小麦与不同谷物混合发酵制乙醇的工艺研究
2023-05-02郭孝孝苗春雨刘佳卉姜明雪田杨柳张春雪
郭孝孝,苗春雨,刘佳卉,姜明雪,田杨柳,张春雪,曲 雪
(1.吉林省博大生化有限公司,吉林吉林 132000;2.先进生物制造吉林省重点实验室,吉林长春 130021;3.国投生物能源(铁岭)有限公司,辽宁调兵山 112000)
乙醇是全球重要的化学品,可广泛应用于车用燃料、食品、化工、医药、电子、化妆品等领域,其中作为燃料乙醇的用量最大。作为最成熟的汽油替代能源[1-2],燃料乙醇2021 年全球产量达到8193 万吨[3]。现阶段全球的乙醇生产原料主要有玉米、甘蔗、木薯、水稻、小麦等,玉米和甘蔗用量最大[4-5],技术也最为成熟[6],纤维素乙醇则是未来的发展方向[7]。
我国燃料乙醇产业起源于消化陈化粮[8]。近两年除了玉米外,陈化水稻和陈化小麦也逐渐用于燃料乙醇的生产。陈化水稻使用中遇到的主要问题是稻壳对设备的磨损较大,脱壳处理后以糙米为原料时,与玉米的生产工艺差别不大[9-10]。使用小麦原料时,问题多,难度大,主要表现在:液化醪黏度高,输送困难,废醪液量大,清液悬浮物高,糖浆黏度高、干物低,蒸发和干燥能力要求远高于玉米和水稻原料等[11]。这些问题导致小麦的掺混比例始终比较低。河南天冠有长时间以小麦为原料生产乙醇的经验,在原料处理环节脱除了小麦中的谷朊粉[12-13],其他部分企业也曾低比例添加过小麦作为补充原料,添加比例一般不超过10%[14-17]。可以看出,如果按照常规的玉米乙醇生产工艺进行生产,以小麦为原料仍有不小的问题需要攻克。很多研究者进行了研究,都对工艺进行了较大的调整,许宏贤[18]、王年忠等[19]研究了小麦乙醇生料发酵工艺,赵银峰等[20]研究了小麦清液发酵工艺,俞建良等[21]研究了脱麸皮预处理对小麦酒精发酵的影响。在不改变现有工艺的条件下,小麦与不同谷物混合使用时有没有最佳的混配关系,仍未见到相关的研究报道。
本试验以小麦为研究主体,分别研究了小麦与玉米、小麦与水稻按照不同比例进行混合发酵时的工艺变化情况,旨在获得一些规律性的认识,为乙醇行业生产一线及广大的科研工作者提供可借鉴的数据。
1 材料与方法
1.1 材料、试剂及仪器
原料及耗材:陈化小麦,江苏省;陈化玉米,吉林省;陈化水稻,黑龙江省;高温液化酶(14万U/g)、糖化酶(40 万U/g)、酸性蛋白酶(10 万U/g)、高温木聚糖酶(1760 fxu/g),诺维信(中国)生物技术有限公司;浓醪干酵母,安琪酵母股份有限公司。
