Enhancement of the Mechanical Performance of SiCf/Phenolic Composites after High-temperature Pyrolysis Using ZrC/B4C Particles
2024-01-03DINGJieLIYanSHIMinxianHUANGZhixiongQINYanZHUANGYingluoWANGCunku
DING Jie, LI Yan, SHI Minxian, HUANG Zhixiong, QIN Yan,ZHUANG Yingluo, WANG Cunku
(School of Materials Science and Engineering, Wuhan University of Technology, Wuhan 430070, China)
Abstract: The composites were prepared by modifying silicon carbide fiber with particles of zirconium carbide (ZrC) and boron carbide (B4C) and incorporating them into a phenolic resin matrix.The influence of ZrC and B4C on the mechanical performance of SiCf/phenolic composites after high-temperature pyrolysis was studied through flexural performance test.The results show that the composite material has good thermal stability and high-temperature mechanical properties.After static ablation at 1 400 ℃ for 15 minutes,the flexural strength of the composite material reaches 286 MPa, which is still 7.3% higher than at room temperature, indicating that the composite material still has good mechanical properties even after heat treatment at 1 400 ℃.
Key words: SiC fiber; phenolic resin; mechanical performance; high-temperature pyrolysis
1 Introduction
With the advancement of aerospace technology,particularly hypersonic vehicle technology, the demand for advanced thermal protection materials is constantly increasing[1,2].Hypersonic vehicles have the characteristics of high speed, long range, and fast response, which requires thermal protection materials to not only have corresponding characteristics such as high temperature resistance, low density, and manufacturability, but also have high mechanical strength[3].Ceramicizable composite materials have become an increasingly viable and economical choice for thermal protection systems in recent years.By combining non-ablative ceramic-based thermal protection materials with ceramicizable phenolic resinbased composite materials, this combination offers a range of advantages, including low ablation, stable morphology, high mechanical strength, and good thermal insulation properties.However, traditional phenolic resin (PR) has several drawbacks such as high brittleness, low heat resistance, low coke formation rate, high curing shrinkage, and high water absorption rate, making it difficult to meet the high standards required for aerospace materials.
To address these challenges, modified polymers have been widely used in thermally protected ablative materials.Compared to unmodified PRs, modified PRs have significantly improved residual carbon rates and thermal stability[4-9].During the usage of PRbased thermally protected ablative materials, a large number of pores are produced due to the oxidation and pyrolysis of the PR matrix under high-temperature,high-pressure, and high-velocity combustion flows.The pores serve as pathways for the thermal flow,further accelerating the oxidation and pyrolysis of the material’s internal structure, causing the ablative material to lose its thermal protection function.Therefore, it is crucial to enhance the ablative properties of PR-based composites by adding ceramic powder and nano inorganic particles into the PR.These inorganic fillers can be transformed into a dense ceramic phase that resists combustion flow during high-temperature ablation, improving the ablation resistance and hightemperature mechanical properties of the material[10].In our study[11], we investigated the influence of TiB2on the thermal stability and high-temperature mechanical properties of carbon-phenolic composites.We discovered that incorporating TiB2enhanced the thermal stability of phenolic and subsequently had a positive impact on the high-temperature mechanical properties of the composites.Mirzapouret al[12]studied the effect of nano-SiO2on the flexural strength of phenolic composites using a three-point loading system and found that the flexural strength of the samples containing nano-SiO2was significantly improved compared to the original samples.Subhaet al[13]investigated the ablation properties of ZrO2/SiC modified C/Ph composites using oxyacetylene flame testing and reported the ablation protection of the composites by zirconium carbide ceramic phase and SiO2.Compared to unmodified composites, the modified composites exhibited higher thermal stability and mechanical properties.The organic-inorganic composite could form a ceramic coating with thermal insulation effect during ablation by the oxidation of ceramic particles and the binding effect of carbon fibers, reducing the ablation rate and improving the mechanical strength of the composite.However, due to the rapid oxidation of carbon fibers, the ceramic coating displayed many cracks and significant dents, greatly affecting the ablation resistance and high-temperature mechanical properties of the composites.
