轧制与镦制工艺生产磷铜球的显微组织和硬度对比
2022-08-29王佳欣姚宇茏
杨 勇,王佳欣,王 斌,姚宇茏
(1.广东技术师范大学机电学院,广州 510635;2.广州长仁工业科技有限公司,广州 511356)
0 引 言
随着5G通信技术的发展,印制电路板向着结构更加繁杂、工艺更加多样化的方向发展。铜作为电镀阳极,是印刷电路板生产的重要原料,在铜中添加磷元素可以有效改善其铸造组织及性能,其中磷含量是保证阳极磷铜材料质量的关键指标,且磷铜的质量与磷膜的生成速率相关。在铜中加入磷,还可有效避免阳极溶解过快,使得阳极溶解过程中产生的泥渣较少。较高的磷含量会加速铜表面磷铜膜(Cu3P膜)的形成,而磷铜膜具有导电性能,可加快铜的氧化[1]。目前,常用的电镀阳极磷铜材料的形状包括球状、柱状、角状等。在角状和柱状磷铜的生产中采用的是先挤压或浇铸铜棒,再切断的工艺流程;该工艺比较简单,但是该工艺生产的磷铜会存在锐利边和毛刺,在阳极篮中极易产生搭桥现象,影响电镀效果[2]。多层高密度互连积层板基于印制电路技术与厚膜制备技术制成,属于精密电路板的一种。在使用微盲埋孔技术使线路分布密集化的过程中,阳极磷铜球的需求量较大[3]。
磷铜球的传统生产工艺为连铸→锻造→抛光,该工艺耗能高,生产效率低,生产的产品表面比较粗糙[4]。目前,磷铜球的典型生产工艺包括冷镦和轧制工艺。其中:冷镦工艺是在常温下对金属施加压力使其在预定模具内成形的加工工艺,该工艺易使磷铜球出现冷作硬化现象,且会在磷铜球表面覆盖一层少量的加工油并产生环带;轧制是一种高效、绿色的近净成形技术,目前主要采用偏斜轧制工艺[5],该工艺又称为螺旋揉搓滚压工艺,但该工艺会破坏磷铜球表层组织使表面生成氧化物,对磷铜球的纯度产生影响,且后期用到的冷却乳化液会污染环境[2,6]。赵长忠等[7]在冷镦工艺基础上优化得到一种较新的改进型磷铜球生产工艺——镦制工艺,与冷镦工艺相比,采用该工艺生产的磷铜球不会出现冷作硬化现象。磷铜球的生产工艺直接影响新一代高端电子技术产品的供应和性能。