仪器设备:WF-20B 万能粉碎机,江阴市亿丰机械设备有限公司;BIOTECH-5JG-7000 发酵罐,上海宝兴生物设备工程有限公司;NDJ-5S 旋转黏度仪,上海昌吉地质仪器有限公司;1260 高效液相色谱HPLC,安捷伦科技(中国)有限公司;ST40 离心机,赛默飞世尔科技(中国)有限公司。
1.2 试验方法
分别将小麦与玉米、糙米按照不同的比例进行混合作为原料,对乙醇生产工艺进行全流程模拟,对比各环节参数的不同特点,考察不同谷物混合比例下的工艺参数变化趋势,每组实验至少重复3次,试验结果取平均值。
1.2.1 样品处理
用万能粉碎机分别对陈化小麦、陈化玉米、生产线上取回的脱壳糙米(脱壳率80 %)进行粉碎,获得3种原料粉备用,筛片孔径选择2 mm。
1.2.2 操作步骤
分别按照小麦粉∶玉米粉、小麦粉∶糙米粉=100∶0、80∶20、60∶40、40∶60、20∶80、0∶100 的比例进行混合,在5 L 发酵罐中配置30 %干物浓度的粉浆,加入高温淀粉酶0.15 g/kg 原料、高温木聚糖酶0.05 g/kg 小麦粉,粉浆在400 r/min、85 ℃下液化3 h。随后用质量浓度为38 %的硫酸溶液将pH值调节至4.2,液化醪降温至32 ℃,加入糖化酶0.33 g/kg 原料、酸性蛋白酶0.1 g/kg 原料,按醪液总量分别加入3 mg/L 青霉素和0.1%的浓醪干酵母,在300 r/min、32 ℃下厌氧发酵64~72 h。
取100 mL 成熟醪加入100 mL 去离子水,采用回流冷凝装置进行蒸馏,蒸取100 mL 酒精溶液后剩余的为废醪液。将废醪液用离心机1700 r/min离心90 s,取上清液作为清液,下层固体部分为湿糟。
1.2.3 分析检测
水分、淀粉、粗蛋白、粗脂肪、粗纤维分别按照食品中组分的标准方法测定[22-26];黏度用旋转黏度仪法测定;发酵醪指标采用高效液相色谱法测定[27];清液悬浮物采用水质悬浮物标准测定方法测定[28]。
2 结果与分析
2.1 3种原料的成分对比
对小麦、玉米和糙米的组分进行了分析对比,结果如表1所示。

表1 小麦、玉米、糙米成分对比表 (wt%)
