutting process;WhenK<1, it is a non-separating elliptical vibration,meaning that the cutting speed is less than the critical speed, and there is no separation between the tool and the workpiece during the cutting process.The net cutting time ratio of tool to workpiecer=tc/Trefers to the ratio of the actual cutting time of the tool to the vibration periodTwithin a complete cycle, andrdetermines the ultrasonic elliptical vibration cutting effect.When thervalue is small, the separation effect is obvious.
5 Establishment of alloy finite element model
5.1 Material constitutive equation
The Johnson Cook material model was selected to describe the relationship between plastic strain and stress of the material, taking into account the effects of strain rate and temperature, making it more suitable for cutting simulation.The expression is:
In the formula,Ais the reference initial stress,MPa;Bthe hardening modulus, MPa;nthe hardening index;Cthe strain rate strengthening coefficient;mhot soft chemical index;0the reference strain rate;Trthe reference temperature,℃;Tmthe molten melting temperature,℃;the equivalent strain rate; the strain rate;Tthe initial temperature,℃.
5.2 Alloy finite metamodeling
In the study of the turning process of Cu60Ni-38Co2 copper based alloy, the constitutive model performance parameters of the material were obtained through literature review.The relevant parameters are shown in Tables 1 and 2.In Table 1,C,n,m,andD1-D5are all dimensionless parameters of the material model.
Table 1 Johnson Cook model damage parameters for Cu60Ni38Co2
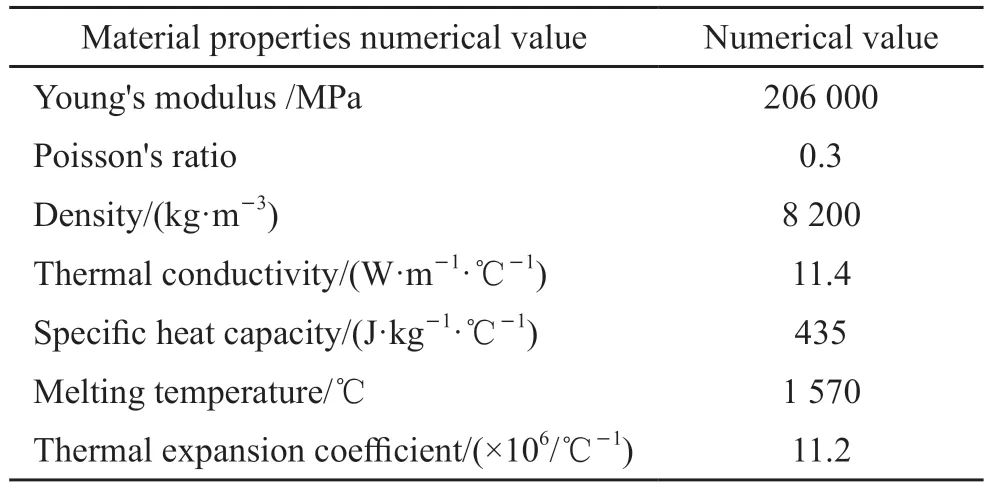
Table 2 Material properties of Cu60Ni38Co2
Establish a two-dimensional orthogonal turning finite element model of Cu60Ni38Co2, and the results are shown in Fig.9.
The workpiece size is 1.5 mm × 0.5 mm, set completely fixed on the left and bottom, using a hard alloy tool with a front angle of 7 ° and a back angle of 10°.The frequency is 20 kHz and the amplitude is 5-23.The cutting speed is 18-90 m/min, and the cutting depth is 0.1 mm.CPE4R is used to reduce the integral grid for division, refine the mesh of the cutting area in contact with the workpiece and tool, and sparsely divide the non-contact cutting area.By using this transitional grid partitioning method, the effect of reducing the number of grids and improving computational speed can be achieved, ensuring the smooth progress of simulation calculations.
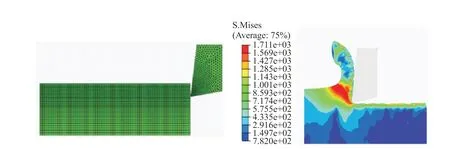
Fig.9 Finite element model and turning process
5.3 Simulation analysis of tool and workpiece separation
The cutting process of ultrasonic elliptical vibration turning for one vibration cycle is shown in Fig.10.The tool insertion stage in Fig.10 is the state when the tool starts cutting the workpiece, the cutting stage is the state when the tool is cutting the workpiece, the cutting completion stage is the state when it will be separated from the workpiece, and the tool withdrawal stage is the stage when the tool is separated from the workpiece, completing one cycle of cutting and preparing for the next cycle of cutting.The simulation analysis results are consistent with the basic principle of ultrasonic elliptical vibration turning.
5.4 Tool path analysis
From Figs.11(a) and Fig.11 (b), it can be seen that when the cutting speed is 18 or 30 m/min, the elliptical trajectory formed by the tool during the cutting process is very obvious.From Figs.11(c)-11(e), it can be seen that as the cutting speed gradually increases, the elliptical trajectory during the machining process becomes less obvious, and ultrasonic elliptical vibration separation type turning gradually transitions to non-separation type.From Fig.11(f), it can be seen that when the cutting speed (90 m/min) is greater than the critical speed (75.36 m/min), the motion trajectory of the tool during the machining process is no longer an elliptical trajectory, but forms an ultrasonic elliptical vibration non-separation type of turning.Therefore, situations greater than the critical speed should be avoided and an appropriate cutting speed should be selected.
6 Conclusions
Fig.10 Cutting process of ultrasonic elliptical vibration turning for one vibration cycle
The undercooled Cu60Ni38Co2 and Cu60Ni40 alloy samples were obtained by the deep undercooling rapid solidification technology.The transformation process of microstructure with the change of undercooling was systematically studied.By means of EBSD and TEM characterization, the grain refinement mechanism under different undercooling was confirmed.On this basis, a two-dimensional orthogonal turning finite element model was established using software ABAQUS.The Cu60Ni38Co2 copper based alloy was simulated and analyzed using ultrasonic elliptical vibration turning.Studying the influence of cutting speed on tool trajectory.The main conclusions of this paper are as follows:
a) The microstructure of the two alloys has undergone the transformation process of "coarse dendrite-equiaxed grains-oriented fine dendrite-equiaxed grains" with the change of undercooling, and two grain refinement phenomena has occurred.
b) The refined structure at low undercooling is formed after the dendrite is remelted and broken, and the structure at high undercooling is refined due to recrystallization.
c) A small amount of Co has little effect on the transformation of the microstructure and the refinement mechanism of the alloy, but it increases the characteristic undercooling of Cu60Ni38Co2 alloy, which is not conducive to the grain refinement of the structure.
d) The cutting speed should not exceed the critical speed, otherwise it will affect the ultrasonic elliptical vibration machining effect.
e) Ultrasonic elliptical vibration turning technology has advantages in reducing cutting force, and relatively small cutting speeds should be chosen.
Conflict of interest
All authors declare that there are no competing interests.
杂志排行

Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Enhanced Electrochemical Performances of Ni Doped Cr8O21 Cathode Materials for Lithium-ion Batteries
- Design on the Prestressed Concrete Frame Beam-column
- Synthesis and Flocculation of Polyacrylamide with Low Water Absorption for Non-dispersible Underwater Concrete
- Experimental Behavior of Recycled Aggregate Concrete Filled Steel Tubular Columns
- Impact-abrasive Wear Behavior of ZTA and NbC Reinforced Fe60 Matrix Composites
- Synthesis and Characterization of Hollow Strontium Carbonate Pompons by Composite Soft Template Method