特种合金长材开坯轧机的设计选型
2023-06-11程知松苗承鹏徐言东
程知松, 苗承鹏, 徐言东, 高 源
(1.北京科技大学 高效轧制与智能制造国家工程研究中心, 北京 100083;2.金川集团镍合金有限公司, 甘肃 金昌 737100)
0 前言
特种合金是指钛基合金、镍基合金、钴基合金等具有高强度、耐腐蚀、耐高温的特殊性能的合金材料,这种合金的长材常通过轧制得到。由于特种合金生产的批量一般较小,年用量也很少,与钢铁产品相比只是一个零头。因此,特种合金及有色金属轧机在建设规模和建设水平上均落后于钢铁轧机很多年。近几年,随着钢铁轧机发展日趋成熟,一部分技术已经逐步移植到特种合金及有色金属领域。本文主要针对特种合金长材轧机中的开坯轧机(也称“粗轧机”)发展过程及新型开坯轧机设计选型做详细分析。
1 开坯轧机两种型式
特种合金一般通过真空感应/自耗炉冶炼、电渣重熔冶炼得到电渣锭,早期的电渣锭重量只有1~3 t,经过锻造开坯后得到80~100 mm方坯,再经过一架450三辊轧机开坯和后续300×5横列式轧机轧制得到棒材或者线材产品。随着冶炼技术的发展,目前的电渣锭重量能达到10吨甚至更大,这种大锭子经过5 000吨快锻机开坯后得到120~160 mm方坯,这就要求后面的棒线材轧机做的更大,二次开坯轧机需要做到650规格。