通过表1 可以看出,淀粉含量糙米最高,其次是玉米,小麦最低,蛋白含量则正好相反。从原料组分可以推测,相同条件下糙米产乙醇最多,DDGS 最少、粗蛋白最低,其次是玉米,小麦产乙醇最少,DDGS 最多且粗蛋白最高。可以看出小麦的木聚糖含量明显高于玉米和糙米,将导致小麦发酵制乙醇过程中物料黏度过高等问题。
2.2 液化指标对比
液化醪黏度是生产稳定运行的重要指标。对3种原料的液化醪黏度指标进行了对比分析,结果如图1所示。

图1 3种原料的液化醪黏度
从图1 可以看出,玉米和糙米的液化醪黏度基本相同,小麦原料在不添加木聚糖酶时,液化醪的黏度高达1240 cp,在生产中是无法正常运转的。但是添加0.5 g/kg 小麦的木聚糖酶后,小麦液化醪的黏度降至424 cp,基本达到与玉米、糙米液化醪相当的水平。事实上,实验过程中发现如果不加木聚糖酶,小麦乙醇的全过程黏度都显著高于玉米乙醇,因此小麦乙醇在液化阶段添加耐高温的木聚糖酶对于生产的稳定运行十分必要。后续实验都在添加了木聚糖酶的条件下进行。
进一步研究了不同谷物混合比例下的液化醪黏度变化情况,结果如图2所示。

图2 不同掺混比例下的液化醪黏度对比
随着谷物混合比例的变化,液化醪黏度变化不大,均在280~430 cp 之间,属于生产允许的正常范围。这也说明,配合使用高温木聚糖酶后,小麦的混合使用对液化不会造成影响。
2.3 发酵指标对比
发酵是乙醇生产的关键环节,成熟醪酒精度、残糖及副产物指标的高低都直接关系淀粉转化率及最终的生产成本。表2 和表3 分别展示了小麦与糙米、玉米按照不同比例混合发酵后的液相色谱数据。
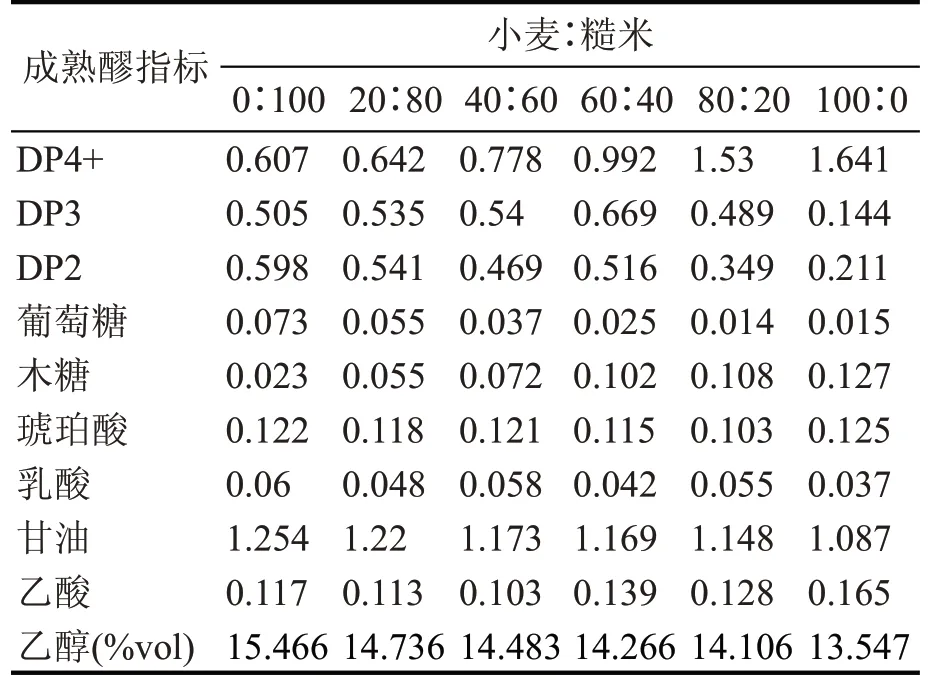
表2 小麦与糙米不同混合比例发酵液相色谱数据 (g/100 mL)
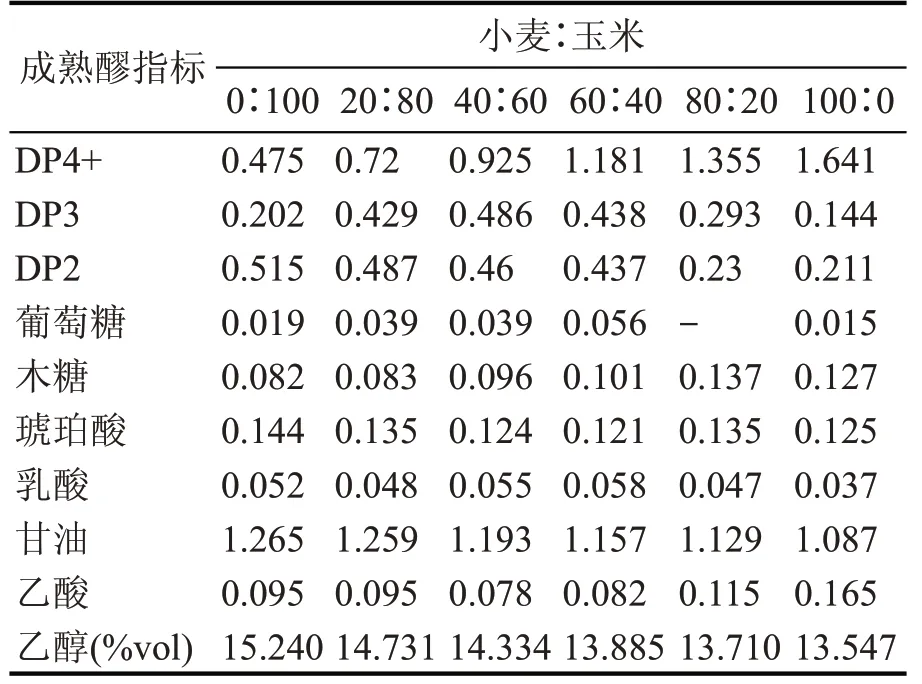
表3 小麦与玉米不同混合比例发酵液相色谱数据 (g/100 mL)
通过表2、表3 的色谱数据可以看出:随着小麦混合比例的提高,成熟醪中琥珀酸、乳酸和乙酸的变化不大,没有明显的规律性,酒精度、色谱总糖和甘油都表现出了较为明显的变化规律。进一步对其变化规律进行分析,结果见图3。
由图3 可以发现,无论是与糙米还是玉米混合,随着小麦混合比例的升高,酒精度均逐渐下降,在相同混配比例条件下,小麦与水稻混合的酒精度要略高于玉米,这主要是因为糙米中的淀粉含量最高,其次是玉米,小麦中淀分含量最低。
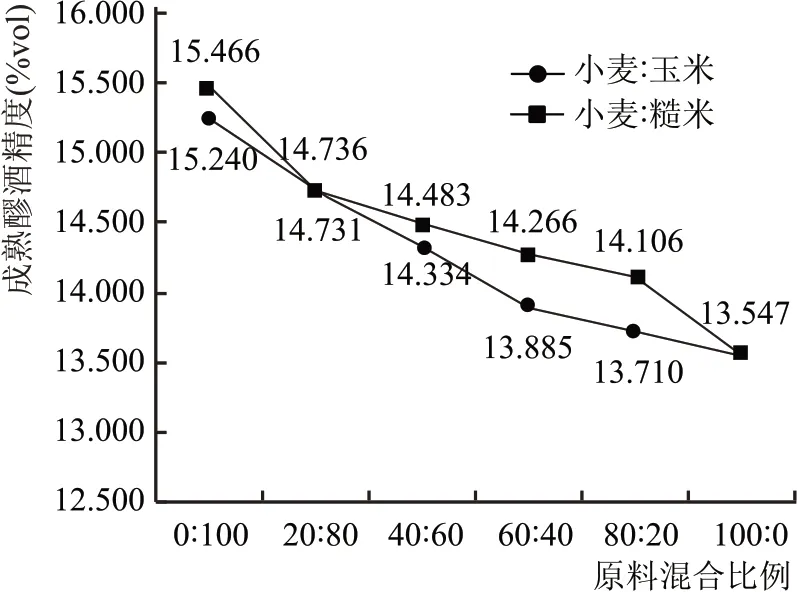
