Impact-abrasive Wear Behavior of ZTA and NbC Reinforced Fe60 Matrix Composites
2024-01-03WANGShifengLIGuohuaHUBowenMIAOWencheng
WANG Shifeng, LI Guohua, HU Bowen, MIAO Wencheng
(School of Mechanical Electronic and Information Engineering, China University of Mining and Technology (Beijing), Beijing 100083, China)
Abstract: The impact-abrasive wear behavior of ZTA (zirconia toughened alumina) particle(ZTAp) and NbC particle (NbCp) reinforced Fe60 matrix composites (ZTAp-NbCp/Fe60) were investigated.Specimens of pure Fe60 matrix material, NbCp reinforced Fe60 composite (NbCp/Fe60) and ZTAp-NbCp/Fe60 with different contents of ZTAp were prepared through vacuum sintering and tested on an MLD-10B Impact Wear Rig.As revealed by the results, NbCp could strengthen Fe60 matrix, and had fine grain strengthening effect on Fe60 matrix.When the mass fraction of ZTAp was 5%-15%, the impact-abrasive wear performance of ZTAp-NbCp/Fe60 composites was better than that of Fe60 and NbCp/Fe60.When the mass fraction was 15%, the ZTAp-NbCp/Fe60 had the best performance.ZTAp could weaken the impact and wear effect of abrasive particles on the composite and protect the matrix.Cracks occured at the interface and at defects in the ZTAp.The former leaded to ZTAp shedding, while the latter leaded to ZTAp fracturing.In both cases, the performance of the composite material would decrease.
Key words: impact-abrasive wear; zirconia toughened alumina (ZTA) particle; NbC particle;composites; iron matrix
1 Introduction
Mechanical equipment in coal mining,metallurgical industry and highway transportation industry are suffering from impact-abrasive wear,which seriously reduces the service life of equipment and leads to economic losses of enterprises[1].Thus,it is increasing significant to design a reasonable process to prepare novel impact-abrasive wear resistant composite materials for the production of vital parts of the equipment.
Ceramic particle reinforced metal matrix composites(CPRMMCs) have been accepted and developed because of theirs high hardness, strength,toughness and low density[2], so the preparation technology and properties of CPRMMCs has become a research hotspot.With the addition of ceramic particles,the microstructure of the steel matrix can be modified under the effect of thermal stability dispersion, thus inhibiting the recrystallization and grain growth of austenite.When ceramic particles are evenly added to the steel matrix, local supercooling and large amount of crystallization will occur, and ceramic particles become the active center of crystallization, which has a significant impact on the mechanical properties of steel matrix composites.
Niobium carbide (NbC) ceramic particles are characterized by high hardness, high melting point(nearly 3 610 ℃) and chemical stability.NbC ceramic particles are capable of inhibiting the recrystallization of steel martix, improving its strength, toughness and wear resistance of the martix, as well as strengthening the matrix[3-5].NbC particles are mainly distributed at the grain boundary with the addition of NbC[6].
Qin Zhigang prepared NbC particles reinforced 45CrMoV matrix composites using the powder metallurgy method.Compared with 45crmov, the wear resistance exhibited of the composites was significantly enhanced[7].Li Ziyang prepared WC/NbC particle reinforced high chromium iron matrix composites on the basis of powder metallurgy and explored their properties.As revealed by the results,the wear properties exhibited by the composites were significantly improved after the addition of WC and NbC[8].Wen Haoet alprepared the matrix composites of AISI304 stainless steel reinforced with NbC.As revealed by the results, NbC significantly reinforced the matrix and enhanced the hardness and wear resistance of the matri[9].A series of NbC/FeCrNiCu high entropy alloy matrix composites (2.5vol%, 5vol%,7.5vol% and 10vol% of NbC) were prepared through vacuum induction melting.As revealed by the results,compared with the base alloy, the tensile yield strength,ultimate tensile strength and ductility of the new composite increased first and then decreased with the increase of the NbC content[10].Pang Yadanet altested the density and mechanical properties exhibited by TiC/NbC ceramic particles.As revealed by the results,the relative density of ceramic particles containing 16.67% TiC/NbC was the highest, and the Vickers hardness and bending strength were higher.TiC/NbC ceramic particles were uniformly dispersed in the iron matrix, and the interface between reinforcement and iron matrix was found to be excellent[11].Arantes VLet alprepared Al2O3/NbC gradient composites.The material was found with higher density and better fracture toughnes[12].ZTA(Zirconia toughened alumina) is a multiphase ceramic which is sintered at high temperature by adding a certain amount of ZrO2into Al2O3.ZTA particles have been increasingly used for reinforcements of metallic materials due to their excellent wear resistance, better fracture toughness,lower cost and relatively close thermal expansion coefficient to iron.Fanet alexplored the effect of the volume fraction and shape of ZTAp on the wear resistance of ZTAp/Fe45 composite material, They drew a conclusion that the composite with a volume fraction of 30% ZTAp exhibited the optimal wear resistance[13].Wanget alfound that the impact abrasive wear resistance of ZTAp/Fe45 composites increased first and then decreased with the increase of the size of ZTA particles.The impact abrasive wear resistance of the ZTAp/Fe45 composite reached the peak when the ratio of average sizes of the ZTAp to SiO2abrasives was close to 0.5.ZTAp of larger than higher than 0.5 mm could reduce the impact of SiO2abrasives.With the increase of the ZTAp particle size.the impact toughness of ZTAp/Fe45 composite increased first and then decreased.When the ZTA size was 2 mm,the composite exhibited excellent comprehe-nsive properties, and the elastic modulus was found to be the highest at the volume fraction of 20%[14,15].Fe60 and Fe45 are Fe-Cr-B-Si selffluxing alloy powder,which belongs to high chromium cast iron alloy.It is a good choice as the matrix of wear-resistant materials and very suitable for the repair and pre protection of agricultu mining, fan and other vulnerable parts.There are many researches on the preparation of composites with NbCp and ZTAp as reinforcement phases, and some research achievements have been reached.However, few scholars have done the study about impact-abrasive wear resistance of micron NbC mixed millimeter ZTAp reinforced Fe60 composites(NbCp-ZTAp/Fe60).It is important to research the effect of mass fraction of ZTAp on the behaviors of NbCp-ZTAp/Fe60 composite under impact and wear conditions simultaneously.
