GFRP 铣削开料及破坏机理的研究*
2023-09-18梁星宇杨沛琪伍占文郭晓磊
梁星宇 杨沛琪 伍占文 贾 翀 郭晓磊
(南京林业大学材料科学与工程学院,江苏 南京 210037)
玻璃纤维增强复合塑料(glass fiber reinforced plastic,GFRP)是一种以不饱和聚酯树脂为基体材料,用玻璃纤维增强的复合材料[1]。GFRP 具有很高的塑性,可以满足使用者对家具造型的个性化需求;GFRP 具有质量轻的特点,其制成的家具产品质量轻,方便搬运和安装;GFRP 具有极好的耐高温和耐腐蚀性能,可用于生产户外家具产品。因此,GFRP 在家居行业具有非常广阔的应用前景[2-5]。
在制造桌子、凳子、沙发等终端GFRP 家具产品时,开料加工是生产高质量的产品零部件的基础加工工艺。开料指的是根据工艺、尺寸的要求将板件加工成所需要的幅面规格的过程,其加工质量的好坏对工件后续的加工有着重要的影响[6]。在开料过程中,由于GFRP 是一种各向异性的非均质材料,加工时往往会出现加工表面质量差、加工精度低等问题,这对GFRP 的加工效率和产品质量产生了极大的影响[7,8]。因此,对GFRP 开料加工质量进行研究对提高GFRP 产品质量有着重要意义[9]。
已有的研究表明,已加工表面质量与加工过程中的切削力、切削温度有着非常重要的关联性[10-13]。关于GFRP 加工过程中的切削力、切削温度主要受到加工参数的影响[14-15]。因此,需要对GFRP 铣削开料过程中切削力、切削温度和表面粗糙度与开料加工参数之间的关系进行研究[15-18]。
鉴于此,本文采用硬质合金柄铣刀对GFRP 进行铣削开料试验,研究主轴转速、进给速度对铣削力、铣削温度以及铣削表面粗糙度的影响,并采用环境扫描电镜(environmental scanning electron microscope,ESEM)拍摄加工表面的图像,分析GFRP表面损伤的机理。为GFRP 的开料加工提供理论和实践指导。
1 实验材料和实验方法
1.1 实验材料
本研究所采用的试验材料是由临安普力电子材料有限公司生产玻璃纤维增强复合材料,其尺寸为140 mm × 8 mm × 6 mm,其主要成分及材料性能见表1。

表1 GFRP 材料成分及性能表
本研究所采用的刀具是赛诚精密工具有限公司提供的硬度高、耐高温的硬质合金柄铣刀,其工艺参数见表2。

表2 硬质合金刀具的工艺参数
1.2 实验方法
如图1 所示,GFRP 的铣削开料试验是在数控加工中心(MGK01,南兴机械有限公司,中国广州)上进行的,其最大进给速度为50 m/min,最大速度为24 000 r/min,功率在干燥条件下为8.1 kW。试验的切削力采用Kistler 9257B 压电晶体测力仪进行采集分析。试验的切削温度采用红外热成像仪(Thermo Vision A20-M,FLIR Systems Inc.,USA)测量。采用东京精密生产的探针式SURFCOM NEX 001 SD-12)表面粗糙度仪对GFRP 已加工表面的粗糙度进行测量。试验设计两因素五水平全因子实验,其中因素为切削速度和进给速度,详细实验方案及结果见表3。

图1 GFRP 铣削开料加工示意图

表3 试验设计及结果
2 结果与讨论
2.1 铣削参数对铣削力影响的分析
2.1.1 铣削力Fx
图2 所示为x轴方向上的铣削力Fx随铣削参数的变化趋势,规律可以总结为切削速度v从251.20 m/min增加到452.16 m/min 时,铣削力Fx从126.42 N 减小到57.72 N。当切削速度较低时,铣削力的数据分散程度较高,说明此时铣削力的数值波动较大;当切削速度达到410.92 m/min 时,数据集中,Fx数值波动低。随着切削速度的增加,铣削力Fx不仅有着降低的趋势,并且数值更集中,铣削过程也更加稳定。同理,进给速度vf从0.1 m/min 增加到0.5 m/min时,铣削力从41.91 N 增加到147.89 N,并且数值波动增加,铣削过程稳定程度下降[19]。

图2 铣削力Fx 与铣削参数的箱线图
对铣削力Fx进行均值分析,得到铣削参数对铣削力Fx影响程度排序(表4)并做等高线图(图3)。结合表4 和图3,进给速度对于铣削力Fx影响占主导地位,这在等高线图上有着良好的印证。铣削力Fx最大处的铣削参数为切削速度251.2 m/min,进给速度500 m/min。