In addition, SiC fibers have been widely used in the aerospace industry due to their high-temperature resistance[14,15].Although SiC can be oxidized to SiO2in an oxygen-rich environment, the formed SiO2melts at high temperatures and prevents the oxidation process[16-18].Therefore, SiC fibers exhibit better performance at high temperatures than traditional fibers.Furthermore, the molten SiO2, as a product of silicon carbide, can fill the gaps between ceramic particles and play an important role in the bonding between particles, which is significant for improving the high-temperature mechanical and ablation resistance properties of the composites.In this study, a boron-modified phenolic resin[19,20]with good erosion resistance was used as the base material to prepare a continuous SiC fiber-reinforced boron phenolic resin matrix composite modified with ZrC and B4C particles,aiming to improve the high-temperature oxidation resistance of the composite and investigate the hightemperature mechanical properties and strengthening mechanism of the composite.
2 Experimental
2.1 Materials
The raw materials used in the experimental process were as follows: boron phenolic resin (BPR)(particle size of 0.1 mm, solid content ≥60% ,produced by Shaanxi Taihang Fire Resistant Polymer Co., Ltd), ethanol (AR, produced by Sinopharm Group Chemical Reagent Co., Ltd), ZrC particles(AR,purity ≥95%, dimensional distribution of 1-3 μm,produced by Jinzhou Haixin Metal Materials Co.,Ltd), Boron Carbide (AR, dimensional distribution of 2-4 μm, produced by Shanghai Aladdin Biochemical Technology Co., Ltd), Silicon Carbide Fiber(Cansas-III, produced by LEAOASIA New Material Co., Ltd)The equipment used in the experimental process is as follows: anelectronic balance (JA3003 N, produced by Shanghai Precision Science Instrument Factory),flat vulcanizing machine (QLB-350×350×2-0.25MN,produced by Shanghai Rubber Machinery Factory),high-temperature furnace (KSY-6D-16 temperature controller, produced by Wuhan Yahua Electric Co.,Ltd), and oven (DZ-2BC), produced by Tianjin Tai Site Instrument Co., Ltd).
2.2 Sample preparation
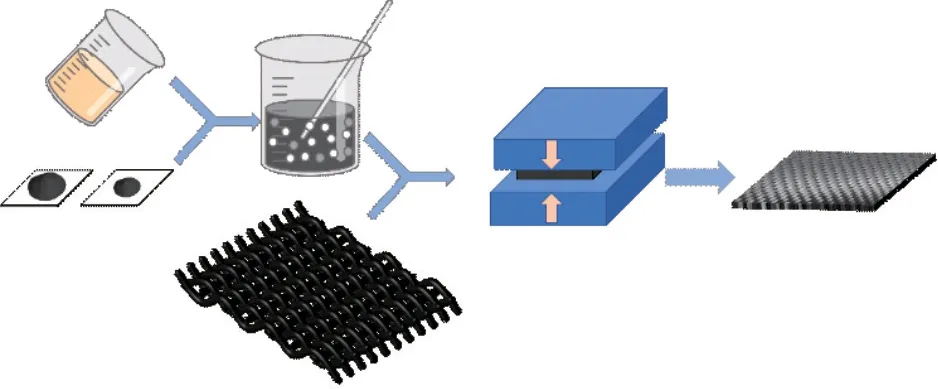
Fig.1 Schematic of the preparation of composites

Table 1 The proportion of each component
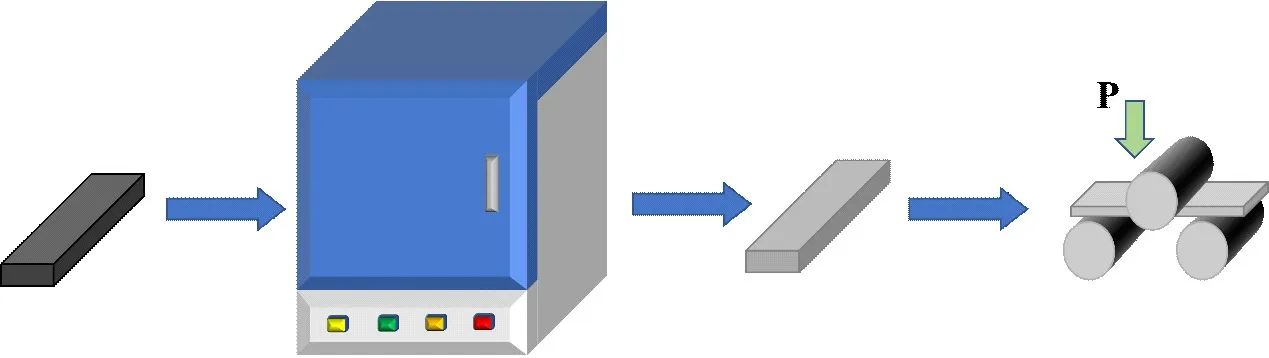
Fig.2 The static ablation and three-point flexural process of composites