In this study, Fe60, micron NbC reinforced Fe60(NbC/Fe60) composite were manufactured through vacuum sintering.The impact-abrasive wear behaviors, wear mechanisms and wear process were investigated.This study can provide a reference for the development and research of materials used in extremely impacted and abrasive wear components, (e g, conveyor lining and crushers picks).
2 Experimental
2.1 The raw materials
In this study, the ZTA particles, which were made of alumina and zirconia through arc melting at 1 900 ℃,originated from Saint-Gobain Ceramics (Zhengzhou)Co., Ltd.ZTA refers to a multiphase ceramic particle sintered at high temperatures through the addition of a certain amount of ZrO2into Al2O3.Zirconia is distributed as a second phase within the grain boundary of alumina, primarily playing the role of induced phase change toughening and microcrack toughening, thus endowed the composite with high toughness and wear resistance.NbCp/Fe60 was prepared through vacuum sintering with NbC particle (NbCp) and Fe60 as the raw materials.
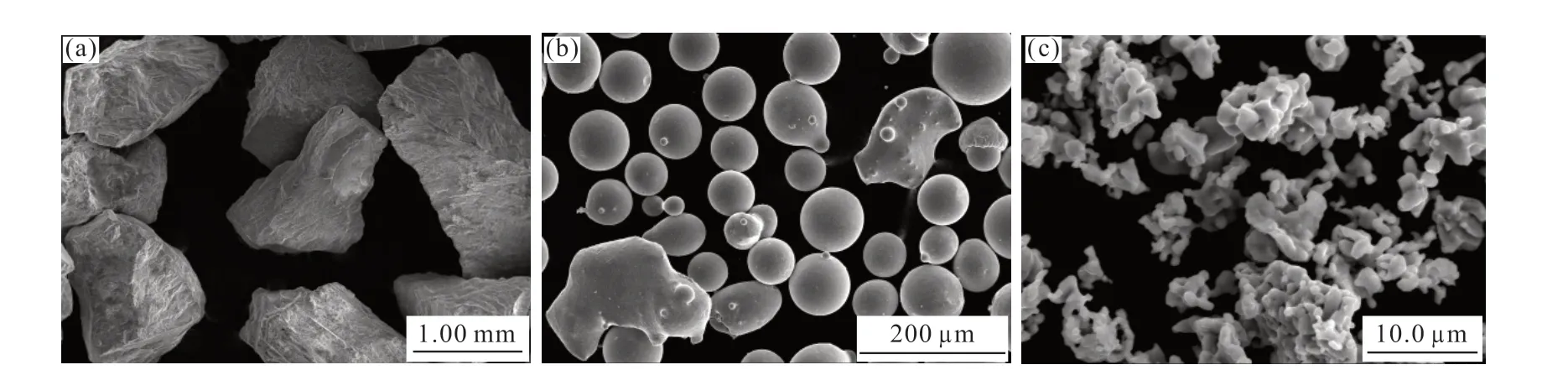
Fig.1 Morphologies of Fe60, NbCp, and ZTAp: (a) ZTAp; (b) Fe60; (c) NbCp

Table 1 Properties of NbCp[16]

Table 2 Characteristic parameters of Fe60 particles[17]

Table 3 Properties of ZTAp[18]

Table 4 Chemical components of ZTA particles/wt%[18]
Tables 1-4 present the parameters of NbCp,Fe60 and ZTAp.The Morphology of Fe60 of NbCp,and ZTAp are presented in Fig.1.The shape of ZTA particles is irregular Fig.1(a).Fig.1(b) illustrates that Fe60 particle is basically a regular sphere with different sizes.Fig.1(c) shows that the shape of NbC powder is polygonal and irregular, without smooth or undulating surface.
