滚抛工序对冰箱压缩机阀片性能的影响研究
2019-02-26张勤建朱雅君
肖 鹏 张勤建 杨 骅 朱雅君
(加西贝拉压缩机有限公司 嘉兴 314006)
引言
冰箱压缩机的阀片相当于其“心脏瓣膜”,阀片一旦失效会导致整台压缩机的报废,因而阀片的可靠性至关重要。付玉彬[1]与许竹桃[2]等人对冰箱压缩机吸气阀片进行了失效分析,发现阀片的常见断裂机制是疲劳断裂。滚抛可以改善阀片的疲劳强度,是阀片生产中非常关键的工序,直接决定了阀片的最终质量[3]。但滚抛工序对阀片表面微观形貌、表面粗糙度、显微组织、硬度及疲劳寿命等各项性能的系统研究还未见相关报道。本文对材质为Sandvik-Hiflex的吸气阀片进行了滚抛前、后各项性能的研究。通过明确阀片滚抛前后各项性能的具体差异,可以掌握滚抛改善阀片疲劳性能的根本原因,从而更好地提升阀片的可靠性。
1 试验材料与方法
试验用阀片为冰箱压缩机吸气阀片,材质为Sandvik-Hiflex,厚度为0.178 mm。分别取多片滚抛前及滚抛后的阀片进行了分析测试。采用金相显微镜观察测量了阀片滚抛圆角;采用维氏硬度计对滚抛前后的阀片硬度进行了测试;对滚抛前后的阀片舌簧区域表面的不同方向进行了表面粗糙度测量;采用扫描电镜(SEM)对滚抛前后的阀片表面及舌簧冲裁端面进行了微观形貌观察,并对阀片的显微组织进行了分析;在冲击疲劳寿命台上对滚抛前后的阀片进行了冲击疲劳试验。
2 试验结果与分析
2.1 滚抛圆角的观察与测量
为了观测阀片滚抛圆角,将阀片滚抛前及滚抛后的舌簧纵向剖开进行镶嵌、磨抛制样,然后在金相显微镜下观测。如图1所示,阀片滚抛前的边缘端面尖锐,近似直角;滚抛后具有明显圆角,平均圆弧直径约为40.0 μm。可见,滚抛可以显著平滑阀片的锋利边缘。
2.2 硬度检测与分析