电镀阳极磷铜球在具有均匀致密显微组织的前提下,应严格强化晶粒的细化程度,抑制粗大晶粒的产生。目前,已有的研究侧重于单一生产工艺对磷铜球质量、环保、节能以及导电性能、力学性能等影响方面[8],但是鲜见有关磷铜球不同生产工艺的对比研究。为了对不同工艺生产的磷铜球质量和性能进行对比,作者以直径25 mm的磷铜球为对象,研究了目前主要采用的轧制与镦制生产工艺对其显微组织、硬度及生产结束时表面温度的影响,以期为改进磷铜球生产工艺技术,实现磷铜球制造质量与成本的最优化提供参考。
1 试样制备与试验方法
试验材料为某公司在轧制与镦制2种不同工艺下生产的直径25 mm的磷铜球,其化学成分如表1[9]所示,执行标准为GB/T 20302-2006和CPCA 4305-2005。磷质量分数控制在0.040%~0.065%,防止对电镀液以及环境造成污染,硫质量分数不高于 0.002%,以在脱氧完全的条件下确保镀铜液的纯净[10]。轧制工艺采用HY-zq型磷铜球轧球机,工艺参数为轧球机功率35 kW,转速1 500 r·min-1,最大轧制力98 kN,力矩9 800 N·m,轧制温度1 050~1 200 ℃,轧辊直径250 mm,切断缸径150 mm,压力8 MPa。镦制工艺采用GZCR-CQ25型高速镦球机,工艺参数为棒料最大直径12 mm,铜球最大直径26 mm,电动机功率15 kW,转速725 r·min-1,镦锻滑块行程146 mm,镦制直径350 mm,压力6 MPa。

表1 磷铜球的化学成分
用精度为0.02 mm的游标卡尺测量磷铜球的尺寸。在轧制和镦制工艺生产的磷铜球上沿轧制方向截取金相试样,经研磨、抛光,用由30 mL盐酸、0.01 kg氯化高铁、120 mL水组成的溶液腐蚀后,采用DMI5000M型光学显微镜观察显微组织。在磷铜球生产成形后,分别在接近出口槽与远离出口槽的位置利用PC10+型非制冷焦平面热像仪对磷铜球表面温度进行红外扫描测量。用HR-150A型洛氏硬度计测磷铜球的表面硬度和心部(靠近中心点的一圈)硬度,其中在表面等距离测4个点,心部等距离测3个点。