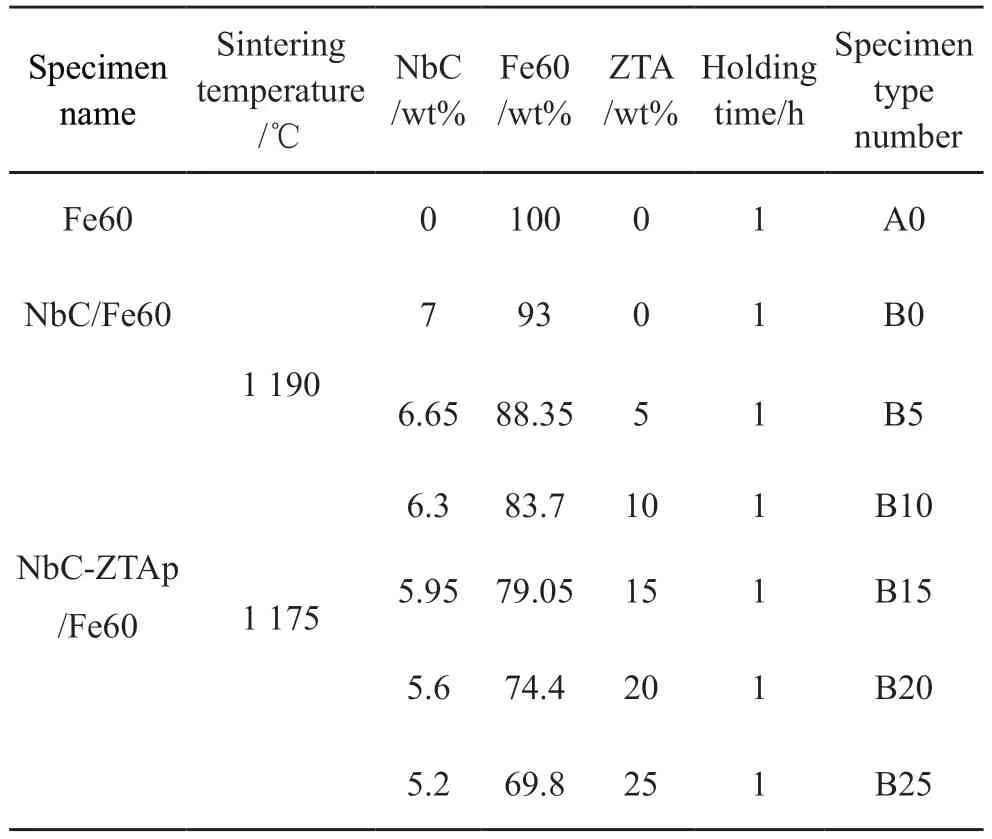
Table 5 Design of sample preparation scheme
The preparation process of composites is illustrated in Fig.2.First, Fe60 powder, ZTAp, and NbCp were weighed according to Table 5, then Fe60 powder and ZTAp were mixed using a high-energy ball mill by 3 vol% polyvinyl alcohol (PVA) for 20 minutes.The mixed powder was compacted at 444Mpa for 5 min, because the content of ZTAp and NbCp had an impact on the shrinkage rate of the sample,after experimental exploration, when the size of the pressed sample is 10 mm ×10 mm× 30 mm, the size of the sintered sample was the most appropriate for the following wear test.The compacted specimens were sintered in a vacuum furnace with heating rate of 10℃/min, and then heat preservation at 200 ℃ for 20 minutes because the volatilization temperature of PVAs was 200 ℃[19].The compacted samples were continue to be heated to the setted sintering temperature with the same heating rate seted temperature with same heating rate of 10 ℃/min, and then heat preservation for 1h at the sintering temperature, and then cooling down within the sintering furnace.When the mass ratio of NbCp to Fe60p was 7:93 according to previous research work, the enhancing effect of NbCp/Fe60 composite was good.At least three samples were sintered under each setted condition.

Fig.2 The basic steps of preparing composite materials by powder metallurgy
2.2 Testing method of microstructure and performance of samples
The hardness of the composite was measured with the 450SVD digital Vickers hardness tester.The load was 150 kg and the loading time was 10s.Random 5 points were tested on different parts of each sample, and then the average value was taken as the tested hardness.The phase composition of the samples was analyzed by using an Ultima IV XRD.The metallographic specimens (10 mm × 10 mm × 8 mm) were prepared and etched with 4% nitric acid ethanol solution.The microstructure and interface bonding of the composites were measured under the Hitachi S3400N and Gemini 300 scanning electron microscopes (SEM).Elemental compositions and distributions were tested through OXFORD energy dispersive X-ray spectroscopy (EDS).
The dynamic load MLD-10 type dynamic load impact wear rig (as illustrated in Fig.3(a)) was used to test the impact-abrasive wear performance.The size of experimental sample (as illustrated in Fig.3(d)) size was 30 mm×10 mm×10 mm(as illustrated in Fig.3(b))and the abrasive particle was 20-40 mesh quartz sand(as illustrated in Fig.3(c)) and its flow rate was 50 kg/h, the rubbing partner was made of Cr12MoV and its hardness was 57HRC, and the outer radius (Rw)and inner radius (Rn) of the grinding ring was 25 and 15 mm, respectively.The rotation speed was 200 r/min, the impact energy was 2, 3, and 4 J, the impact frequency was 150 times/min, and the impact wear time was 60 minutes, respectively.The wear test of each condition was repeated 3 times.After the respective, the sample surface was purified and cleaned with anhydrous ethanol immediately.After cleaning, the moisture remaining on the sample surface was dried with a hair dryer, the mass of the standard sample was weighed before and after the wear test based on an electronic analysis balance, the wear loss value could be obtained by Eq.(1):
where,W1andW2are the mass of the tested sample before and after wear testing, respectively.