开坯轧机主要包括三辊往复轧制轧机和二辊可逆轧制轧机两种型式。三辊开坯轧机的三个轧辊呈上、中、下布置,轧件在中下辊和中上辊之间穿梭往复轧制一定的道次,轧件从上轧制线落入下轧制线时需要翻钢,在机前采用翻钢滑板机械翻钢,优点是结构简单,缺点是经常翻钢不到位,需要人工辅助,操作人员劳动强度大,特别是锭坯重量大的情况。轧件从下轧制线到上轧制线采用机后升降台递送。三辊轧机布置图如图1所示。
三辊轧机包含开口机架和闭口机架两种型式。开口机架即连接前后牌坊的帽子和牌坊通过契铁或者柱销连接,换辊时先将契铁或者柱销拿下,将帽子吊走,轧辊连同轴承座从上面吊出,装辊程序相反。这种轧机换辊非常费时,操作人员劳动强度大。闭口轧机即轧机牌坊上面是闭口的,三个轧辊连同轴承座通过下面的换辊小车由液压缸驱动从侧边拉出,换辊相对轻松一些,但是下面的结构较复杂。在国内大多使用开口轧机,其最大缺点是刚度低且轧制产品精度差。闭口轧机虽然克服了这一缺点,但三辊轧机都有下调整涡轮箱容易进水绣死调不动的问题。