取滚抛前后的阀片各5片,每片进行2次维氏硬度检测,结果见表1。由测试结果可知,阀片硬度较均匀,阀片滚抛后的硬度略大于滚抛前,这是由于阀片在滚抛过程中反复与磨料、筒体磨擦撞击使阀片产生了轻微的加工硬化作用。
2.3 表面粗糙度测量与分析
对滚抛前后的阀片各5片进行舌簧区域的表面粗糙度测量,分别沿着平行于舌簧方向及垂直于舌簧方向进行测试,测定结果见表2。由测试结果可知,滚抛前的阀片在垂直于舌簧方向上的粗糙度约为平行于舌簧方向的2倍,滚抛后阀片的粗糙度在两个方向基本无差别且略大于滚抛前在垂直于舌簧方向的粗糙度。滚抛前阀片表面粗糙度具有明显的方向性,这是由于阀片沿着轧制方向会产生轧制条带、纹理,经过滚抛工序可以去除轧制痕迹,从而消除粗糙度的方向性。
2.4 显微组织观察与分析
对制备好的金相试样进行合适的组织浸蚀,然后采用扫描电镜(SEM)对阀片滚抛前后的材料显微组织进行观察,组织照片如图2所示。滚抛处理前后,阀片的显微组织无明显区别,均为细小弥散的碳化物分散在回火马氏体基体上,碳化物尺寸小于1 μm,马氏体基体不完全回火,带有马氏体位向。

图1 阀片滚抛前后舌簧边缘形貌
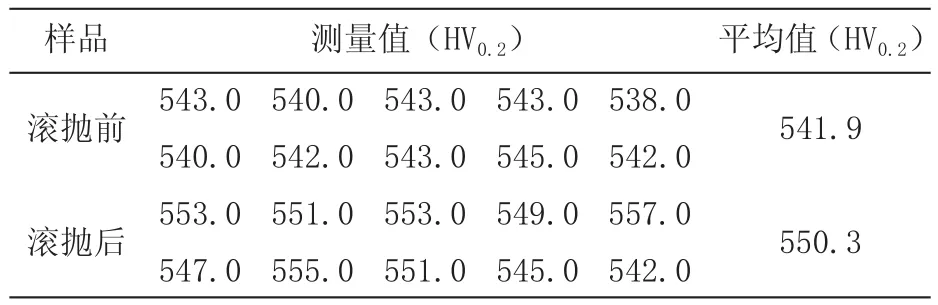
表1 阀片滚抛前后硬度值

表2 阀片滚抛前后表面粗糙度值
2.5 表面形貌观察与分析
对滚抛前后的阀片进行低倍放大观察并对舌簧区域表面形貌进行高倍放大观察分析,如图3所示。结果发现:滚抛前的阀片表面存在明显的单方向轧制痕迹,滚抛后的阀片表面轧制痕迹已被去除,留下了无方向性的加工痕迹。

图2 阀片滚抛前后显微组织

图3 阀片滚抛前后显微组织
2.6 舌簧冲裁端面形貌观察与分析