2 试验结果与讨论
2.1 宏观形貌
测得2种工艺生产磷铜球的直径为25 mm。由图1可以看出:轧制工艺生产的磷铜球表面比较粗糙,这与轧制过程中的滚压时间短有关;镦制工艺生产的磷铜球表面较光滑,但是存在明显的镦制边界,即在半球附近存在明显的环带,且存在两极。
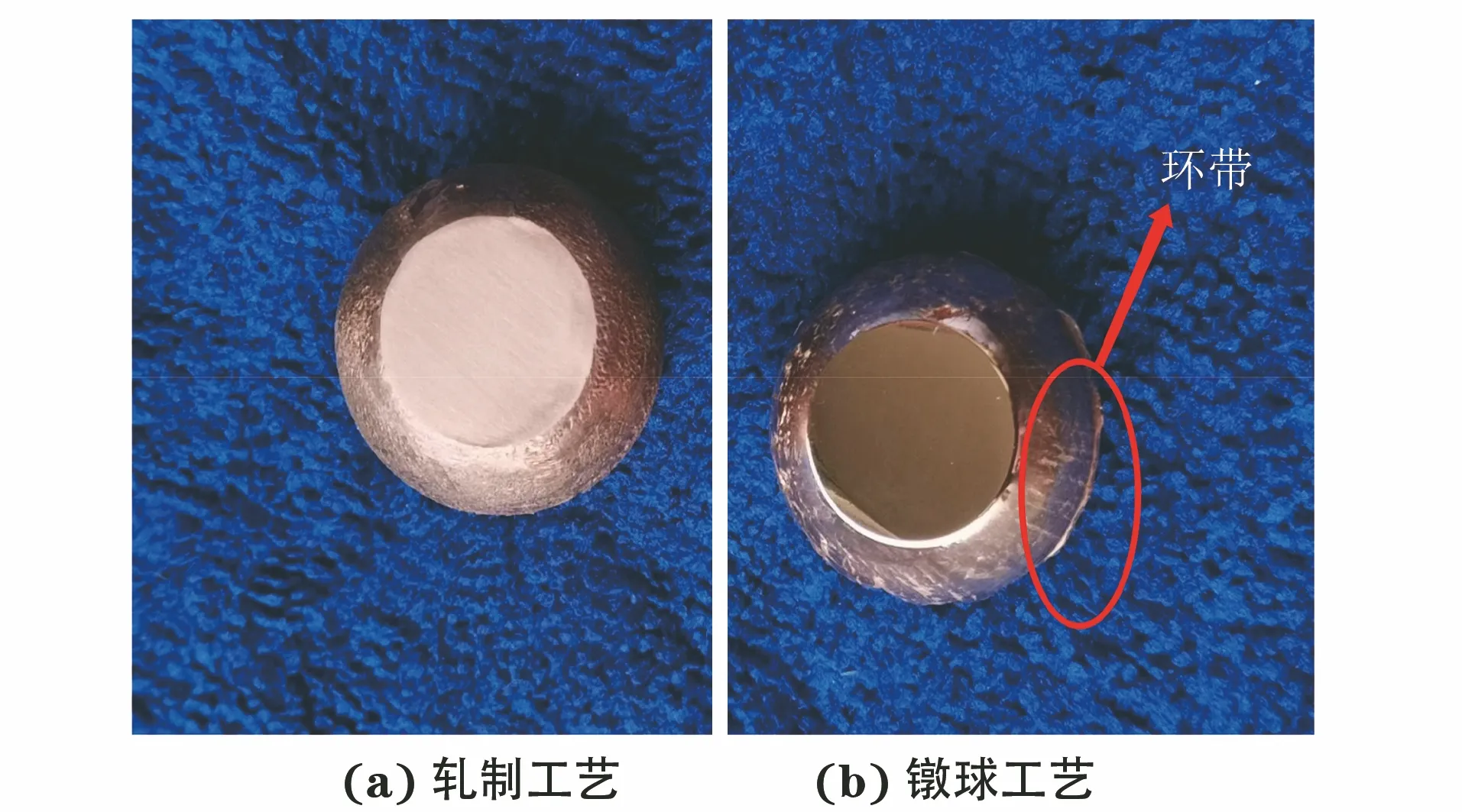
图1 轧制与镦制工艺生产磷铜球产品的外观
2.2 显微组织
由图2可见,轧制工艺生产的磷铜球组织由α相与β相组成,晶界不明显,存在少量纤维状组织,晶粒尺寸不均匀且比较粗大,柱状晶较多,β相呈带状分布,晶粒因受到挤压而沿不同方向有拉长的趋势,并出现滑移带[11],这是由于磷铜棒在螺旋槽滚动下在直径方向被压缩,长度方向被拉长,在轧制力作用下晶粒产生了不规则变形,并在应力最大处形成了滑移带。黑色组织为含磷量较高的α相,α相分布不均匀,说明磷分布不均匀。
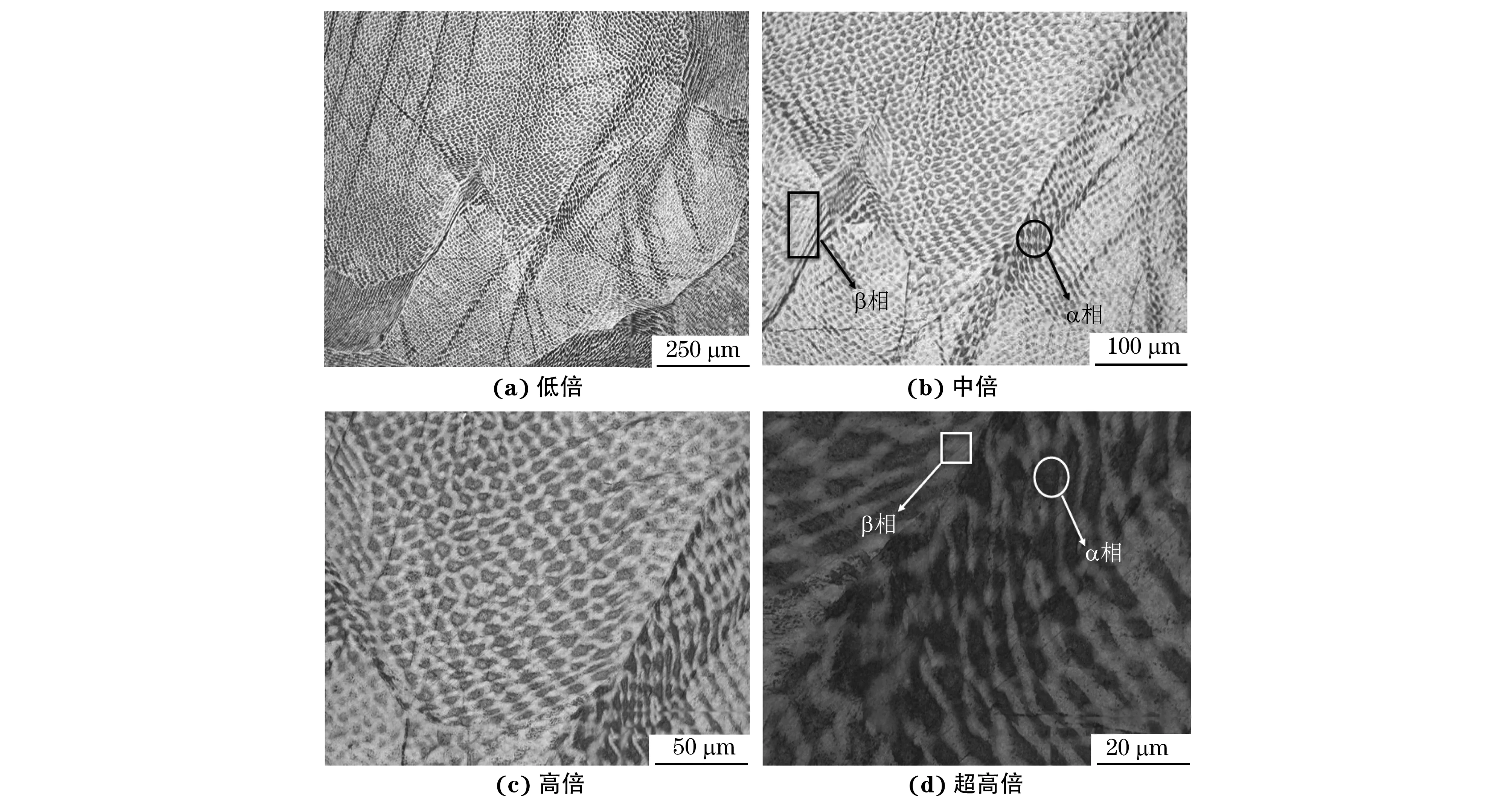
图2 轧制工艺生产磷铜球的显微组织
由图3可知:镦制工艺生产的磷铜球晶界清晰,晶粒主要为等轴晶,相比于轧制工艺组织中柱状晶较少,晶粒密集分布,晶界清晰;黑色含磷量较高的α相分布均匀,说明磷元素分布均匀;β相与α相相间分布[12],这说明在镦制过程中材料的流向呈规律性变化,即先向两半球模具方向流动,再向两极(球体的末端)流动。可见镦制工艺生产的磷铜球的成形质量较好。
图3 镦制工艺生产磷铜球的显微组织
2.3 生产结束时的表面温度
由图4可以看出,采用镦制工艺生产结束时远离与接近出口槽处磷铜球的表面最高温度较低,约为41 ℃,接近室温,而在轧制工艺下远离与接近出口槽处表面最高温度高于60 ℃,这与2种工艺的冷却方式有关。轧制工艺的冷却方式为涡流式乳化液冷却,镦制工艺的冷却方式为液压方式下的水雾化冷却,水雾化冷却方式增大了冷却接触面积,冷却速率更快。磷铜球较低的表面温度可有效避免表面发生氧化,可知镦制工艺更适合磷铜球的生产。