3 Results and discussion
3.1 Metallographic structure of sintered sample
The metallographic structure of samples were illustrated in Figs.4(a)-4(g), and the XRD analysis of A0, B0 and B15 are illustrated in Fig.4(h).Fig.4(h)presents the strip-shaped (Fe, Cr)7C3carbides[20]and block-shaped (Fe,Cr)3B borides[21]distributed in the iron matrix, which enhanced the hardness of the iron matrix.The ZTAp was mainly composed of Al2O3and ZrO2.Different phase structures existed in the matrix and the composite material, but the matrix area structure and precipitated phase of the composite material were the same as that of Fe60 matrix sample,there was no new phase produced after NbC was added into Fe60 matrix.Figs.4(c-g) illustrated that when the mass fraction of ZTAp was 5%-15%, the ZTAp distribution was relatively uniform, and the bonding between the ZTA particles and the Fe60 matrix was well; when the mass fraction of ZTAp was greater than 15%, the contact probability between ZTAp increased.The contact between ZTAp would lead to gaps and defects in the interface with more ZTAp, thus resulting in lower interface strength, the topography of the specimen is shown in Fig.5.The ZTAp was easy to fall offwhen affected by external impact, thus resulting in serious damage and failuring.
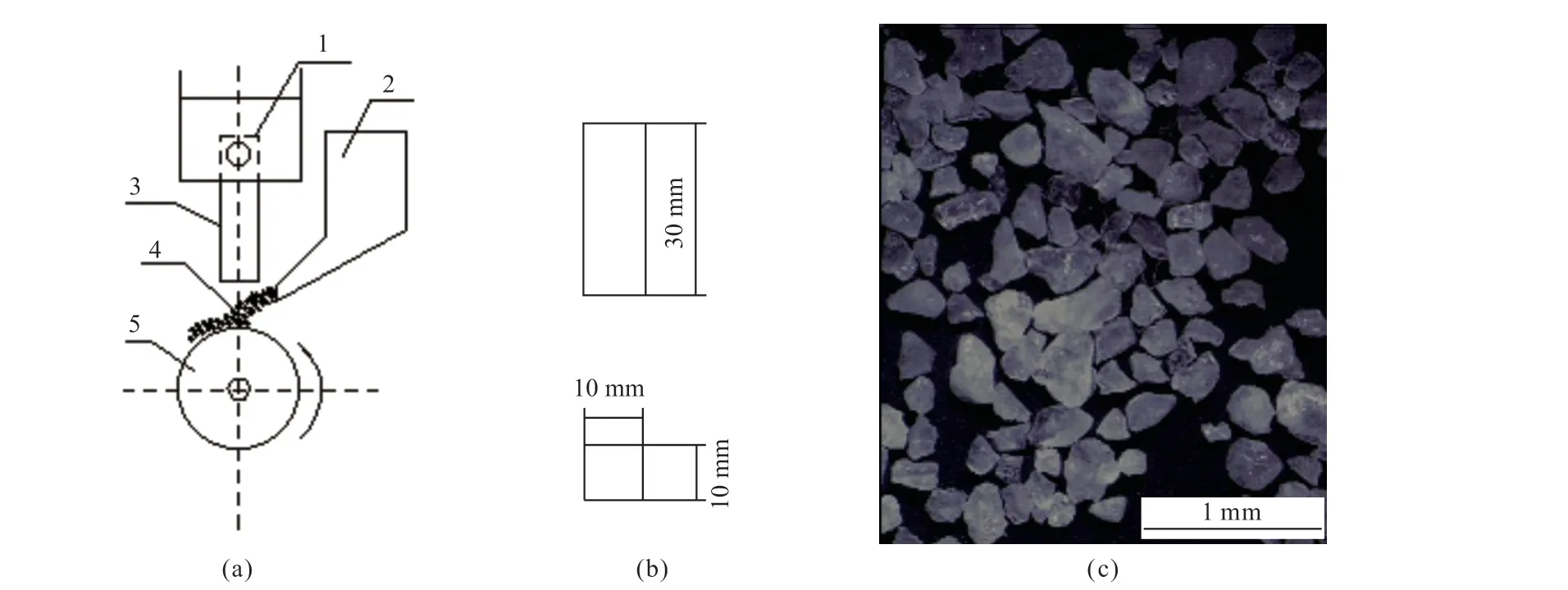
Fig.3 (a) Schematic diagram of impact-abrasive wear testing rig, 1-Dropping hammer, 2-Stand finnel, 3-Test Specimen, 4-Quartz sand,5-Lower specimen; (b) Size of the tested upper specimens; (c) SEM image of quartz sand abrasive particles

Fig.4 Metallographic structure of samples: (a)A0; (b)B0; (c)B5; (d)B10; (e)B15; (f)B20; (g)B25; (h)XRD analysis of A0, B0 and B15
The hardness of sintered samples are illustrated in Fig.6, the hardness of sample was greatly improved after adding NbC.Because the NbCp was much hard than Fe60 matrix, it dispersed in Fe60 matrix would enhance the effect in the second stage and hinder the grain growth, refine the grain (Fig.4(b)), improve the deformation resistance and bending strength of of Fe60 matrix.
