Cr12MoV模具钢激光熔凝处理裂纹产生原因及解决办法
2023-02-05邹豪康缪星旭张珊珊姜鹤明
邹豪康,李 勇,缪星旭,张珊珊,姜鹤明
(浙江工贸职业技术学院,温州,浙江,325003)
0 引言
Cr12MoV钢作为企业最常用的冷作模具钢之一,以其高碳高铬成分特征,具有高硬度、高耐磨、热处理变形小和淬透性好等优点,被广泛应用于制造大尺寸、高负荷和结构复杂的冷冲压模具。冷冲压模具在工作时,由于被加工材料的变形抗力比较大,因此模具的工作部分会承受很大的压力、冲击力、弯曲力及摩擦力,故冷冲压模具的正常失效形式一般有磨损、破裂、崩角和塑性变形等[1-6]。由于大部分模具的失效都是从表面开始,因此,对Cr12MoV钢进行表面改性处理,是提高模具寿命的主要手段之一。目前,在模具钢表面进行改性处理的技术方案主要有激光表面改性处理如激光熔覆[7-10]、激光淬火[11-12]、激光合金化[13-14]、激光表面冲击强化等[15-17],涂镀层表面处理[18-21]和表面热处理[22-23]等。
激光熔凝强化处理是利用高能量密度的激光束照射在材料表面,在不改变材料表面化学成分的前提下,利用材料表面瞬时热积累和温度场的急剧变化,在基材表面原位生成强化层,强化层内可形成极细的晶粒,甚至非晶态,可以得到许多常规表面处理技术不能得到的亚稳态组织和表面性能,因而在某些应用场景中能极为有效地改善金属材料的表面性能,是提高产品寿命的一种有效技术手段[24-26]。
Cr12MoV钢作为冷作模具时,一般是利用材料的高硬度高耐磨特性进行作业,本研究拟采用激光熔凝处理工艺对淬火后的Cr12MoV 钢进行表面硬化及改性处理,尝试通过激光表面强化技术进一步改善模具钢的硬度与耐磨性能,从而提高Cr12MoV钢冷作模具的使用寿命。但在研究过程中,发现该技术方案中存在潜在裂纹问题,裂纹的产生与存在对本研究工作的技术适用性以及生产应用带来很大危害。因此,本文针对激光熔凝处理Cr12MoV 钢工艺试验中出现的问题,即高硬度基材表面出现的潜在裂纹缺陷,通过对裂纹形态、裂纹性质、裂纹生成部位以及裂纹产生的原因等进行研究和分析,并提供有效的解决方案,以便能为其他科技工作者或企业工程师提供相关借鉴与参考。
1 试验材料与方法