图3 铣削参数对铣削力Fx 影响趋势的等高线图

表4 Fx 均值响应表
2.1.2 铣削力Fy
图4 为Y轴方向上的铣削力Fy随铣削参数的变化趋势,规律可以总结为切削速度v从251.20 m/min增加到452.16 m/min 时,铣削力Fy从106.47 N 减小到60.56 N。这与X方向上的Fx的趋势是一致的。相较于Fx,Fy的波动出现良好的识别性,特别是随着切削速度改变时。

图4 铣削力Fy 与铣削参数的箱线图
同样对铣削力Fy进行均值分析,得到铣削参数对铣削力Fy影响程度排序(表5)并作出等高线图(图5)。结合表5 以及图5,进给速度对于铣削力Fy影响占主导地位,这在等高线图上有着良好的印证。规律与Fx同样有良好的一致性,因此可以总结,在GFRP 开料铣削中,进给速度是影响铣削力最重要的因素。

图5 铣削参数对铣削力Fy 影响趋势的等高线图

表5 Fy 均值响应表
使用线性回归,得到拟合的铣削力经验公式如式(1)和(2),同时根据模型拟合数值(表6),铣削力模型决定系数R2分别为88.25%和93.19%,以铣削力Fx为例,模型可以解释响应变量中88.25%的变异,拟合准确程度较高。比较两个模型,Fy拟合程度明显是优于Fx的,这与Y方向上的切削力变化趋势更规律相关。

表6 铣削力拟合数值表
2.2 铣削参数对铣削温度影响的分析
图6 所示为铣削温度T随铣削参数的变化趋势,可以总结为切削速度v从251.20 m/min 增加到452.16 m/min 时,铣削温度T从143.06 ℃升高到159.00 ℃;进给速度vf从0.1 m/min 增加到0.5 m/min 时,铣削温度T从120.90 ℃升高到167.66 ℃。切屑主要形态为粉末状,并且开料铣削运动的特性为铣削量大、刀齿接触时间长,更高的转速使得摩擦加剧,导致切削温度的升高。随着进给速度的增加,单位时间内刀具加工的材料增加,需要更大的切削力,因此温度快速升高。同时注意到虽然随着切削速度的增加,温度有升高的趋势,但是切削温度的最大值差距不明显,这也证实是高转速带来的切削温度。
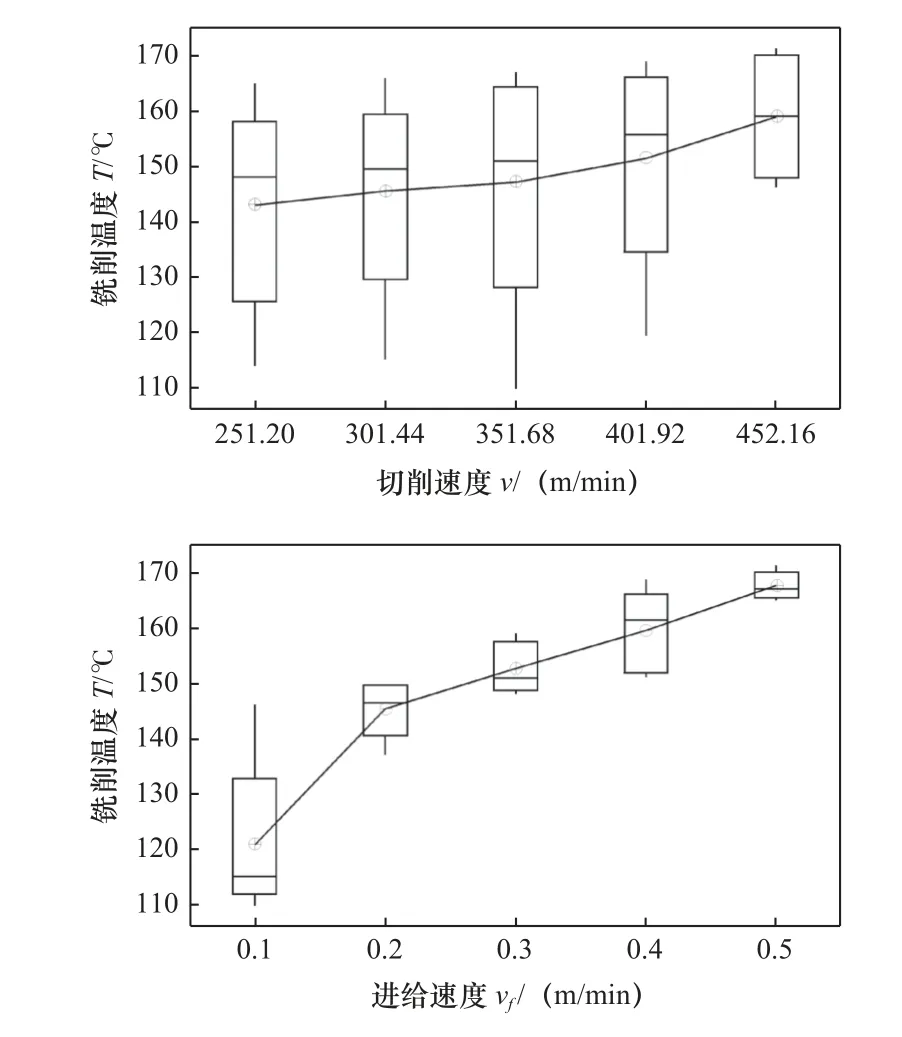
图6 铣削温度T 与铣削参数的箱线图
对铣削温度T进行均值分析,得到铣削参数对铣削温度T影响程度排序(表7)并作出等高线图(图7)。结合表7 和图7,进给速度对于铣削温度T影响占主导地位,这在等高线图上有着良好的印证。结合上述分析,随着进给速度的增加铣削温度快速升高的原因是高进给速度需要提供更大的切削力,并且随着高转速的切削进程,表现为温度的快速累积。