The EDS mapping result of the composite is shown in Fig.7, the distribution of each element could be clearly observed.Fig.4(f) illustrates that during vacuum sintering process, NbCp was distributed on the grain boundary, because the thermal conductivity of NbCp was smaller than the matrix, the NbCp in front of the solid-liquid interface would hinder the solidification heat transfer.After the addition of NbC and ZTA, the composite material did not produce a new phase, ZTAp basically did not affect the phase of the matrix material.
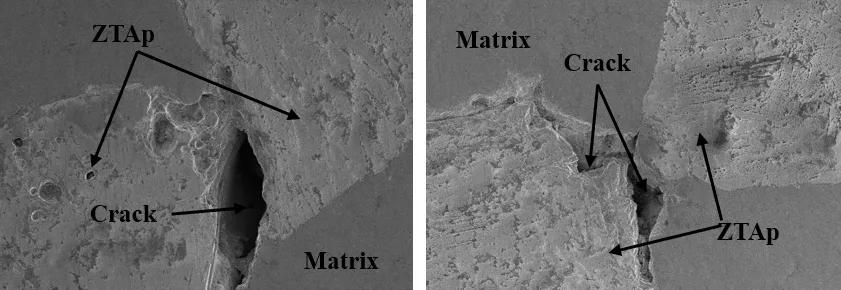
Fig.5 ZTAp-NbCp reinforced iron matrix composite microstructure

Fig.6 Hardness of sintered samples
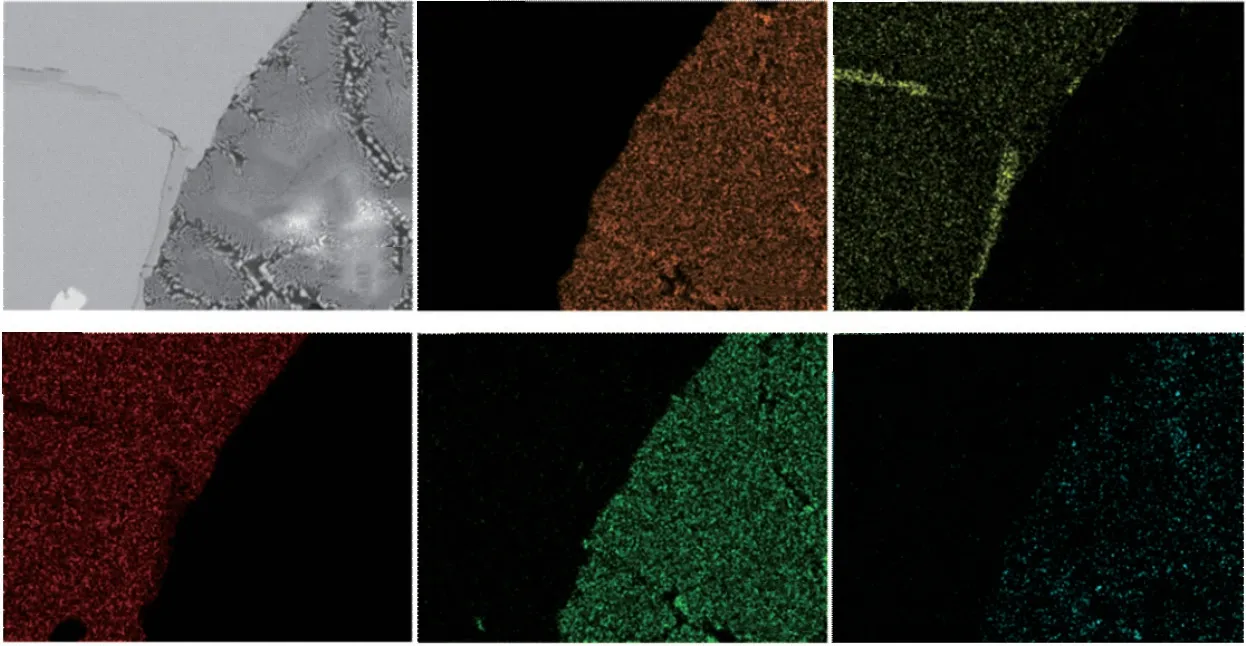
Fig.7 Microstructure and corresponding elemental mapping of the composite
Fig.7 illustrates that ZTAp binds well to the matrix of the composite material, and the ZTAp distribution was relatively uniform.Since the coefficient of thermal expansion of the iron matrix was much higher than that of ZTAp, the expansion rate and contraction rate of ZTAp in the sintering and cooling process were different, thus resulting in ZTAp being subjected to the compressive stress of the matrix during the cooling process, and the matrix receives tensile stress, which would form a dislocation strengthening, so they were combined by mechanical action[22,23].Meanwhile,compounds in the matrix moved to the ZTAp surface to fill the vacancies under the influence of thermal dynamics, realizing the mechanical bonding of ZTAp and the matrix, thus improve the impact-abrasive wear performance of the composite materials.