三辊轧机由于轧件从上轧制线到下轧制线是从翻钢滑板上滑落到机前辊道上的,对辊道冲击大,不适合轧制大钢坯或者钢锭,也就是说三辊轧机没必要做的太大,作为粗轧开坯,最大做到750规格。再大的坯或者锭可采用二辊可逆轧机轧制。三辊轧机操作需要人为因素太多,无法实现自动化、智能化操作,将逐步被淘汰。
二辊可逆轧机作为开坯机或者粗轧机已经有很久的历史,轧机规格为750~1 500,大型轧机兼顾板材开坯能力。这种轧机可以实现自动化和人工操作两种模式,操作人员在操作室内即可完成,现场不需要人员留守,换辊采用小车将两个轧辊辊系一起从牌坊中拉出。因此,操作人员劳动强度比三辊轧机小很多。
二辊可逆轧机采用闭口机架,由于孔型设计及压下规程分配原因,通常在轧机顶部需要安装压下电机及传动系统,用于提升或者下降上辊调整辊缝,因此在顶部设置一个大平台,整个机架显得非常庞大。该轧机机列由主电机、齿轮箱(大型轧机无齿轮箱,采用两台电机分别驱动上下轧辊)、万向接轴、轧机本体组成,轧机前后设置对中横移装置,翻钢机通常布置在对中导板上。二辊可逆轧机机列布置图如图2所示、二辊可逆轧机前后平面布置图如图3所示。
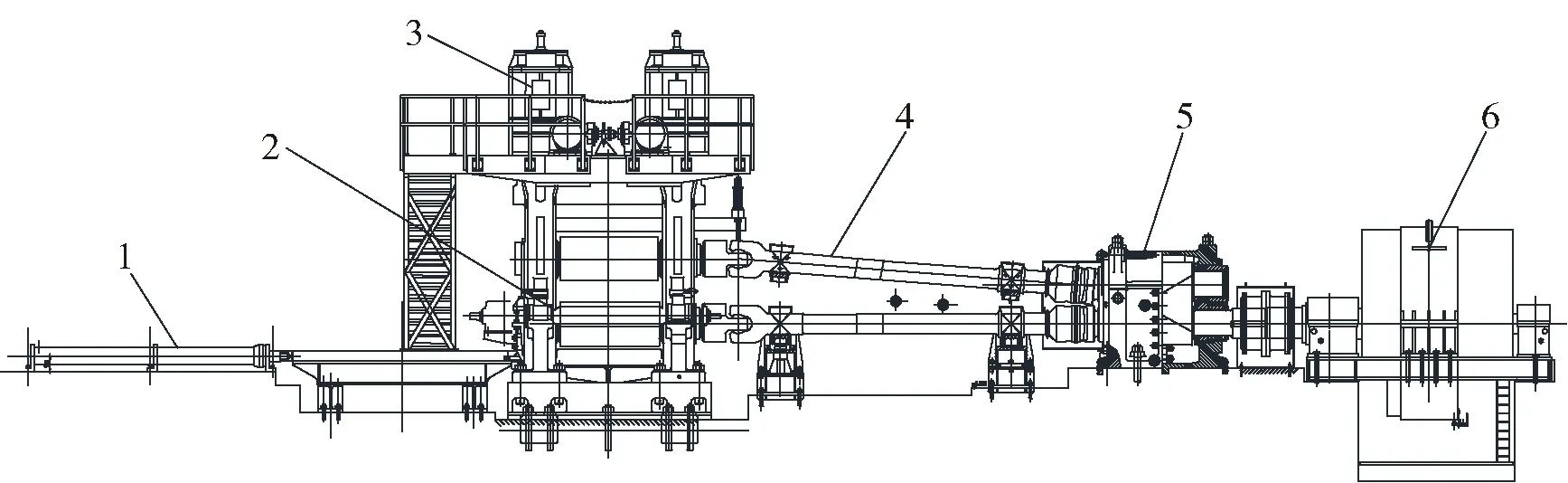