The preparation of zirconium carbide (ZrC) and boron carbide (B4C) particle-modified silicon carbide fiber-reinforced phenolic resin matrix composites(SiC/BPF-ZB) was divided into three steps: glue preparation, prepreg preparation, and compression molding.The preparation process is shown in Fig.1.First, BPF was dissolved in absolute ethyl alcohol in a mass ratio of 1:1 to obtain a resin solution.ZrC and B4C particles were then added to the solution.The particles were dispersed well for 15 min under highspeed stirring, and a uniformly dispersed slurry was obtained.Table 1 shows proportions of each component used.
Then, the resin solution was painted on the quartz fiber fabric in a mass rate of 2:1, and the fabric was dried at room temperature to form a prepreg.Finally,the dried prepregs were placed in a 10 cm × 10 cm mold.The temperature and pressure were set to 120℃ and 1 MPa, respectively, for 60 min, the pressure was then increased to 8 MPa for obtaining a compacted structure.A temperature of 180 ℃ was maintained for 180 min at 8 MPa, followed by 200 ℃ for 60 min at 8 MPa.After the demolding process, a ZrC and B4C particle-filled SiC fiber-reinforced BPF matrix composite with a thickness of 4 mm was obtained.The composite was cut into samples of size 80 mm ×15 mm, which are denoted as SiC/BPF-ZB for use in flexural strength experiments.The pure quartz-phenolic(SiC/BPF) composite was also fabricated into a subsample with the same fabrication process.
2.3 Characterization
First, the fibrous reinforcements and composite materials were placed in a high-temperature furnace at RT (Room Temperature), 800, 1 000, 1 200, 1 400℃ for static ablation.Then, the flexural strength of the heat-treated specimens was measured using a 3-point flexural test on a universal force testing machine (model CTM001).The flexural strength test was based on standard GB/T 1449-2005, and the loading rate was 2 mm/min.The microscopic morphologies of resins and composites after different heating temperature were tested using a scanning electron microscope (model JSM-5610LV).XRD (Bruker AXS D8 Advance,Germany) was used to detect the products of the composites after static ablation.
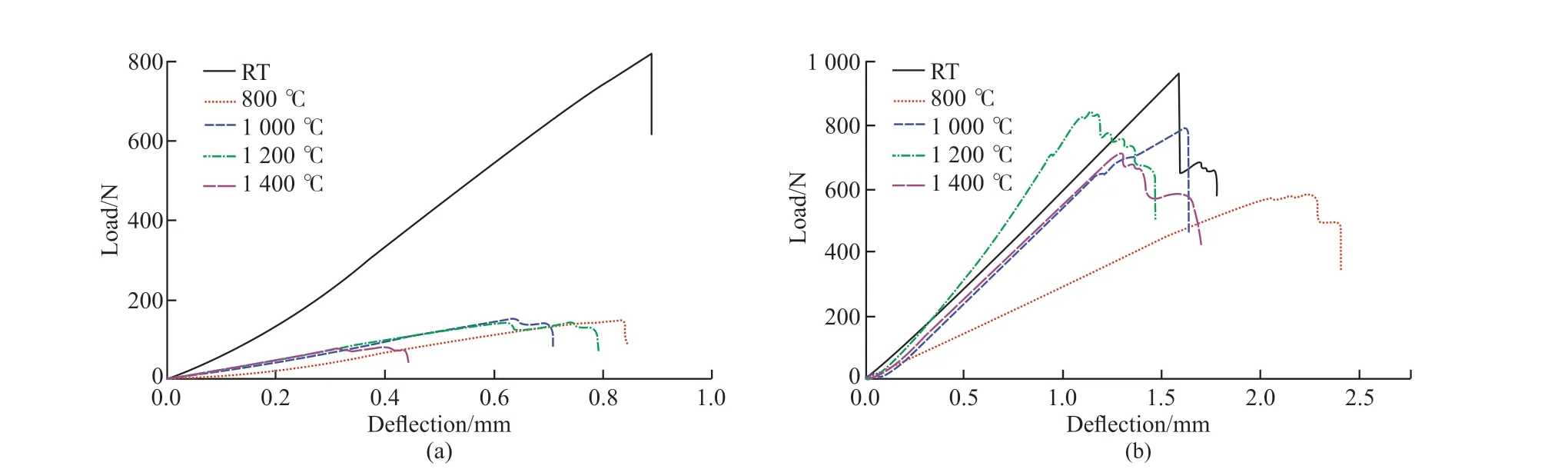
Fig.3 Flexural results of SiC/BPF and SiC/BPF-ZB composites evaluated with the three-point flexural test: (a) SiC/BPF load-deflection curves; (b) SiC/BPF-ZB load-deflection curves