3.2 Impact abrasive wear behaviors
The impact-abrasive wear testing results are illustrated in Fig.8.Fig.8 illustrates the wear loss of materials under the impact energy of 2, 3, and 4 J.Under different impact energy conditions, the variation trend of wear mass loss of materials was consistent,but their values were different.The wear loss of B0 was smaller than that of A0, thus suggesting that NbC could strengthen Fe60 matrix and improved the wear resistance (mainly increased hardness),which was consistent with the above analysis.When the mass fraction of ZTAp was lower than 15%, the wear loss decreased with the increase of ZTAp mass fraction.Under the mass fraction of 15%, the wear loss was the lowest, thus suggesting that ZTAp could improve the impact resistance of the composite and the normal wear of the composite occured.When the mass fraction of ZTAp was higher than 15%, the wear loss increased dramatically.When the impact energy was greater than 3 J and the ZTAp mass fraction was greater than 15%, the wear loss was larger because of impact fracture.
To analyze the reasons, the sample B15 was selected as the research object and the stored data and wear morphology were analyzed.Fe60 had the highest wear loss and severe wear deformation occured (as illustrated in Fig.9(a)).Many furrows and pits were found.When the abrasive passes through the material surface, in the direction of shear stress,the abrasive particles repeatedly cut the sample surface to form furrows.After impacted by the hammer repeatedly, the furrow edge and subsurface would be extruded and deformed, thus resulting in the reduction of compressive impact strength and toughness of the material, lastly, the cracks formed on the surface.Under the repeating impact of the hammer,the cracks gradually expanded and connected, and then fracture would be pushed out of the material surface to form impact pits.The wear loss of NbCp/Fe60 was fewer than that of Fe60 in Fig.8, which suggested that NbC strengthened the Fe60 matrix and improved the deformation resistance and hardness of Fe60 matrix.The furrows and impact pits were shallower (Fig.9(b))and the impact abrasive wear resistance was improved.
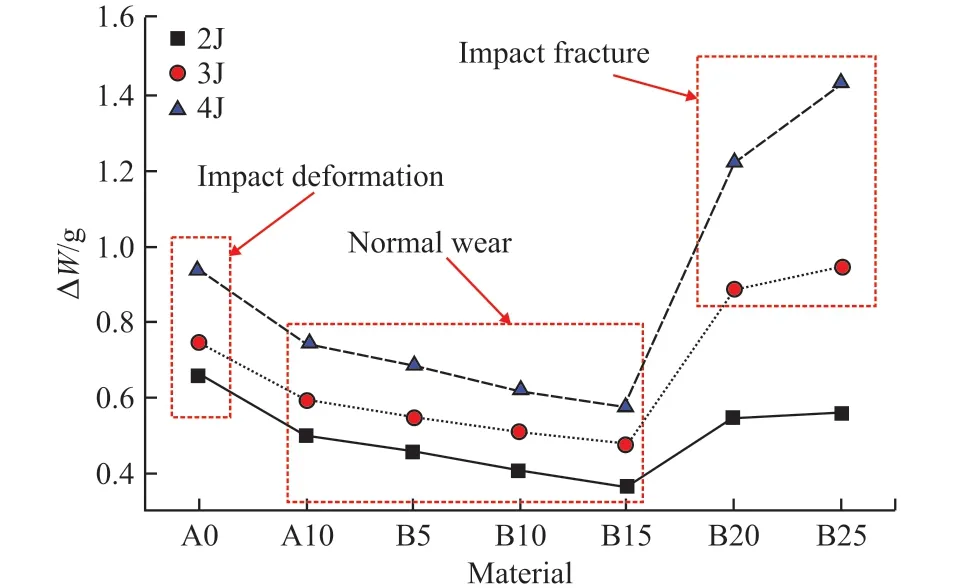
Fig.8 Wear loss and relative wear resistance of sintered samples
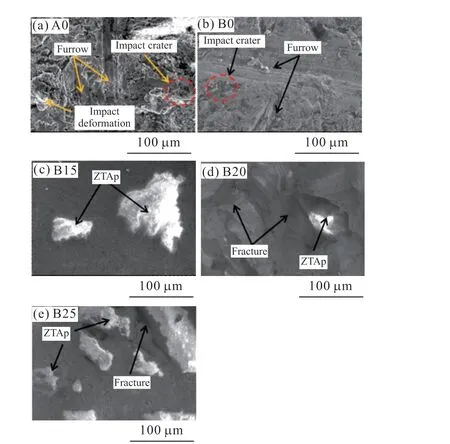
Fig.9 Wear morphologies of A0, B0, B15, B20, and B25
When the different amounts ZTAp was added, the wear loss was different.the wear loss decreased first and then increased with the increase of the mass fraction of ZTAp, this suggested that adding a certain amount of ZTAp could improve the impact wear resistance of the composite.When the mass fraction was 15%, the performance was highest and the wear surface of B15 was relatively flat.Some protruding ZTA particles would hinder the impact on the composite matrix, and weakened the wear effect of quartz sand abrasive on the composite matrix, as illustrated in Fig.9(c)).When the mass fraction was higherer than 15%, the wear loss was higher, thus suggesting that many ZTAps in the composite material would reduce the impact resistance of the composite material.The probability of contact between ZTAp increased because of the more ZTAp,thus resulting in ZTAp agglomeration, the defect of the composite material occurred and affected its performance.When the ZTAp on the convex surface was affected by the back impact of both the grinding partner and the abrasive quartz sand, the interface was damaged because the impacting force was greater than the binding force of the interface, which resulted in the increase of cracks and holes near the ZTAp, and ZTA particles were spalled lastly.After ZTA spalled,the properties of the composite decreased rapidly, and the cracks expanded rapidly under the repeated impact wear.When the cracks were connected, local fracture of the material was caused (as illustrated in Fig.9(d,e)).