图3 不同混合比例发酵制乙醇酒精度变化曲线
通过图4 可以看出,随着小麦混合比例的增加,色谱总糖均有上升趋势,随着小麦的增加,不能被酵母利用的戊聚糖及木糖随之增加。还可以看出,与糙米混合时,小麦混合比例低于50 %时,色谱总糖变化不大,当超过50%时,色谱总糖会显著增加;与玉米混合时,随着小麦比例提升,色谱总糖逐步上升,当小麦比例超过60 %时,基本达到峰值,小麦比例再增加,色谱总糖变化不大。

图4 不同混合比例发酵制乙醇色谱总糖变化曲线
从图5 可以看出,随着小麦掺混比例的提高,甘油均有所下降,这主要是因为酒精度逐渐走低,对酵母的渗透压下降引起的。当小麦掺混比例低于50 %时,与糙米掺混的甘油含量要低于与玉米掺混的结果,当小麦掺混比例高于50%时反之。
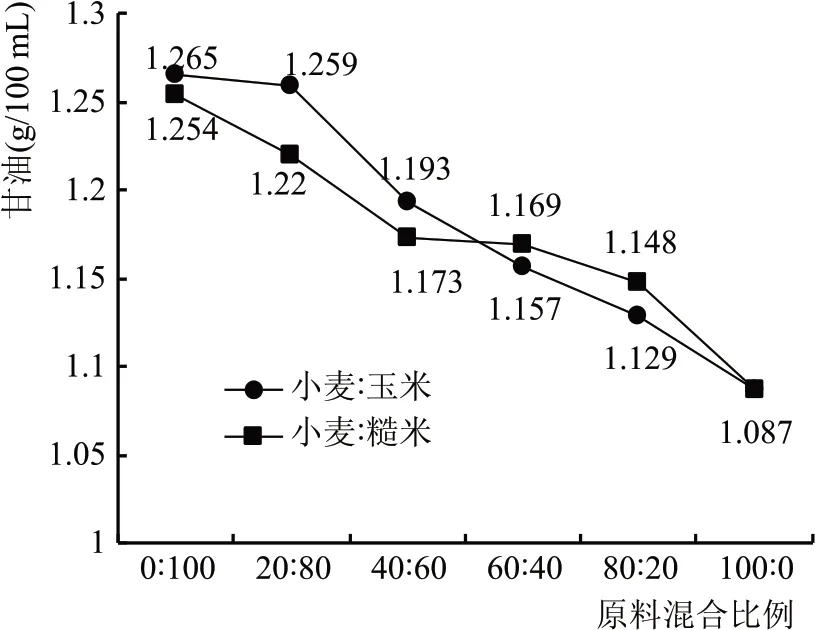
图5 不同混合比例发酵制乙醇甘油变化曲线
2.4 清液指标对比
清液悬浮物的高低是影响蒸发浓缩倍数的主要因素,悬浮物越高,浓缩后的糖浆黏度越高,浓缩倍数越低。清液中的悬浮物主要是蛋白质,小麦中的蛋白含量较高。从图6 可以看出,随着小麦掺混比例的提升,清液悬浮物有明显的上升趋势,对蒸发浓缩造成了不小的压力。为了保持蒸发器正常运转,必须降低糖浆干物,导致糖浆量显著增加。发现当小麦掺混比例低于50 %时,与糙米混合发酵后的清液悬浮物要显著低于与玉米混合的结果,当小麦比例超过50 %时,与玉米掺混的清液悬浮物变化不大,效果更优。

图6 不同混合比例发酵制乙醇清液悬浮物变化曲线
3 结论
3.1 小麦液化黏度显著高于糙米和玉米,添加木聚糖酶能够显著降低小麦液化黏度,在不同掺混比例下均能够达到生产所需的要求,这对使用小麦为原料生产乙醇至关重要。
3.2 由于小麦中淀粉含量最低,随着小麦掺混比例的增加,发酵酒精度会有所下降,甘油会有所下降,由于戊聚糖和木糖的增加,残总糖会有所上升。当小麦掺混比例低于50 %时,与糙米掺混的发酵指标要略优于与玉米掺混,当小麦掺混比例高于50%时,与玉米掺混更优。
3.3 随着小麦掺混比例的增加,清液悬浮物上升,当小麦比例超过50 %时,与糙米掺混的清液悬浮物低于与玉米混合的结果,当小麦比例超过50 %时,与玉米混合使用更优,与发酵指标得出的结论一致。此外,随着小麦混合比例的增加,废醪液和糖浆的量都会有所增加,实际运行中要确保足够的蒸发能力和干燥能力。