3 Results and discussion
3.1 Mechanical properties
To investigate the mechanical properties of SiC fiber-reinforced phenolic resin matrix composites after static ablation, SiC/BPF and SiC/BPF-ZB composites were placed in a furnace at 800, 1 000, 1 200, and 1 400 ℃ for 15 minutes.After being treated at different temperatures, the flexural strength of the SiC fiberreinforced composites was tested.The flexural stressdisplacement curves of SiC/BPF and SiC/BPF-ZB after high-temperature treatment of different lengths of time are shown in Fig.3.
Figs.3(a) and 3(b) show the flexural loaddeflection curves of SiC/BPF and SiC/BPF-ZB composites after heat treatment at RT, 800, 1 000,1 200, and 1 400 ℃ for 15 minutes.As shown in the Fig.3, the fracture behavior of both SiC/BPF and SiC/BPF-ZB composites after high-temperature pyrolysis exhibit typical brittle fracture characteristics, with the flexural load rises to a peak and then declines sharply.During the initial flexural stage, the specimens remain mostly elastic, and the load is primarily supported by the phenolic matrix[21].As the load increases, the SiC fibers bear most of the load, and when the applied load reaches its maximum, the specimens reach their ultimate strength and eventually fail.
The flexural strength test results of SiC/BPF and SiC/BPF-ZB composites after different temperature treatments are presented in Fig.4.Fig.4(a) shows the flexural strength test results of SiC/BPF composites after different temperature treatments.It can be observed that the flexural strength of the composite material decreases continuously with increasing temperature.Specifically, the flexural strength of SiC/BPF composites without high-temperature treatment is 310 MPa.After treatment at 800 ℃, the flexural strength decreases to 51.8 MPa.The flexural strength of the SiC/BPF composite after high-temperature cracking is only 16.7% of its room temperature value, which is due to the violent cracking of the phenolic matrix in the muffle furnace, leading to material softening and a significant decrease in strength.After static ablation at 800-1 200 ℃, the strength slightly decreased but the overall change was not significant.After treatment at 1 400 ℃, the flexural strength of the specimen is 26.3 MPa, which is due to the crystallization of the SiC fibers at high temperature, resulting in a decrease in flexural strength.
