超声/微电解预处理丙烯腈聚合废水试验研究
2023-11-06雍志远陈晔
雍志远, 陈晔
(南京工业大学, 南京 211816)
在利用水相沉淀法制备聚丙烯腈的过程中, 丙烯腈单体作为主要原材料。 在生产过程中会产生COD 质量浓度在1 200 ~1 800 mg/L 的中浓度有机废水。 该废水具有难降解、 成分复杂等特点。 目前国内外对于这种腈纶工业有机废水的处理方法主要有Fenton 氧化法[1]、 臭氧氧化法[2]、 超声波氧化法[3]、电解法[4]、 混凝沉淀法[5]等。 随着研究的深入, 发现单一的物理法或化学法在废水处理过程中对污染物的降解效果有限, 对于处理量较大的腈纶工业废水来说, 成本较高且效果一般。 因此, 在工业上多采用2 种或多种工艺耦合共同降解废水中的有机物。
本研究通过超声/微电解耦合工艺处理丙烯腈聚合废水, 利用超声解除铸铁铁屑填料的钝化问题, 使铸铁填料再生, 强化铸铁铁屑微电解降解废水中有机物的反应, 并确保微电解的连续高效运行。 在明确各影响因素的基础上, 对工艺参数及操作条件进行优化, 使得丙烯腈聚合废水能被废水处理系统有效降解且不影响生化单元的稳定运行, 以期为腈纶工业中浓度有机废水处理提供新思路。
1 材料与方法
1.1 试验废水
试验废水取自某公司腈纶部聚合车间的丙烯腈聚合废水, COD 的质量浓度为1 200 ~1 800 mg/L,pH 值为6 ~7, 该废水中含有丙烯腈单体、 丙烯腈低聚物、 十二烷基苯磺酸钠等, 这些物质极难降解且有毒, 严重影响生化系统的稳定运行。
1.2 试验材料
微电解填料为直径在5 ~7 mm 的HT200 灰口铸铁铁屑。 选用HT200 灰口铸铁主要是因为其碳含量较高, 为2.6%~3.6%, 铸铁内部除纯铁之外还含有一定量的碳化铁, 两者之间具有明显的氧化还原电势差, 可以在铸铁内部形成许多微小的原电池。
1.3 主要仪器与试剂
JY92-IID 超声波细胞破碎机、 CNPN-4SIII COD 快速检测仪、 LH-TX616 孔消解仪、 JB90-D电动搅拌器、 精密pH 计、 真空干燥箱。
氢氧化钠(NaOH)、 碳酸钠(Na2CO3)、 稀硫酸(H2SO4), 以上试剂均为分析纯。
1.4 试验方法
(1) 铸铁屑的预处理。 制备浓度均为1 mol/L的NaOH 和Na2CO3溶液, 并按1 ∶1 比例混合, 将HT200 灰口铸铁铁屑浸泡于混合溶液中, 在水浴锅中加热至80 ℃, 去除铁屑表面油污, 用去离子水冲洗至中性, 用1 mol/L 的稀硫酸浸泡活化30 min, 去除铸铁屑表面氧化物, 用去离子水冲洗至中性, 烘干备用。
(2) 微电解单独试验。 采用预处理后的HT200灰口铸铁作为微电解填料单独处理丙烯腈聚合废水, 在不同废水pH 值、 铁水质量比、 搅拌时间的情况下进行单因素试验, 确定微电解降解有机物的最佳试验条件。
(3) 超声波单独试验。 采用超声波细胞破碎机单独处理丙烯腈聚合废水, 在不同超声功率、 超声时间、 废水pH 值的情况下进行单因素试验, 确定超声波降解有机物的最佳试验条件。
(4) 超声/微电解协同试验。 在单独微电解与单独超声波最佳试验条件的基础上进行协同试验,确定最佳工艺参数。