采用扫描电镜(SEM)对阀片滚抛前后的舌簧头部冲裁端面微观形貌对比分析,微观形貌如图4所示。滚抛前阀片的舌簧端面较为毛糙,端面切口呈现方向性明显的冲裁痕迹,进一步放大发现切口中分布大量的拉长的“韧窝”状小孔,这相当于材料中的微裂纹,这是阀片冲裁加工过程中产生的撕裂韧窝,即塑性金属材料在塑性断裂中留下的特征痕迹。滚抛后阀片的舌簧端面变得圆滑、相对平整,放大后基本看不到撕裂韧窝。有文献研究表明[4],阀片的裂纹通常起源于与阀板接触的阀片边缘,随后裂纹倾向于沿拍击面的径向扩展。滚抛工序消除了阀片端面的微裂纹,即裂纹源,从而可以降低裂纹萌生的概率。
2.7 疲劳寿命测试与分析
取多片滚抛前、后的阀片在冲击疲劳寿命台上进行冲击疲劳试验,结果表明:滚抛前与滚抛后的阀片冲击疲劳寿命平均值分别为8.7×106次、43.1×106次,滚抛后的疲劳寿命约为滚抛前的5倍,差异明显。阀片疲劳失效的部位集中在舌簧头部,舌簧头部左边、右边及上部均会出现疲劳破损。由疲劳寿命测试数据可知,阀片的滚抛工序对其疲劳性能的提高具有明显影响,滚抛一方面去除了阀片表面的缺口、毛刺,降低了裂纹萌生概率,另一方面,滚抛大大增加了阀片表面的压应力,抑制了疲劳裂纹的萌生与扩展。Seong-wooWoo[5]等人对压缩机阀片可靠性的研究表明,应力集中易导致阀片出现早期失效。滚抛处理使阀片边缘端面的直角转化为一定尺寸圆弧状,降低了阀片的应力集中程度,从而降低了阀片运行过程中的裂纹萌生概率。
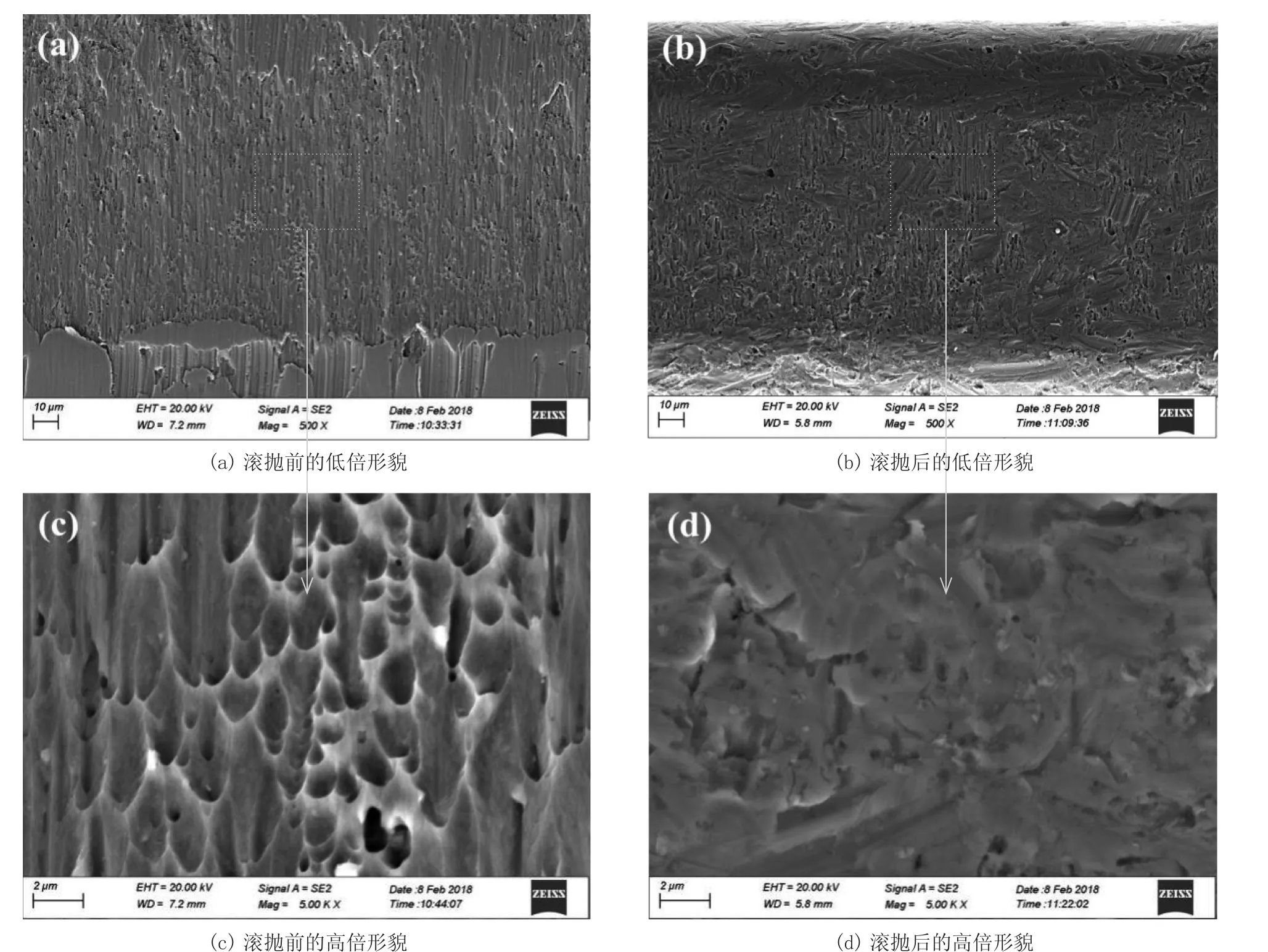
图4 阀片滚抛前后舌簧端面形貌
3 结论
滚抛工序充分去除了压缩机阀片舌簧冲裁端面的微裂纹,抑制了疲劳裂纹的萌生;滚抛可显著平滑阀片的锋利边缘,降低其拍击时的应力集中程度。阀片滚抛处理后的疲劳寿命约为滚抛前的5倍。滚抛工序会使阀片产生轻微的加工硬化作用,同时去除了阀片表面的轧制条纹,但不会导致阀片的显微组织发生变化。