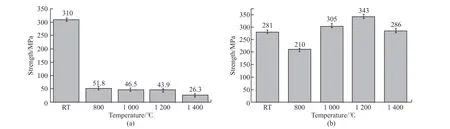
Fig.4 Results of flexural strength tests of SiC/BPF and SiC/BPF-ZB composites after high-temperature treatment for different temperatures:(a) SiC/BPF flexural strength histogram; (b) SiC/BPF-ZB flexural strength histogram
Fig.4(b) shows the variation of flexural strength with temperature for the continuous SiC fiberreinforced composites.After undergoing hightemperature pyrolysis at different temperatures, the flexural strength of the composite material initially decreases, then increases, and finally decreases again.At a static ablation temperature of 800 ℃,the flexural strength of SiC/BPF composite material decreases to 210 MPa,which is due to the incomplete ceramic reaction of the internal ceramic filler and the low degree of ceramization, resulting in the overall stiffness of the material being poor[22].In addition, the phenolic resin matrix may also undergo degradation at high temperatures, further weakening the mechanical properties of the material.After treatment at 1 000 ℃,the release of internal thermal residual stresses leads to a gradual increase in flexural strength to 305 MPa.After the 1 200 ℃ heat treatment, the glass transition of SiC fibers fills the voids in the composite and repairs defects, further increasing the flexural strength.After the heat treatment temperature reaches 1 400 ℃, the interfacial fracture leads to a decrease in the strength of the fiber bundle-matrix interface.However, the flexural strength of SiC/BPF-ZB composite material after hightemperature pyrolysis at 1 400 ℃ is still 7.3% higher than that of RT, indicating that the composite material still has good mechanical properties after static ablation at 1 400 ℃.
3.2 Microstructure analysis
The microstructural evolution of SiC/BPF and SiC/BPF-ZB after heat treatment at different temperatures was studied using SEM.Fig.5 shows the microstructure of SiC/BPF after static ablation at different temperatures.As shown in Fig.5(a), after treatment at 800 ℃, only bare fiber bundles remain on the fracture surface of the SiC/BPF composite cracking products.The fibers have been separated from the original weave direction of the cloth, the continuous matrix disappears, and the amorphous carbon remaining after resin cracking is scattered on the fibers.This leads to a significant decrease in flexural properties due to the disappearance of the matrix and the direct exposure of the fibers to the high-temperature aerobic environment.In Fig.5(b), the resin on the surface of the composite almost completely disappears, and only a small amount of residual pyrolysis products are distributed after static ablation at 1 000 ℃.The fibers started to show a small number of defects at 1 200 ℃ (Fig.5(c)), and after treatment at 1 400 ℃, more obvious cracks appeared on the fiber surface (Fig.5(d)), with some cracks distributed along the fiber axial direction.Circumferential cracks almost perpendicular to the axial cracks were also common.The width of the axial cracks was larger than that of the circumferential cracks.It is evident that the axial cracks are internally healed by the newly generated SiO2layer.In addition,local expansion of the fiber surface occurs after hightemperature treatment at 1 400 ℃, which is due to the volume expansion caused by SiC oxidation[23,24].The crystallization of the fibers was higher at this point,leading to a further decrease in their flexural properties.
Fig.6 shows SEM images of SiC/BPF-ZB after static ablation at different temperatures.In Fig.6(a),after treatment at 800 ℃, it can be observed that due to the incomplete ceramicization of the SiC/BPFZB surface, the degree of ceramicization is not high,resulting in relatively poor mechanical properties of the material.With the increase of temperature, it becomes easier to form a dense oxide layer during the ablation process.In Figs.6(b) and 6(c), after high temperature pyrolysis at 1 000 and 1 200 ℃, a relatively complete and dense oxide layer was formed on the surface of SiC/BPF-ZB, with fewer surface defects and increased mechanical properties.When the heat treatment temperature is further increased to 1 400 ℃, a relatively complete and dense oxidation layer is formed on the surface of SiC/BPF-ZB, as shown in Fig.6(d).Although the diffusion of oxygen into the interior of the composite cannot be completely prevented due to the presence of some pits and microcracks, the oxide layer can effectively inhibit the convection of gas inside and outside the oxide layer[25,26], so that the SiC fibers maintain better integrity.