1.5 分析方法
COD 浓度采用CNPN-4SIII COD 快速检测仪。
2 结果与讨论
2.1 微电解单独试验
2.1.1 pH 值对COD 去除率的影响
分别取100 mL 丙烯腈聚合废水置于5 个烧杯中, 在铁水质量比为1 ∶10 的条件下, 分别向烧杯中滴入1 mol/L 稀硫酸溶液, 调节pH 值为3.0、3.5、 4.0、 4.5、 5.0, 搅拌30 min, 进行单独微电解试验, 考察废水初始pH 值对COD 去除率的影响,结果如图1 所示。
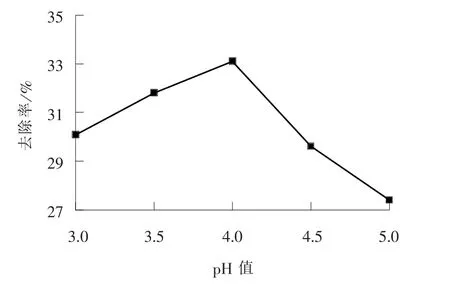
图1 初始pH 值对COD 去除率的影响Fig.1 Effect of initial pH value of wastewater on COD removal
由图1 可以看出, 在pH 值小于4 时, 随着pH 值的增大, COD 去除率迅速升高, 并且在pH值为4 时有机物的去除效果最好, 在pH 值超过4以后COD 去除率快速下降。 分析其原因为微电解反应电极电位受体系pH 值的影响较大, 低pH 值可以提高氧化还原反应的电极电位差, 促进微电解反应的进行, 从而能够产生较多的[H+], 增强有机物降解效果[6]。 同时, 由于酸性条件下铸铁铁屑的腐蚀速率加快会产生大量的Fe2+, Fe2+与电化学反应产生的[H+] 及水中的溶解氧能与废水中许多组分发生氧化还原作用, 将大分子物质分解为小分子物质, 使一些难降解的化学物质变成易生化处理的物质, 从而提高了废水中COD 的去除率[7]。 综合考虑试验效果及成本因素, 选择最佳初始pH值为4。
2.1.2 铁水质量比对COD 去除率的影响
分别取100 mL 丙烯腈聚合废水置于5 个烧杯中, 调节废水pH 值为4。 称取不同质量的铸铁屑投入废水中, 使铁水质量比分别为1 ∶5、 1 ∶10、 1 ∶15、 1 ∶20、 1 ∶25, 搅拌30 min, 考察铁水质量比对COD 去除率的影响, 结果如图2 所示。
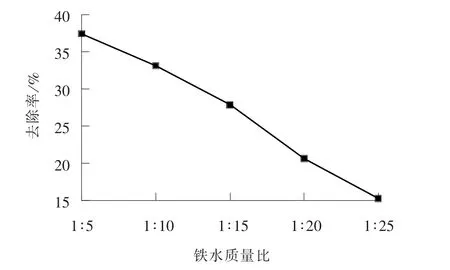
图2 铁水质量比对COD 去除率的影响Fig.2 Effect of iron to water mass ratio on COD removal
由图2 可以看出, 当铁水质量比值分别为1 ∶5、 1 ∶10、 1 ∶15、 1 ∶20、 1 ∶25 时, 在反应时间为30 min 的条件下, 有机物去除率分别为37.4%、33.1%、 27.8%、 20.6%、 15.2%, 随着铁水比的增大COD 去除率也在逐渐增加。 这是因为铁屑的投加量越高, 形成的微型原电池数量增加[8], 产生的Fe2+和[H+] 也就越多, 与废水中有机物的接触几率也就越高, 从而提高了有机物降解效率。 如果铁屑投加量过高, 会导致废水与填料混合不均, 接触面积受到限制[9], 动力消耗大, 并且铁屑的投加量越高, 水处理成本也就越高。 因此, 经综合考虑,选择适宜的铁水质量比在1 ∶10 左右。
2.1.3 搅拌时间对COD 去除率的影响
