涡旋式空调压缩机阀片敲击音及声品质指标研究
2022-11-24冀军鹤石纬纬徐飞飞易丰收
冀军鹤,石纬纬,徐飞飞,易丰收
(南京奥特佳新能源科技有限公司 中央研究院,江苏 南京 210000)
1 引言
涡旋式压缩机由于体积小、噪声振动小等特点,在汽车行业得到了广泛应用。随着居民生活水平的提高,私家车越来越普及,同时空调压缩机的搭载量得到日益提升。压缩机作为车内温度调节装置的核心零部件,工作时产生的噪声振动不可忽视,严重时可引起车主投诉并造成索赔等一系列影响。
涡旋式压缩机设有阀片,随着转子转动中心腔压力逐渐升高,当中心腔压力高于背压时,压缩机开始排气;当中心腔的体积达到最小时排气结束,阀片进而周期性的开启与关闭并产生“嗒嗒音”[1]。
针对某批市场返回机出现的“嗒嗒音”伴随金属敲击感、主观评价不可接受事宜,通过优化加工工艺,将阀片底部两处平面铣平的方式控制了敲击感。最终,将噪声原始信号声压级、复杂宽带噪声选取兹维克尔响度(以下简称响度)及粗糙度与主观评价进行关联性分析[2],由压缩机辐射噪声的频谱特征可知,声压级与响度关联性较好,但两者均不能作为评价阀片敲击音的声品质指标;粗糙度是声音受到幅值调制时的声品质评价参数,其值越大表明调制程度越深,这里可作为“嗒嗒音”受到敲击音调制的声品质评价指标[3]。
2 敲击音问题识别
2.1 噪声信号采集
随机抽取一台返回机进行台架噪声试验,以便确认问题是否复现。测试工况模拟实车:压缩机转速1000 r/min,吸排气压力分别为绝压0.28 MPa、1.6 MPa,吸气温度8.7 ℃,传声器布置在压缩机后方1 m位置。
2.2 主观评价及频谱分析
待工况稳定后,压缩机运行噪声除正常的排气“嗒嗒音”外、同时存在敲击音。其他参数不变的情况下,调整吸气温度,发现敲击音随吸气温度增大显得更难以接受。同样的测试工况下,完成了正常抽检机的噪声信号采集与频谱分析,如图1所示为返回机与抽检机的colormap对比,结果表明返回机频谱存在典型的宽带特征、且粗糙特征明显。

图1 返回机与抽检机噪声colormap对比
3 解决措施介绍及改善效果验证
3.1 机理分析
通过上述频谱分析及主观评价可知,本文研究的敲击音伴随排气“嗒嗒音”周期性出现、且具有冲击性质,推测为排气侧零部件之间的配合撞击引起。
图2为排气侧结构实物照片,排气阀片根部靠螺栓及特殊胶水进行固定,头部靠自重对排气孔进行密封;限位器起到限制阀片行程的作用。当压缩机工作时,阀片受排气孔排出气体的冲击力作用上下往复运动,在特定条件下会产生敲击支撑面或限位器的可能[4]。排除了敲击限位器的可能性后,对支撑面处进行分析验证。