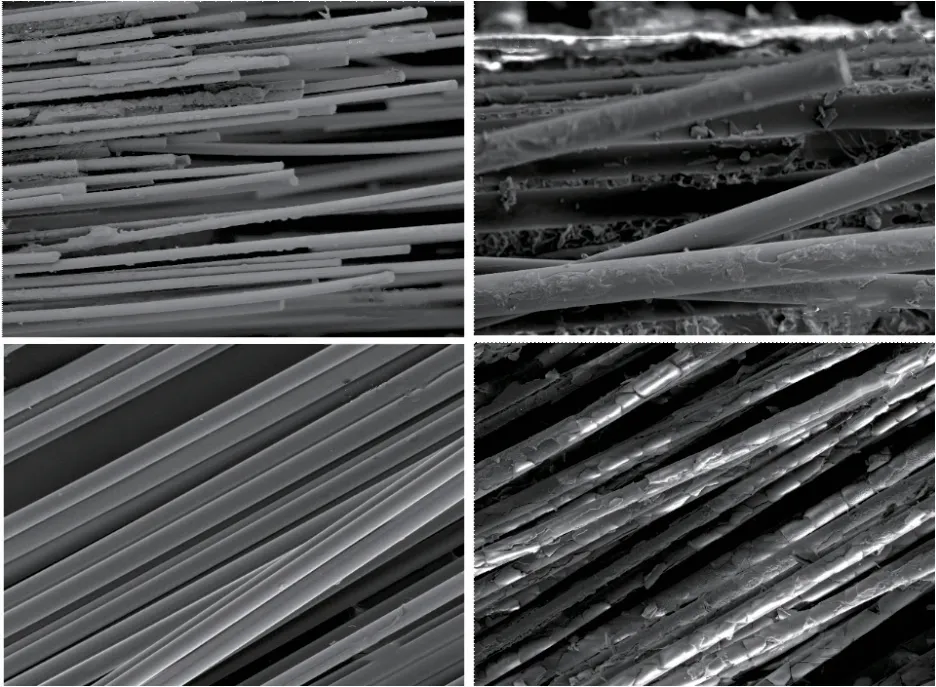
Fig.5 SEM images of the surface morphology changes of SiC/BPF specimens treated at different temperatures for 15 min, under vacuum: (a) 800 ℃; (b) 1 000 ℃; (c) 1 200 ℃;(d) 1 400 ℃

Fig.6 SEM images of the surface morphology changes of SiC/BPFZB specimens treated at different temperatures for 15 min,under vacuum: (a) 800 ℃; (b) 1 000 ℃; (c) 1 200 ℃; (d) 1 400 ℃
3.3 Phase composition analysis
Fig.7 shows the XRD patterns of SiC/BPF and SiC/BPF-ZB samples treated at different temperatures for 15 minutes.Fig.7(a) shows the XRD curves of SiC/BPF from 800 to 1 400 ℃.The peaks at 2θ= 35.5°and 59.8° correspond to the (111) and (220) crystal planes ofβ-SiC, while the peaks at 2θ= 24° and 44°are characteristic of glassy carbon produced by the pyrolysis of phenolic resin.In the XRD curve after treatment at 800-1000 ℃, no other diffraction peaks were observed except for the aforementioned peaks,indicating that the SiO2layer on the fiber surface did not crystallize.When the heat treatment temperature reached 1 200 ℃, a diffraction peak of the α-quartz(101) crystal plane appeared at 2θ= 21◦, indicating that amorphous SiO2crystallization occurred at 1 200 ℃.As the heat treatment temperature increased from 1 200 to 1 400 ℃, the diffraction peak intensity of the (101)crystal plane significantly increased, and the α-quartz crystal appeared at 2θ= 28◦-32◦ and 57◦, indicating a significant increase in the crystallinity of the SiO2layer on the fiber surface[27].
Fig.7(b) displays the XRD patterns of SiC/BPF-ZB products after high-temperature cracking at different temperatures.These patterns show that the XRD patterns of SiC/BPF-ZB after high-temperature cracking at different temperatures are nearly identical,and the diffraction peaks’ intensities are all high,indicating that most of the SiC/BPF-ZB exists in the form of crystalline structure after high-temperature cracking, with a high crystallinity and obvious crystalline features.The main phases are ZrO2and ZrB2, where the diffraction peaks at 17.444°, 24.054°,24.451°, 28.182°, 31.472°, 34.166°, 34.387°, 35.310°,and 49.258°, 50.113° are attributed to ZrO2(PDF#86-1450).The diffraction peaks appearing at 25.208°,32.590°, 41.642°, 58.154°, and 62.508° are attributed to ZrB2(PDF#75-1050).The ZrB2diffraction peaks gradually increase with the increase of temperature,indicating that high temperature intensifies the reaction of ZrB2generation, and more and more ZrO2is converted into ZrB2with the temperature increase, in comparison to ZrO2, ZrB2ceramic phase boasts greater strength and chemical stability[28].The reaction absorbs oxygen within the system, serving to safeguard SiC fibers from oxidation.In addition, the diffraction peaks of B2O3did not appear in the diffraction patterns of any of the composites, which may be due to the presence of B2O3in the glass phase after melting at high temperature[29].