3.3 Impact abrasive wear mechanism
To study the wear mechanism of composite under impact-abrasive wear, the wear morphology and wear loss of B15 was recorded and analyzed, as illustrated in Figs.10-12.
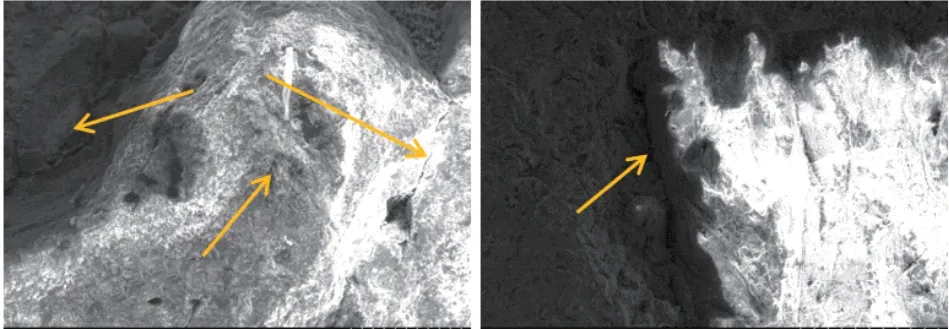
Fig.11 Wear morphologies of B15 at 40 min
In the early stage of impact-abrasive wear, ZTAp would protruate the surface due to the wear of the matrix.Meanwhile, ZTAp was well combined with the matrix (as illustrated in Fig.10(a)).The protruded ZTAp as the main wear-resistant phase to share more load and reduce the load of the iron matrix, which could weaken the tangency ploughing effect of quartz sand and hinder the impact effect of Cr12MoV on the matrix.The composite had higher impact-abrasive wear resistance.However, Fig.10(b) illustrates that a small number of ZTAp will be damaged because of its own defects (as illustrated in Fig.14) under the impact effect,which would have a certain impact on the subsequent impact abrasive wear process.When the composite material was impacted for a certain period of time, the ZTAp protruded from the surface of the material.Under repeated impact, parts of the interface between ZTAp and the matrix was damaged, and cracks appeared at the interface between ZTAp and matrix (as illustrated in Figs.11(a, b)).When the crack extended for one week along the phase boundary, the ZTAp releasesd energy on the surrounding matrix, thus resulting in the extrusion of the matrix, and the crack continued to extend in the matrix (as illustrated in Fig.12(a)).lastly, the matrix was seriously damaged, and then the ZTAp fell off, thus resulting in the impact abrasive wear performance of the composite decreasing.When the crack occured in the ZTAp (Figs.11(a,b)), the crack would expand inside the ZTAp.When the crack was connected again, the fracture of the ZTAp would occur(Fig.13(b)), which seriously affected the properties of the composite.Fig.13 illustrates the wear loss of composites was increased in the three stages.The wear of each stage accounted for 24%, 26.7%, and 49.3% of the total process wear, respectively.It further proves the process of ZTAp from protecting matrix to shedding,which was consistent with the above analysis of wear process.To sum up, the wear model of composite materials is established as shown in Fig.15.