1.1 试验材料
试验材料为市场采购Cr12MoV 钢,该钢的主要化学成分如表1 所示, 试样尺寸为40mm×40mm×15mm。成分分析设备采用德国BRUKER S4 PIONEER X 射线荧光光谱仪和南京正源分析仪器制造有限公司ZY-HWC9A 型高频红外碳硫分析仪。

表1 Cr12MoV钢的主要化学成分表(Wt%)
试样在激光表面熔凝处理前的预处理工艺为:采用东莞科昶KQH-1800A 热等静压烧结炉进行分段预热淬火,淬火加热温度1 030℃(±10℃),淬火保温时间为30min,油冷;预热温度分别为650℃(±10℃)和850℃(±10℃),每段预热时间为30min,共预热60min,其淬火工艺流程图如图1所示。淬火处理后对试样表面分别采用不同目数的砂纸由粗到细进行打磨处理,采用莱州华银试验仪器有限公司的200HRS-150 型数显洛氏硬度计进行硬度检测,其淬火硬度约62HRC。
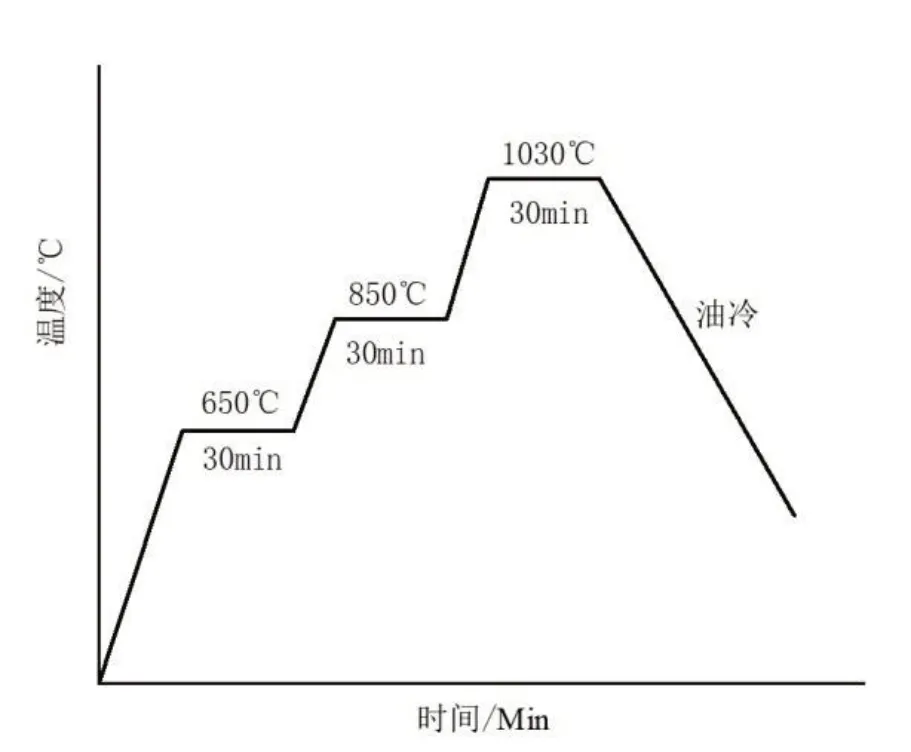
图1 淬火工艺流程图
1.2 试验方法
激光熔凝试验:采用武汉锐科公司RFL-A750D型光纤激光器对试样表面进行激光扫描,扫描速度为12mm/s,聚焦透镜距离试样表面为120mm,光斑直径为2mm,激光输出功率为300W,激光束扫描路径间距1mm,无气体保护。
回火试验:采用绍兴苏珀YTH-12-10 型箱式电阻炉对激光熔凝处理试样进行低温回火,回火温度为190℃(±10℃),保温时间为240min,空冷。
着色探伤检测:首先采用吴江宏达HP-ST 清洗剂对熔凝处理试样进行预清洗,去除表面杂物后;继而采用吴江宏达HP-ST 渗透剂对试样表面进行均匀喷涂,喷涂结束后静置10分钟进行渗透处理;然后待渗透结束后使用吴江宏达HP-ST 清洗剂将被检物体表面多余的渗透剂去除;最后使用吴江宏达HP-ST 显像剂对试样表面进行喷涂显影,进行缺陷分析。
金相检验:线切割取样后,对切割面进行打磨、抛光和无水乙醇清洁处理,采用4%的硝酸酒精溶液腐蚀,以德国蔡司Axio Scope.A1 型显微镜观测金相组织;采用荷兰飞纳PhenomXL 电子扫描显微镜表征裂纹组织与形貌。
2 裂纹形貌与产生原因分析
2.1 宏观形貌观察