3.4 Enhancement mechanism of nano-ZrSi2 oncomposites

Fig.7 XRD patterns of SiC/BPF and SiC/BPF-ZB specimens treated at different temperatures for 15 min: (a) SiC/BPF XRD; (b) SiC/BPFZB
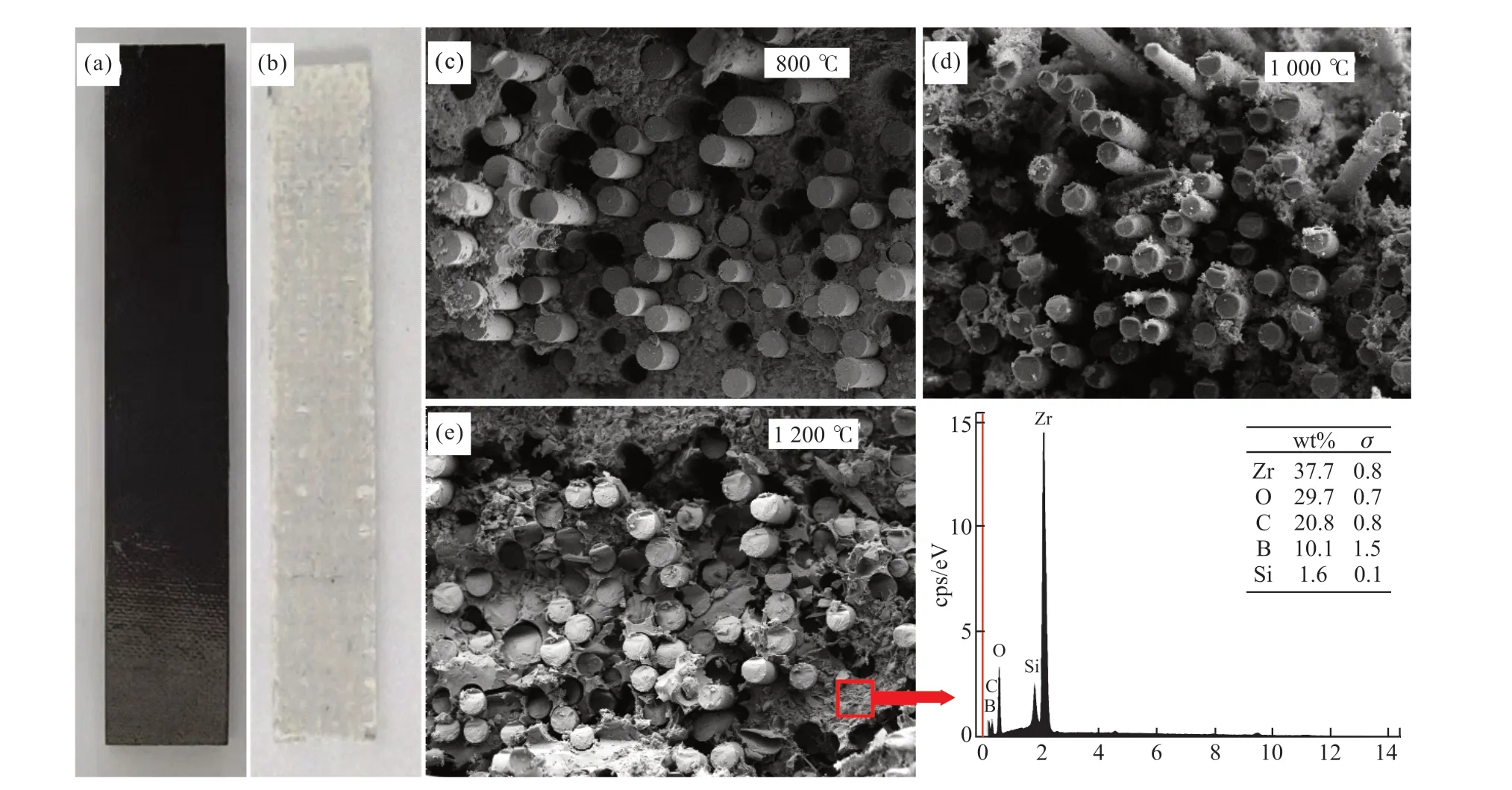
Fig.8 Macromorphology, micromorphology, and element distribution of the composites after ablation for 15 min
The high-temperature strengthening mechanism of SiC/BPF-ZB was investigated through SEM-EDS characterization, and the reason for the significant improvement in mechanical properties of SiC/BPF-ZB at high temperatures was analyzed.The macroscopic and microscopic morphology and elemental distribution of the composite material after 15 minutes of static ablation are shown in Fig.8.The macroscopic morphology of the front and side of the composite material is shown in Figs.8(a)-8(b),respectively, and the surface of the composite material after high-temperature ablation is ceramic.In addition,the residual phenolic resin adhesive adheres to fiber,forming a complete and uniform protective shell for the entire ceramic fiber.The microscopic morphology of the internal carbon fiber bundle is shown in Figs.8(c)-8(e).It can be seen from the Figs.8(c)-8(e) that the surface structure of the SiC fiber remains intact and is basically not corroded by oxidation, indicating that the ceramic fiber layer has a good oxygen protection effect.The distribution of internal elements in SiC/BPF-ZB is shown in Fig.8(f).It can be seen from the Fig.8(f) that the matrix area is mainly composed of Zr,O, C, and B.Combined with the XRD spectrum, it can be believed that during the ablation process, ZrC is oxidized to ZrO2and CO, while ZrO2reacts with B4C to form ZrB2and CO[30].Because these matrix phases are coated on the SiC fibers, the oxidation rate of the fibers is reduced, and the high-temperature mechanical properties of SiC/BPF-ZB composite materials are improved.
4 Conclusions