1.换辊装置 2.轧机 3.压下装置 4.万向接轴 5.齿轮箱 6.电机图2 二辊可逆轧机机列图
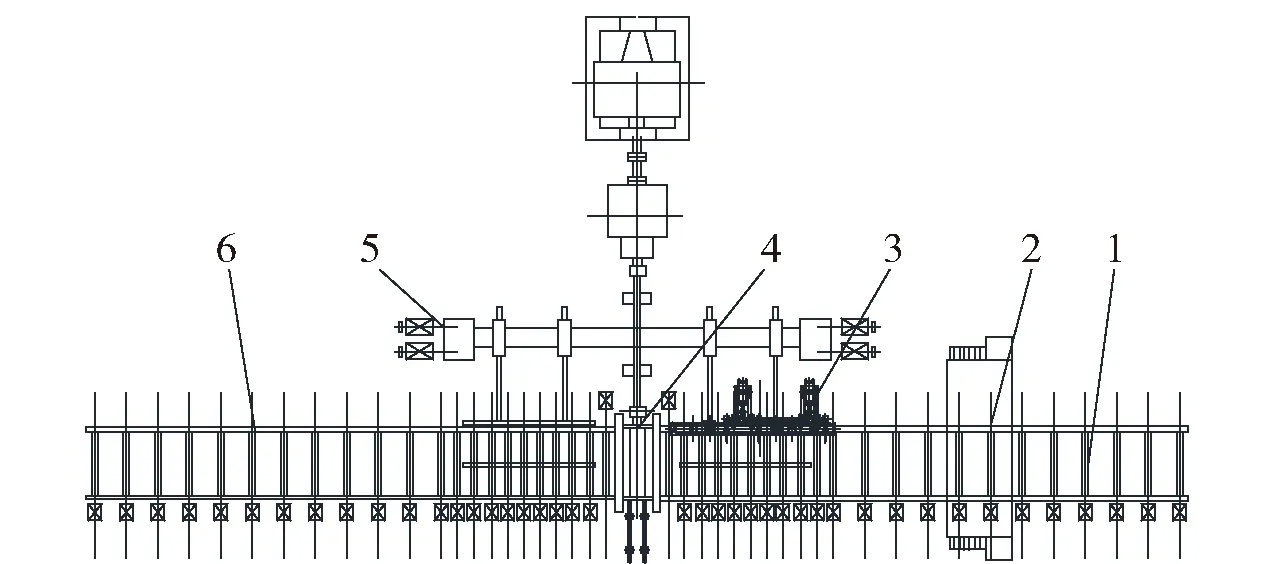
1.机前辊道 2.操作室 3.翻钢机 4.轧机机列 5.对中横移装置 6.机后辊道图3 二辊可逆轧机区域平面布置
两种轧机使用特点不同,长期共存于长材轧制行业。两种轧机分界点应该是750规格,表1为两种轧机使用特点比较表。
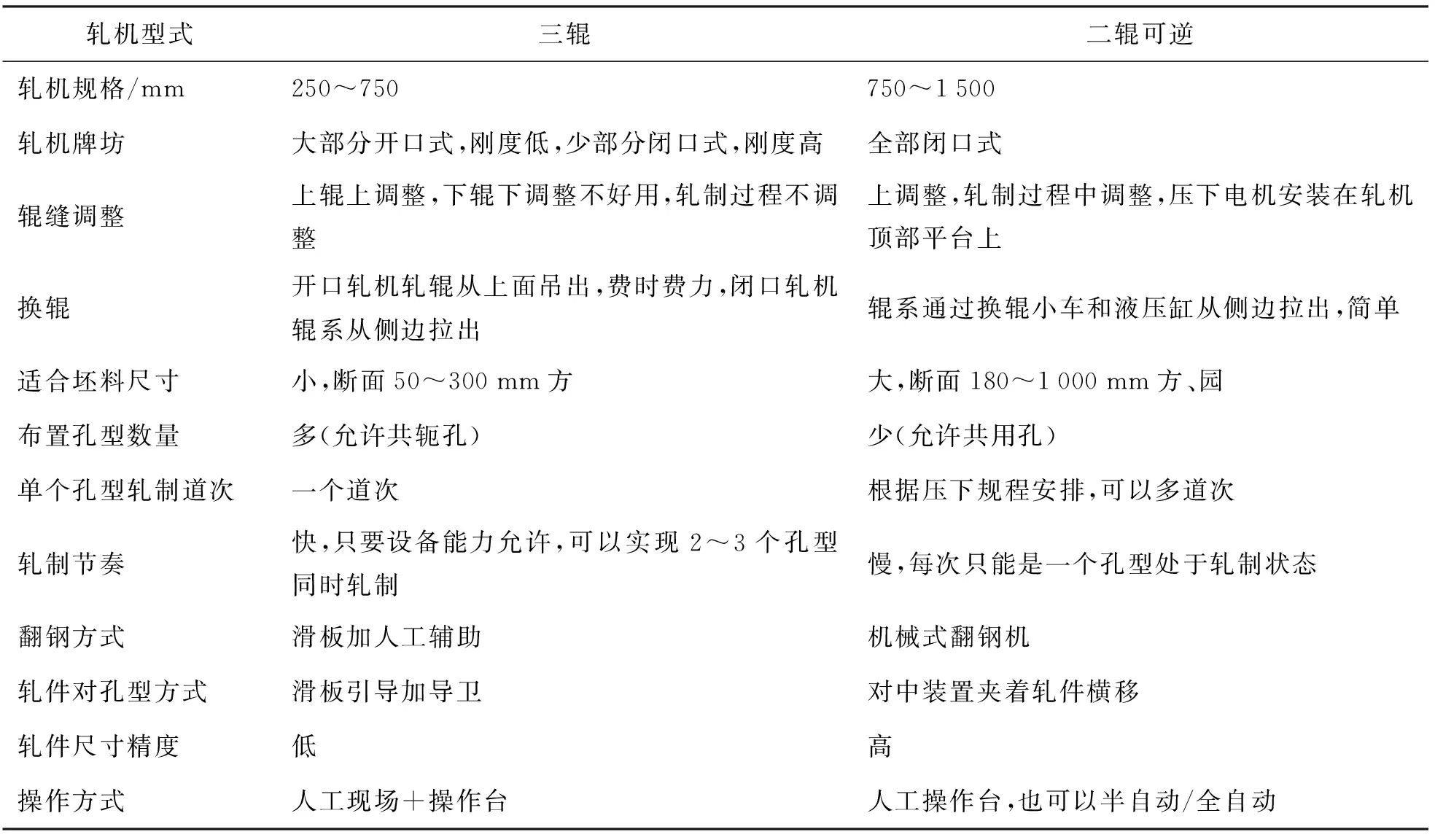
表1 两种轧机使用特点对比表
三辊轧机由于轧制节奏快,适合高产量的钢铁长材生产线,作为粗轧机使用。二辊可逆轧机轧制节奏慢,轧制精度高,适合对产量要求不高的特殊钢/合金生产,如不锈钢、高温合金、镍合金、钛合金等,作为粗轧机使用,更多作为大型坯、锭的开坯机使用。
2 特种合金使用的二辊可逆轧机设计选型
近几年,随着特种合金棒线材的坯料断面逐步增加到150×150 mm~180×180 mm,一种二辊可逆移动轧机取代老式的650三辊轧机,正在被用户接受。其最大优点是轧件不横移,机架横移换下一道次孔型,避免了轧件表面划伤。这种轧机从设备结构、平面布置两方面目前存在几种型式,下文将分别说明。