激光熔凝处理所得熔凝层的表面形貌图如图2(a)所示,图2(b)为激光熔凝处理后表面着色探伤结果的显像图,2(c)为激光熔凝处理后试样的纵剖面宏观形貌图。

图2 激光熔凝处理宏观图
从图2(a)(b)中可以看出,淬火的Cr12MoV钢在激光熔凝处理后,熔凝层的表面质量较好,着色探伤结果显示熔凝层表面无裂纹、孔隙等缺陷。结合图2(c)可以看出,在Cr12MoV钢表面存在着一层具有一定厚度的白色亮化层,该亮化层为激光熔凝处理所得的改性层,在该层的下部且靠近试样边缘部位出现了一个尺寸较长且较大的裂纹。该裂纹不是在激光表面熔凝处理后立即生成的,而是在后续为观察熔凝层金相组织,在金相制样时在砂纸上打磨过程中产生的,因此其生成可能与Cr12MoV钢熔凝层与基体的结合部摩擦受力有关。
2.2 组织形貌分析
为进一步观察裂纹形貌和裂纹的生成位置,将激光熔凝处理后所得熔凝层的纵剖面进行显微组织观察,所得金相照片如图3(a)所示;扫面电镜照片如图3(b)所示。
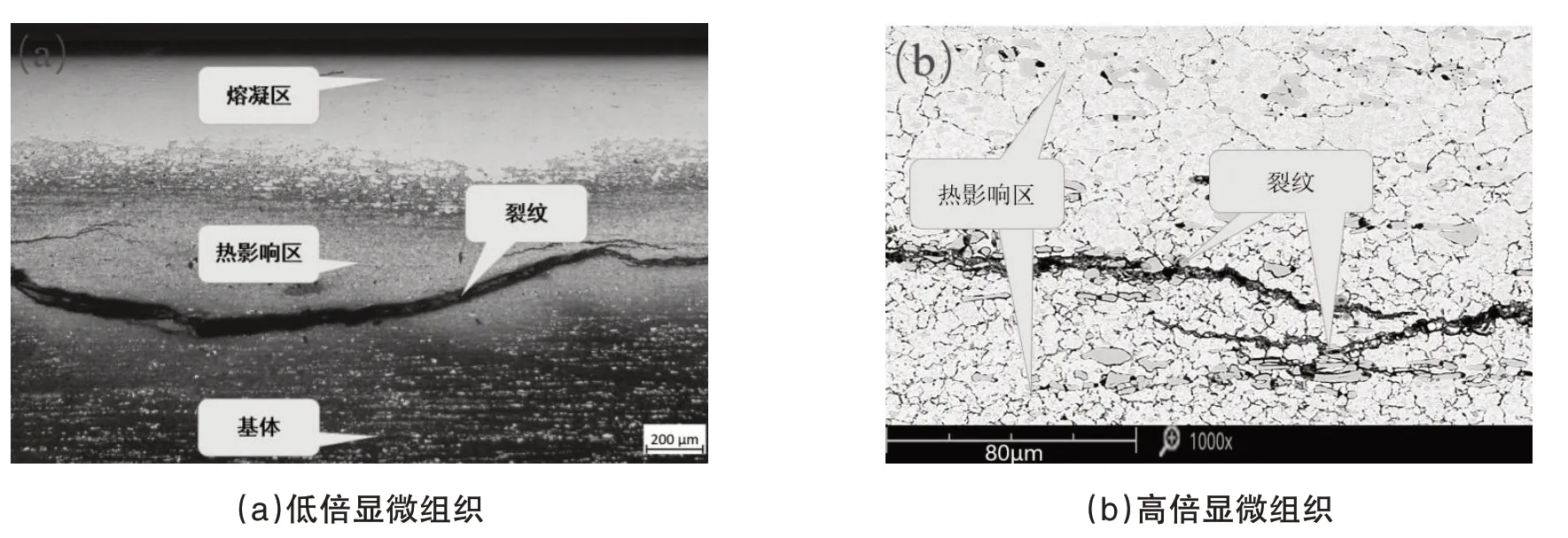
图3 激光熔凝处理纵剖面显微组织图
从图3 中可以看出,淬火Cr12MoV 钢在激光熔凝处理后,由表层到基体可以分为熔凝区、受热影响区和基体三个区域;而裂纹存在于受热影响区,是在熔凝层和基体结合部位的热影响区生成、扩展,最终形成穿晶裂纹;裂纹既有粗大裂纹,也有细小的扩展裂纹。鉴于裂纹周围没有夹杂物聚集特征、也没有明显的氧化现象,结合Cr12MoV 钢激光熔凝处理前其淬火硬度为62HRC,硬度较高,而激光熔凝处理过程中又具有“急热急冷”特性,因此,裂纹性质很有可能为热应力和组织相变应力积累后,在受力过程中集中释放而形成的脆化冷裂纹。
实践表明,激光熔凝处理前的淬火Cr12MoV 钢未经回火处理,淬火过程本身会积累较大的淬火应力,这些应力在激光表面处理前均未得到释放;在激光熔凝过程中,由于激光加热速度极快,表层的淬火马氏体飞速升温超过熔点而液化,在空气的快速冷却过程中又快速凝固并结晶形成熔凝层,同时发生组织相变,在此过程中,熔凝层也积累着大量的热应力与组织相变应力。这两个过程的应力叠加,在熔凝层与基体间容易形成较大的应力值;同时,由于熔凝处理过程中的组织相变,熔凝层形成了与硬脆性的基体组织马氏体不同的奥氏体组织[27-28],因此在熔凝层与基体间又同时形成了硬度梯度;当试样在砂纸打磨制样的过程中因摩擦受力,在外力诱导下,内应力集中释放从而形成脆化开裂,而且严重的内应力释放可能让裂纹一直扩展到试样边界。