向5 个烧杯中各加入100 mL 丙烯腈聚合废水,调节pH 值为4, 微电解的铁水质量比为1 ∶10, 控制搅拌时间分别为10、 20、 30、 40、 50 min, 考察搅拌时间对COD 去除效果的影响, 结果如图3 所示。
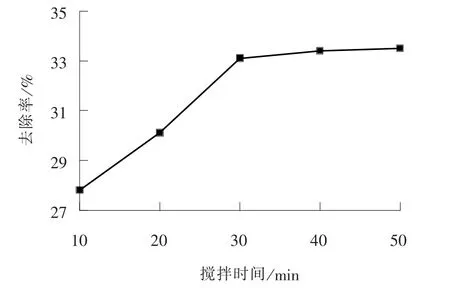
图3 搅拌时间对COD 去除率的影响Fig.3 Effect of reaction time on COD removal
由图3 可以看出, 在搅拌时间为10 ~30 min 时COD 去除率迅速增加, 随后其变化趋于平缓。 这是因为在反应前30 min, 废水中污染物浓度较高,微电解去除污染物的速度快、 效率高[10], 当反应进行30 min 后, 污染物浓度有所降低, 进而导致反应速率下降, 继续延长反应时间, 虽然可以提高COD 的去除率, 但效果不是十分明显, 综合考虑试验结果和处理成本, 选择搅拌时间为30 min。
2.2 超声波单独试验
2.2.1 超声功率对COD 去除率的影响
向5 个烧杯中各加入100 mL 丙烯腈聚合废水,调节pH 值为4, 在超声功率分别为100、 150、200、 250、 300 W 的条件下超声30 min, 考察超声功率对COD 去除效果的影响, 结果如图4 所示。
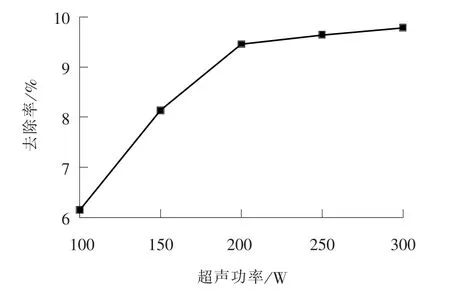
图4 超声功率对COD 去除率的影响Fig.4 Effect of ultrasonic power on COD removal
由图4 可以看出, 当超声功率分别为100、150、 200、 250、 300 W 时, 有机物去除率分别为6.14%、 8.13%、 9.45%、 9.64%、 9.72%, 超声功率超过200 W 后, COD 去除率变化趋于平缓。 由此可知, 功率越大, 对COD 的去除效果越好, 到达临界点后COD 去除率就会趋于平稳。 分析其原因是随着超声功率的增加, 空化气泡数量增加, 同时气泡所携带的能量也在增加, 当空化泡崩溃时会产生瞬时高温、 高压, 为化学反应时的物质交换提供便利, 而且逐渐增加的能量为有机物的降解提供了原动力[11]。 当超声功率超过200 W 时, 在超声波细胞破碎机工作时, 废水的液面产生气泡, 进而导致空化作用减退, 使得去除效果开始趋于平衡[12],并且会增加废水处理的成本, 综合考虑超声功率选择200 W 左右。
2.2.2 超声时间对COD 去除率的影响
向5 个烧杯中各加入100 mL 丙烯腈聚合废水,调节pH 值为4, 控制超声功率为200 W, 考察超声时间对COD 去除效果的影响, 结果如图5 所示。
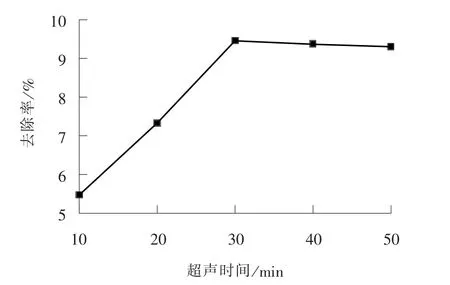
图5 超声时间对COD 去除率的影响Fig.5 Effect of ultrasonic time on COD removal