A SiC/BPF-ZB composite material was prepared by using ZrC and B4C modified phenolic resin as the matrix, and carbonized silicon fiber as the reinforcing agent.The flexural performance was characterized by a three-point flexural test, the microstructure evolution was characterized by scanning electron microscopy,and the phase composition of the composite material was characterized by XRD.The main conclusions are as follows:
a) Due to the degradation of the phenolic resin matrix at high temperatures, the flexural strength of SiC-reinforced phenolic resin-based materials decreases significantly.The flexural strength at room temperature is 310 MPa, but after high-temperature annealing at 1 400 ℃ for 15 minutes, the flexural strength drops to only 26.3 MPa.
b) The introduction of ZrC and B4C significantly improved the flexural performance of the composite material at high temperatures.The flexural strength of SiC/BPF-ZB after static burning at 1 400 ℃ for 15 minutes was still 7.3% higher than that of TR,indicating that the composite material still had good mechanical properties at 1 400 ℃.
c) The introduction of ZrC and B4C significantly improved the microstructural defects of the composite material at high temperatures.In addition, the ZrC and B4C modified phenolic resin matrix can be transformed into a new ceramic matrix after heating in air,providing a way to consume fracture energy.SiC/BPFZB composite material not only has higher mechanical properties than SiC/BPF composite material, but also has a higher retention rate of flexural strength than SiC/BPF composite material.
Conflict of interest
All authors declare that there are no competing interests.
杂志排行

Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Enhanced Electrochemical Performances of Ni Doped Cr8O21 Cathode Materials for Lithium-ion Batteries
- Design on the Prestressed Concrete Frame Beam-column
- Synthesis and Flocculation of Polyacrylamide with Low Water Absorption for Non-dispersible Underwater Concrete
- Experimental Behavior of Recycled Aggregate Concrete Filled Steel Tubular Columns
- Impact-abrasive Wear Behavior of ZTA and NbC Reinforced Fe60 Matrix Composites
- Synthesis and Characterization of Hollow Strontium Carbonate Pompons by Composite Soft Template Method