3 裂纹预防办法
针对淬火过程加激光熔凝处理易导致Cr12MoV钢试样因内应力的集中释放而产生裂纹问题,结合上述分析,要预防裂纹产生,只需要消除钢的内应力即可。因此,为减少回火次数,提高生产效率,建议采用较长时间的低温回火工艺,在保证Cr12MoV钢高硬度的情况下,充分释放钢淬火及熔凝处理积累的内应力,并稳定钢的组织,即可避免裂纹产生。
图4为Cr12MoV 钢试样在低温回火处理后的熔凝层表面形貌、着色探伤显像图和纵剖面多次打磨后的宏观形貌图。从图4 可以看出,熔凝层的表面质量仍然保持良好、无缺陷状态,同时纵向也没有任何宏观裂纹出现。

图4 淬火Cr12MoV钢激光熔凝后回火试样宏观形貌图
图5为淬火Cr12MoV 钢激光熔凝试样经回火处理后的显微组织照片,其中图5(a)为低倍金相照片,图5(b)为热影响区的高倍SEM 照片。从图中可以看出,Cr12MoV 钢熔凝试样经回火处理后,各个区域组织均正常,其纵剖面上的熔凝层、热影响区和基体三大区域均没有裂纹出现;扫描电镜照片显示,在裂纹最容易产生的基体与熔凝层结合部的热影响区没有发现任何裂纹源。由此可以说明,Cr12MoV钢在淬火加激光熔凝处理后,经过较长时间的低温回火处理,可有效消除淬火应力叠加激光熔凝处理应力导致的裂纹生成隐患,因此,通过增加回火处理过程,可以较好地消除应力并抑制应力导致的裂纹萌发。

图5 激光熔凝处理后回火试样的显微组织图
4 结论
(1)淬火态的Cr12MoV 钢采用激光熔凝处理,在没有气体保护的情况下,可以在钢材表面获得一定厚度且熔凝质量较高的熔凝层;但熔凝处理后,淬火加熔凝处理叠加的内应力,容易在熔凝层与基体的结合部位产生冷脆裂纹隐患。
(2)淬火Cr12MoV 钢在激光熔凝处理后,采用较长时间的低温回火处理,可以很好地消除内应力,并抑制应力裂纹生成。因此,淬火加激光熔凝处理再加回火处理技术方案,可以较好地解决本工艺过程中因应力过大而导致的裂纹隐患问题。