图2 排气侧实物照片
最终通过先目测后三坐标测量的方法,锁定了固定面与支撑面存在高度差是阀片产生敲击支撑面的根源。如图3所示,以毛坯面为参考平面,由于特殊的加工方式使得头部支撑面始终高于根部固定面,导致在特定的质量流量及流速条件下,产生阀片敲击支撑面的可能。对比测量抽检机与返回机此处的高度差,两者分别为0.03 mm与0.15 mm。
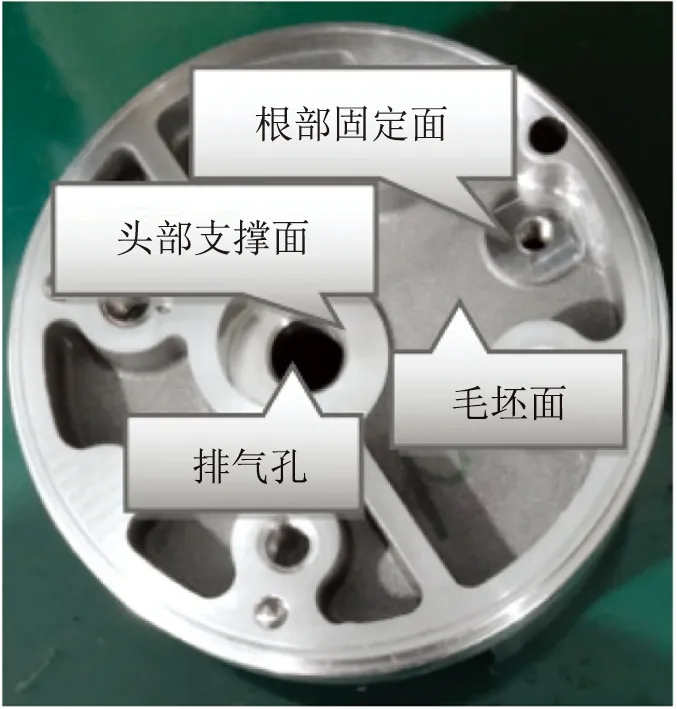
图3 高度差说明照片
3.2 措施介绍及改善效果评估
通过改变加工方式,将支撑面与固定面(由两个加工工序完成)优化为一刀铣的方式控制了敲击音的产生。对返回机按照此种方式加工后进行上述试验,主观评价表明“嗒嗒音”的敲击感已察觉不到,处理前后噪音colormap对比如图4所示,整个频带能量改善明显。
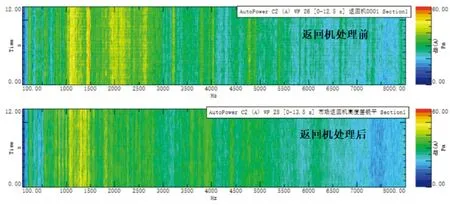
图4 返回机处理前后噪声colormap对比
4 敲击音声品质指标研究
声品质指标研究是通过客观参数规范声音的主观可接受程度,根据声音频谱及主观感受,选取合适的客观参数与主观评价进行对比分析,最终找到一种合适的客观参数用于声品质指标[5]。
4.1 客观参数选取及关联性分析
提取噪声原始信号的声压级、响度与粗糙度作为分析对象,将其测试结果与主观评价进行对比分析。为了节约篇幅,这里仅列出了四组样本的测试数据分析结果,分别是返回机、正常抽检机、抽检机(加抽)与返回机高度差铣平。
由图5所示的声压级频谱可知,噪声能量主要集中在1~1.5 kHz左右,由等响曲线可知,人耳对于高频噪声1~5 kHz左右比较敏感[6],故声压级与响度关联性应较好。

图5 声压级频谱图
结合图6声压级时域信号与图7响度时域信号的测试结果可知,声压级最大的状态为抽检机(加抽),其响度亦最大,反之亦然,这表明声压级与响度的关联性与理论相符。

图6 声压级时域信号

图7 响度时域信号
如图8所示为几组样本的粗糙度时域信号。由此可知,粗糙度最大的样本为返回机,这表明它与响度及声压级关联性较差。

图8 粗糙度时域信号
4.2 主客观相关性分析及声品质指标建立
表1汇总了上述客观参数的测试结果、高度差信息及主观感受结果,以便更直观分析客观参数与主观评价的关联性,进而选择合适的参数作为声品质指标。这里将主观评价结果划分为5个刻度,分别为好、良好、一般、可接受、差,依次表示声音可接受度降低。
由表1可知,声压级与响度虽关联性较好,但无法客观评价敲击音的主观感受;相反,粗糙度大小与主观感受呈正相关性,表现为主观感受越差、粗糙度愈大,且高度差愈大;反之亦然,这表明粗糙度可作为敲击音的声品质指标。抽检机(加抽)的粗糙度为0.7Asper,噪声主观感受为可接受状态。故内部制订以此水平作为敲击音可接受的临界状态,当粗糙度大于0.7Asper时不可接受。

表1 噪声客观参数与主观评价一览表
5 结语
(1)本文对市场返回机出现的异常敲击音进行研究,通过频谱分析及三坐标测量的方法,识别出阀片根部固定面与头部支撑面的高度差是产生敲击音的根本原因,优化两处加工面的加工工艺、将其高度差消除后敲击音消失,主观评价噪声表现较好。
(2)对敲击音的声品质指标进行研究,旨在建立此类声音的评价标准,用于规范同类声音的可接受度。通过客观参数与主观评价相结合的分析方法可知,噪声粗糙度大小与主观感受关联性较强,表现为噪声粗糙度越大,高度差越大,主观感受越差,因此可将粗糙度作为敲击音的声品质指标,内部制订当粗糙度不大于0.7Asper时可接受。
(3)由压缩机的噪声频谱分析可知,响度与声压级关联性较强,但两者无法同主观感受建立对应关系。
(4)由于测量误差及试验资源等原因,本文仅对高度差与粗糙度进行了定性分析,而未对两者的定量关系开展研究。后续如有条件,可建立两者的回归模型,便于预测不同高度差范围噪声的主观感受水平。