图7 铣削参数对铣削温度T 影响趋势的等高线图
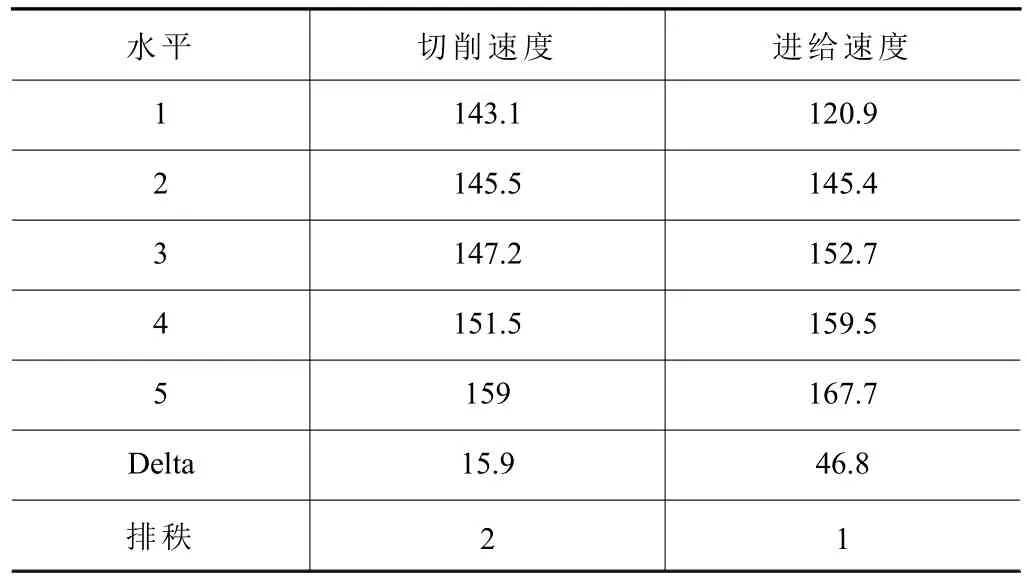
表7 铣削温度T 均值响应表
使用线性回归,得到拟合的铣削力经验公式如公式(3),同时根据模型拟合数值(表8),铣削温度模型决定系数R2为85.00%,模型可以解释响应变量中85.00%的变异,拟合准确程度较高。

表8 铣削温度拟合数值表
2.3 铣削参数对表面加工粗糙度影响的分析
如图8 所示为表面粗糙度Ra 随铣削参数的变化趋势。从中可以总结出:切削速度v从251.20 m/min 增加到452.16 m/min 时,表面粗糙度Ra 从0.95 μm 减少到0.83 μm;进给速度vf从0.1 m/min 增加到0.5 m/min时,表面粗糙度Ra 从0.44 μm 增加到1.72 μm。随着切削速度的增大,GFRP 的切削温度T随切削速度的增大而小幅度升高。这使得材料发生一定的软化,更容易被切除。GFRP 的铣削力Fx和Fy都逐渐减小,已加工表面材料受到的作用力减小。因此,表面粗糙度随主轴转速的增大而减小。进给速度的增大引起切削温度升高使得材料变软,但GFRP 的铣削力Fx和Fy都的增大使得已加工表面受到的作用力增大。因此,表面粗糙度随进给速度的增大而增大。

图8 表面粗糙度Ra 与铣削参数的箱线图
对表面粗糙度Ra 进行均值分析,得到铣削参数对表面粗糙度Ra 影响程度排序(表9)并作出等高线图(图9)。结合表1 以及图9,进给速度对于表面粗糙度Ra 影响占主导地位,这在等高线图上有着良好的印证。结合上述分析,随着进给速度的增加表面粗糙度Ra 快速增大的原因是高进给速度使得已加工表面材料受到的力的作用快速增大。