Fig.12 Wear morphology of B15 at 60 min
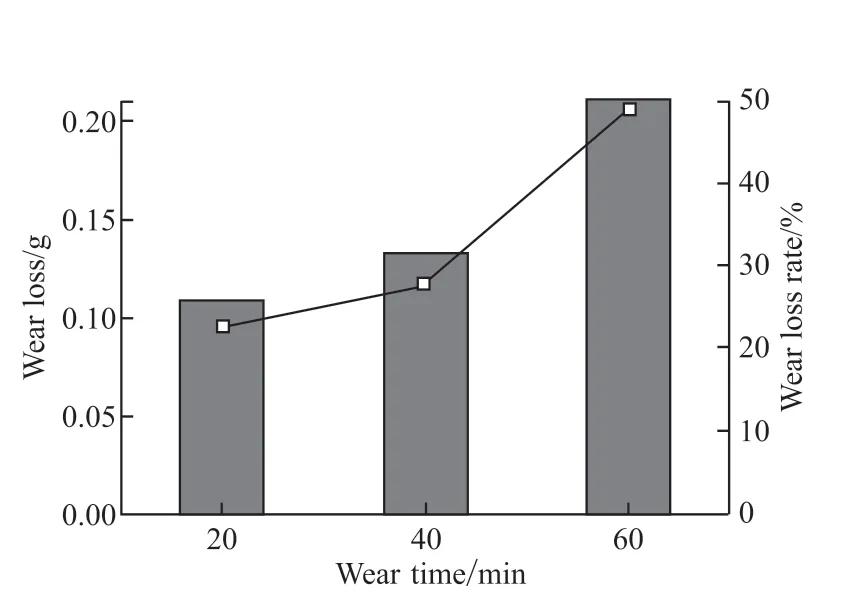
Fig.13 Wear performance of B15 in three stages
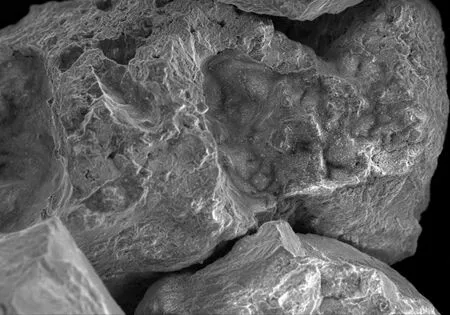
Fig.14 Microstructure of ZTAp
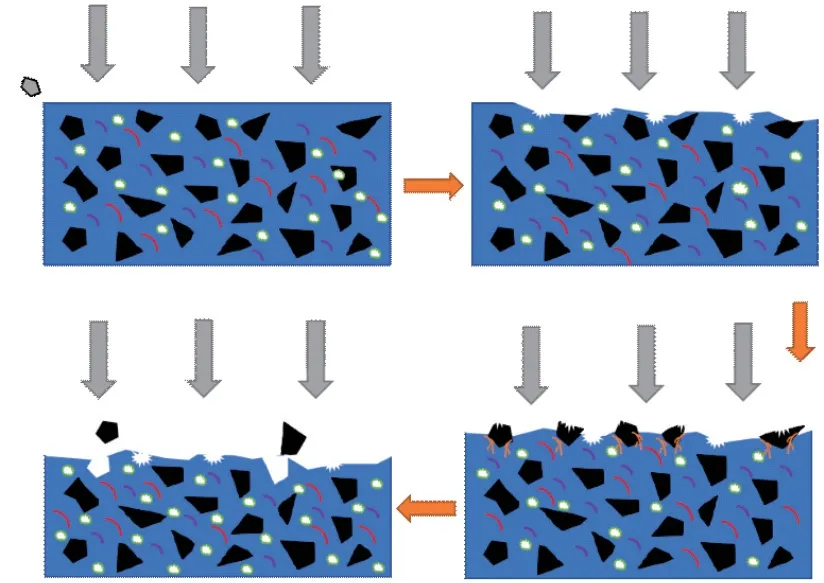
Fig.15 Schematic illustration of impact abrasive wear process of composites
Interfacial defects and cracks around ZTAp,which resulted in the ZTAp fell offduring the impact abrasive wear, which reduced the performance of the material.This indicated that surface treatment of ZTAp was necessary to improve the bonding between ZTAp and matrix.
4 Conclusions
a) The adition of NbCp into the matrix could strengthen Fe60, NbCp had fine grain strengthening effect on matrix.The hardness and impact-abrasive wear performance of NbC/Fe60 were higher than that of Fe60 matrix.
b) When the mass fraction of ZTAp was 5%-15%, ZTAp could weaken the ploughing and impact effect of abrasive particles on the matrix, and the impact abrasive wear properties of ZTAp-NbC/Fe60 composite were superior to that of Fe60 and NbCp/Fe60.The interface bonding between ZTAp and NbCp/Fe60 composite was well.With the increase of ZTAp mass fraction, the impact abrasive wear performance of ZTAp-NbCp/Fe60 composite increased first and then decreased.When the mass fraction of ZTAp was higher than 15%, the wear performance decreased because ZTAp agglomeration occurred and the defects appeared at the interface.Meanwhile, ZTAp was easy to fall offand composite materials were easy to fracture under the impact-abrasive wear condition.
c) ZTAp weakened the ploughs and impacts of abrasive particles on the composite to protects the matrix in the initial stage, and then cracks occured at the phase boundary and in ZTAp.Cracks would continue to expand to the matrix after they connected at the phase boundary.The cracks in the ZTAp continued to grow, ZTAp fracture occured when the cracks connect, the matrix damaged and ZTAp spalled off.These all reduced the impact abrasive wear performance of composites material.
Conflict of interest
All authors declare that there are no competing interests.
杂志排行

Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Enhanced Electrochemical Performances of Ni Doped Cr8O21 Cathode Materials for Lithium-ion Batteries
- Design on the Prestressed Concrete Frame Beam-column
- Synthesis and Flocculation of Polyacrylamide with Low Water Absorption for Non-dispersible Underwater Concrete
- Experimental Behavior of Recycled Aggregate Concrete Filled Steel Tubular Columns
- Synthesis and Characterization of Hollow Strontium Carbonate Pompons by Composite Soft Template Method
- Preparation of Co/CoOx Derived from a Lowtemperature Etching of ZIF-67 for Oxygen Reduction and Oxygen Evolution Catalytic Reaction