由图5 可以看出, 当超声时间分别为10、 20、30、 40、 50 min 时, COD 去除率分别为5.46%、7.32%、 9.45%、 9.37%、 9.30%, 当超声时间不超过30 min 时COD 去除率逐渐上升, 而当超声时间大于30 min 后COD 去除率逐渐趋于稳定且小幅度降低。 分析其原因是在前30 min, 空化泡的崩溃产生很大的瞬时速率以及剧烈的振动, 这种振动能使大分子链断裂起到开环、 断链的效果, 将大分子有机物分解为小分子有机物进而被氧化分解,从而使得COD 去除率逐渐升高[13-15]。 当超声时间超过30 min 后, 废水中的部分有机物已经发生了高级氧化反应被分解去除, 此时COD 去除率相比于30 min 之前有所降低。
2.3 超声/微电解协同试验
在废水初始pH 值为4、 铁水质量比为1 ∶10、超声功率为200 W 的条件下, 对比单独微电解工艺、 单独超声波工艺、 超声/微电解耦合工艺对丙烯腈聚合废水中COD 的去除效果, 结果如图6所示。
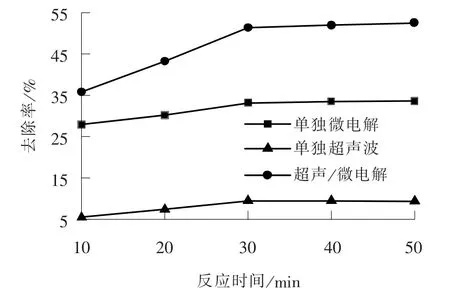
图6 3 种工艺对COD 去除率的影响Fig.6 Effect of three processes on COD removal
由图6 可知, 反应30 min 时单独微电解工艺对COD 的去除率为33.1%, 单独超声波工艺对COD 的去除率为9.45%, 而超声/微电解耦合工艺对COD 去除率达到51.5%, 对比发现在相同反应时间内超声/微电解耦合工艺对废水中COD 的去除效果大幅提高。
上述3 种工艺条件下丙烯腈聚合废水COD 去除过程可用一级反应动力学方程进行线性拟合:
式中: C0为废水中COD 的初始质量浓度,mg/L; Ct为t 时刻COD 的质量浓度, mg/L; k 为速率常数, min-1; t 为反应时间, min。
3 种反应体系中反应动力学的拟合参数如表1所示。
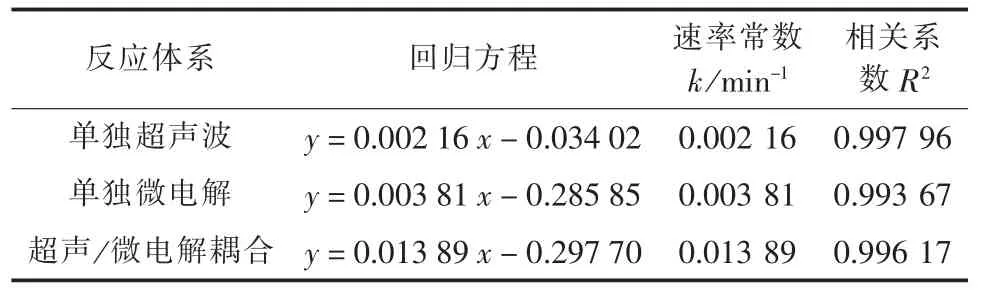
表1 3 种反应体系中反应动力学拟合参数Tab.1 Kinetic fitting parameters of 3 different reaction systems
由表1 可知, 3 种体系处理丙烯腈聚合废水的过程均符合一级反应动力学方程。 为了更加直观地评价超声波和微电解的协同作用, 引入COD 去除率协同因子(E)[16-17], 计算方法如下[18]:
式中: kUS/ME、 kUS、 kME分别表示超声/微电解耦合、 单独超声波、 单独微电解处理丙烯腈聚合废水的反应速率常数, min-1。
经计算可得E=2.33, 大于1, 说明耦合工艺的效果要远好于各个单独工艺效果的普通叠加, 存在一定的协同效应, 并且E 值越大, 协同效应越明显[19]。
3 结论
(1) 采用超声/微电解耦合工艺处理丙烯腈聚合废水, 最佳工艺参数为: pH 值为4, 铁水质量比为1 ∶10, 超声功率为200 W, 反应时间为30 min, COD 总去除率稳定在51.5%。
(2) 对比单独微电解试验、 单独超声波试验、超声/微电解协同试验结果发现, 3 种体系处理丙烯腈聚合废水的过程均符合一级动力学方程, 超声波可以有效强化微电解的处理效率, 超声/微电解具有明显的协同效应, 协同因子E 为2.33, 协同作用较为明显。