2.1 轧机
轧机本体包括压下装置、上辊平衡装置、牌坊、辊系、机架横移机构、轧辊轴向锁紧机构等组成。压下装置有两种型式:一是电动压下,适合在轧制过程中快速调整辊缝情况;二是液压马达压下,适合静态设置辊缝情况。电动压下通常需要一个上平台,用于安装和检修压下机构,如传统的大型二辊可逆轧机(见图2),国内进口的普瑞特轧机也是这种结构。也有在牌坊上做支架安装压下电机的,如国内某厂采用的达涅利牌坊轧机,如图4所示。液压马达压下轧机结构简单,如图5所示。有闭口轧机和短应力线轧机两种结构,如太钢不锈钢高线采用750二辊可逆移动式短应力线轧机。
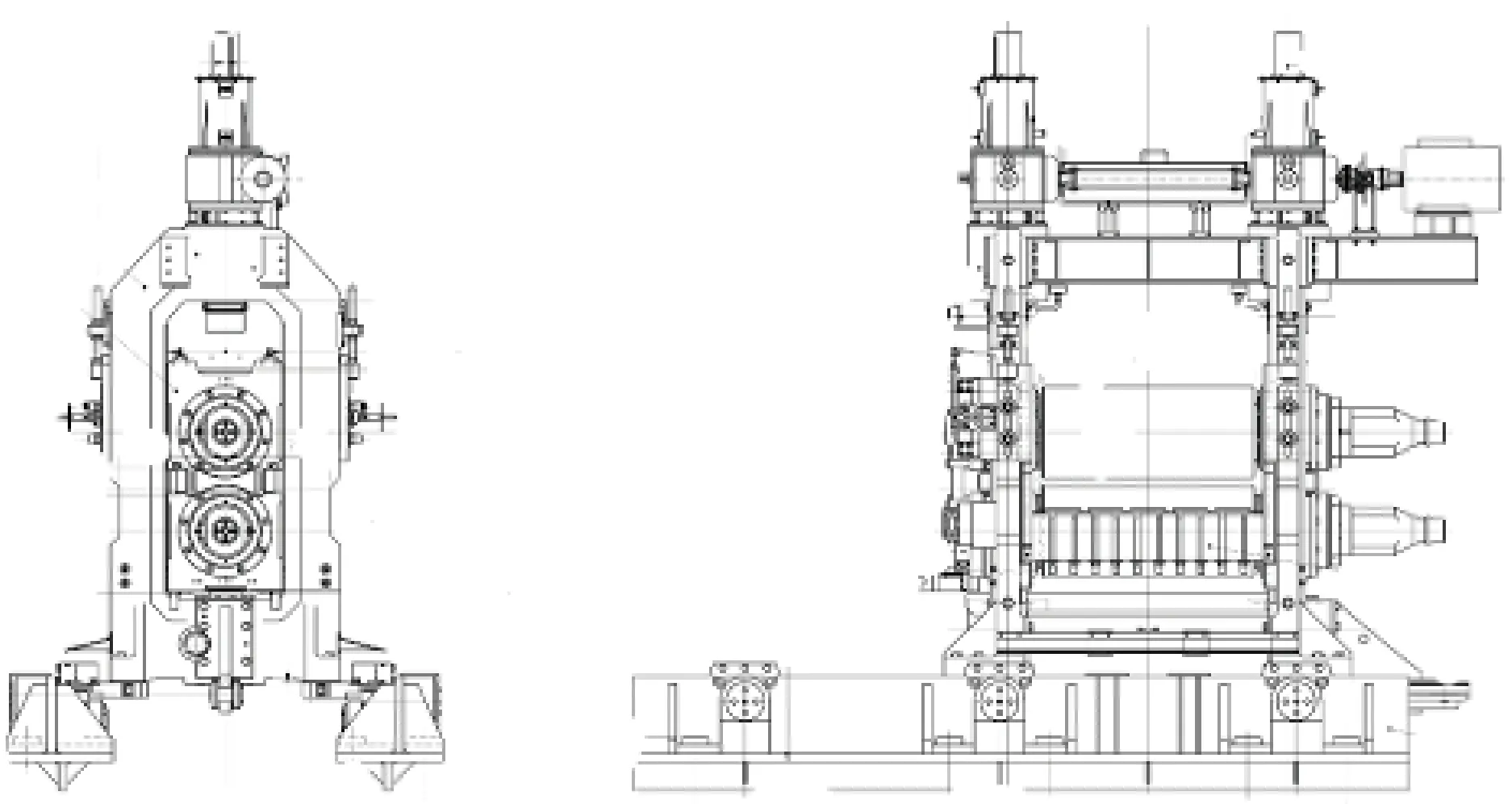
图4 无上平台的电动压下轧机
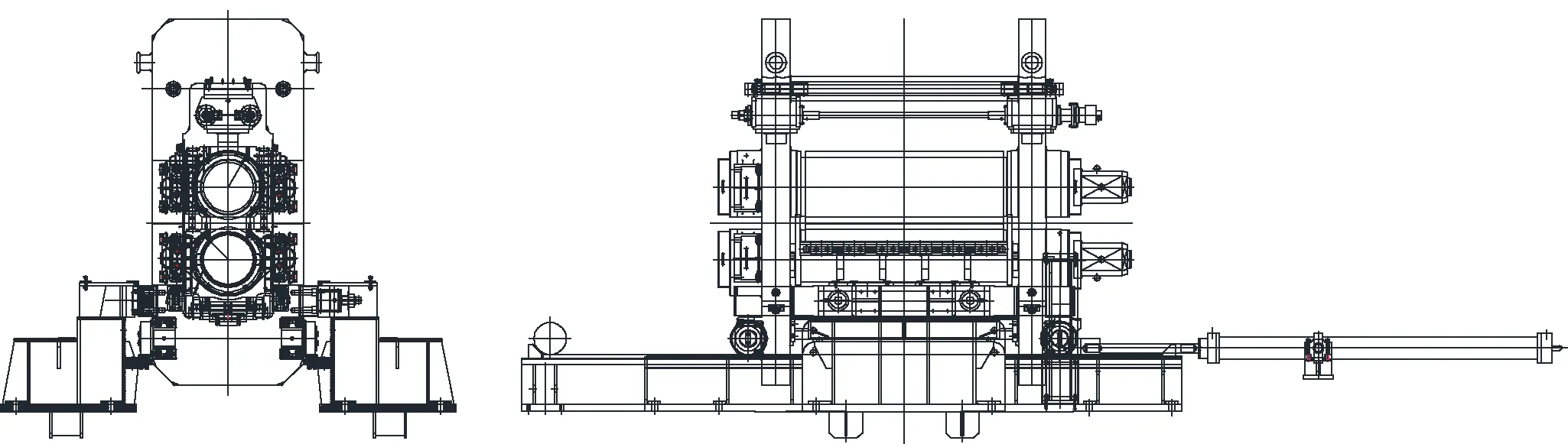
图5 液压马达压下的闭口轧机
移动式轧机不能做的太大,因为可移动的机架重量太大,通常最大做到750规格,也能满足特种合金长材轧制需要。
2.2 换辊小车
换辊小车的作用是在轧机换辊位置将辊系从牌坊内拉出,其结构有两种:一是液压马达驱动链条牵引辊系,也可根据用户要求换成电机驱动;二是液压缸直接牵引辊系。结构图如图6所示。