图9 铣削参数对表面粗糙度Ra 影响趋势的等高线图
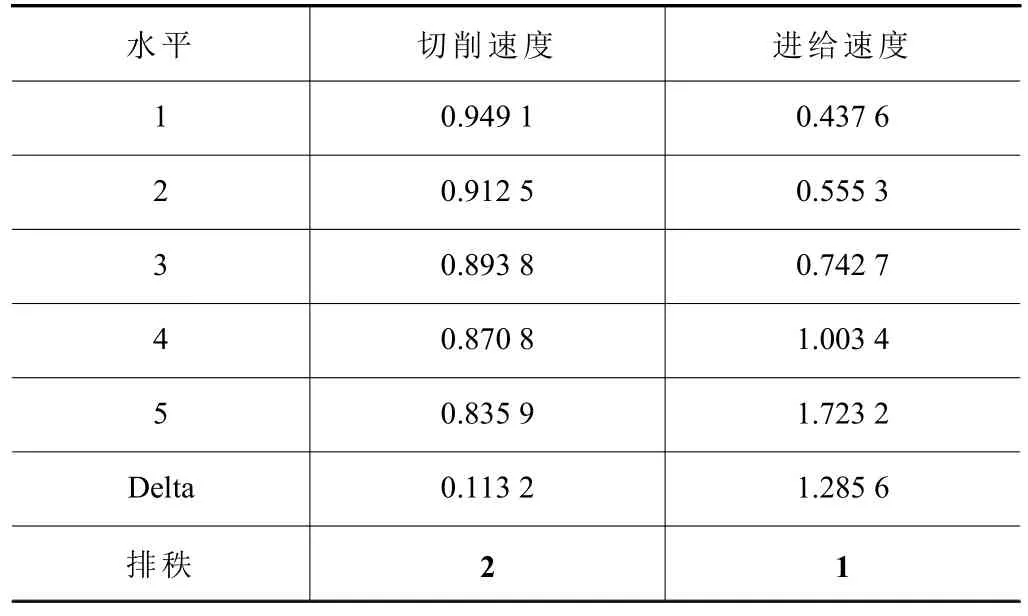
表9 表面粗糙度Ra 均值响应表
2.4 GFRP 加工表面形貌
为探究GFRP 的表面损伤机理,在SEM 下观察GFRP 铣削后的表面形貌,如图10 所示。从中可以发现,GFRP 加工时表面损伤主要有两种形式:树脂破坏和纤维破坏。如图10a 所示,在较小的切削速度和进给速度下,GFRP 的表面损伤主要是因为树脂被破坏。这是因为这种加工条件下,切削力较小和切削温度较低,已加工表面受到的热力耦合作用较小,所以主要是树脂被破坏。如图10b 所示,在较大的进给速度下,GFRP 的表面损伤既有树脂破坏又有纤维破坏,这是因为在大进给速度的加工条件下切削力较大和切削温度较高,已加工表面材料受到的热力耦合作用较大,所以已加工表面既有树脂破坏又有纤维破坏。
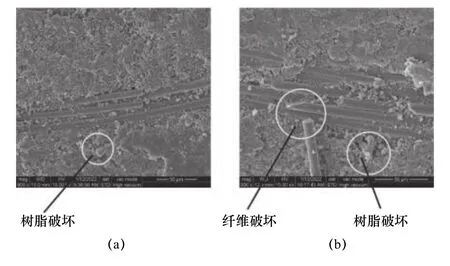
图10 GFRP 已加工表面形貌图
3 结语
本文采用硬质合金刀具对玻璃纤维增强复合塑料进行了铣削开料加工试验,研究分析了切削速度和进给速度对GFRP 的切削力、切削温度和加工表面粗糙度的影响,并借助扫描电镜SEM 分析了GFRP已加工表面损伤机理,主要结论如下:
(1)GFRP 铣削开料过程中的铣削力Fx与Fy都随切削速度的增大而逐渐减小,随进给速度的增大而逐渐增大。进给速度对铣削力Fx和Fy的影响占主导地位。
(2)GFRP 铣削开料过程中的铣削温度随主轴转速的增大而逐渐升高,随进给速度的增大而逐渐升高,进给速度对铣削温度的影响占主导地位。
(3)GFRP 铣削开料加工的已加工表面粗糙度随切削速度的增大而逐渐减小,随进给速度增大而逐渐增大。进给速度对于表面粗糙度的影响占主导地位。GFRP 加工表面损伤主要有两种形式:树脂破坏和纤维破坏。在较小的切削速度和进给速度下,GFRP 的表面损伤主要是因为树脂被破坏。在较大的进给速度下,GFRP 的表面损伤既有树脂破坏又有纤维破坏。