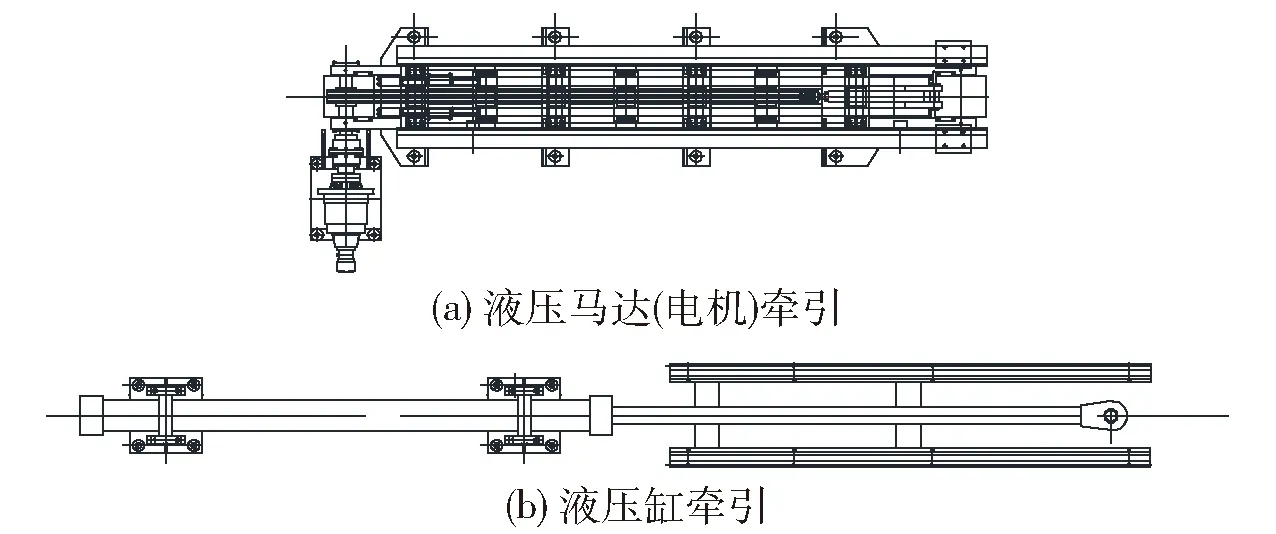
图6 换辊小车结构图
2.3 翻钢机布置
翻钢机的结构为一对夹送辊,由液压马达驱动输送轧件,夹送辊开合夹持动作由液压缸执行,翻转动作由升降液压缸和旋转液压马达配合完成,根据工艺要求可将轧件夹持翻转45°、90°,再结合对中装置、喂钢辊将轧件送入轧机。
翻钢机布置有靠近轧机和远离轧机两种型式,其布置图如图7所示。
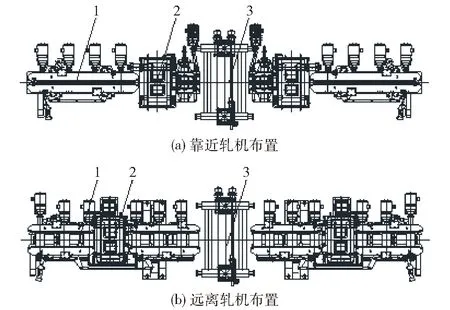
1.对中装置 2.翻钢机 3.轧机图7 翻钢机布置图
2.4 应用场合比较
以上从轧机本体压下装置、换辊小车及翻钢机三个方面分别描述了存在的不同结构型式,各有优缺点,用户可根据需要进行选择组合。二辊可逆移动轧机几种结构优缺点对比如表2所示。
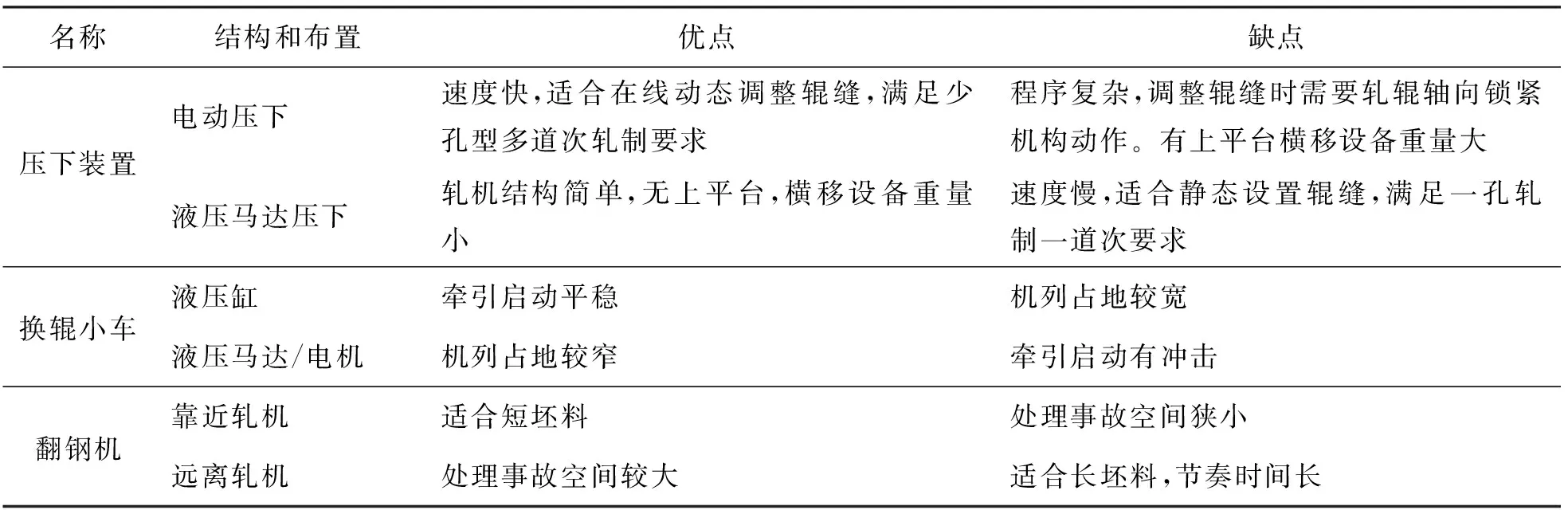
表2 二辊可逆移动轧机几种结构对比表
3 二辊可逆移动轧机自动化功能
二辊可逆轧机由于采用了翻钢机能够准确地将轧件翻转到任意角度,满足轧制孔型配置要求。因此,这种轧机可以完全排除现场人工操作,采用半自动或者全自动操作。半自动模式下轧机可逆操作由人工在操作台上完成,速度设定、辊缝调整均为自动完成。全自动模式下不需要人工操作,全部按程序自动运行。全自动功能主要有以下几方面:(1)辊缝设定(按轧制程序表执行);(2)辊缝调整(由磁尺或者绝对值编码器进行APC控制,轧辊轴向锁紧液压缸协同动作);(3)可逆轧制(交流电机或者直流电机传动);(4)升速、降速(加速度设定及速度曲线设定);(5)轧机横移(由磁尺进行APC控制,机架锁紧液压缸协同动作);(6)前后翻钢动作(按轧制程序表执行);(7)前后对中动作;(8)前后辊道动作及速度联锁控制;(9)轧件跟踪(接受上一道工序来料信息,轧完传递给下一道工序);(10)人工干预及事故报警功能。
4 结束语
(1)二辊可逆轧机由于轧制精度高,操作人员劳动强度低,更适合不追求高产量的特种合金行业。
(2)在特种合金长材生产线上,二辊可逆移动式轧机正逐步替代老式的三辊轧机,该轧机可实现半自动、全自动操作,便于轧线互联互通,符合当前国家提倡的智能制造产业政策。
(3)二辊可逆移动式轧机应根据工艺要求及场地情况进行结构设计和布置。