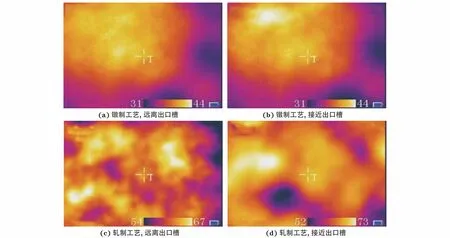
图4 镦制与轧制工艺生产磷铜球结束时不同位置的表面温度
2.4 硬 度
由图5可以看出:在相同工艺下,磷铜球表面硬度比心部硬度高,说明在变形过程中心部的加工硬化程度较低;在轧制工艺下表面的硬度波动较大,说明轧制过程中磷铜球中成分的不均匀程度较高。镦制工艺生产磷铜球的心部硬度明显比轧制工艺生产的磷铜球高,这与镦制工艺使磷铜球组织细化且元素分布较均匀有关。在镦制过程中磷铜球内部组织因压实致密而得到强化,因此整体硬度较高。
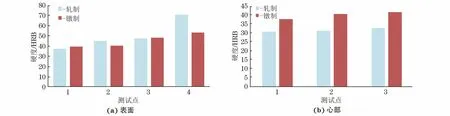
图5 不同工艺生产磷铜球的表面硬度和心部硬度
2.5 镦制和轧制工艺的对比
若磷铜球中加入磷的含量过低,则在电镀过程中其表面产生的磷铜膜太薄,电镀后的产品表面粗糙,若磷含量过高,则会导致磷铜膜太厚,减弱电镀效果。所生产的磷铜球严格按照表1所示的元素成分进行配制,可生产出具有较好的物理性能、力学性能及工艺性能的磷铜球。在轧制过程中不能及时冷却,则会造成磷铜球表面过热而氧化变色,影响尺寸精度,且表面较粗糙,后续需要对磷铜球清洗;同时对于轧制过程中产生的乳化液、加工油等杂质,需要用双氧水和硫酸来处理,增大了工作量,且对环境有污染。镦制工艺可以很好地控制加工过程中的温度,采用该工艺制备的磷铜球表面更加光滑。对于同一种原材料,与轧制工艺相比,镦制工艺生产的磷铜球组织更细小,成分分布更均匀,硬度更高,这与不同工艺下,原材料受到的力作用方向、大小及作用效果有关。在轧制工艺下,磷铜棒受到来自螺旋槽的滚子轴揉搓滚压及轧制辊的二向压应力/一向拉应力;而在镦制工艺下,磷铜棒受到滑动板上的动模机构处的半圆形腔及静模机构的半圆形腔的合模以及切断推送机构一起构成的三向压应力[10,13-14]。轧制工艺生产磷铜球表面半球附近存在明显的环带,且存在两极。球坯成形是过程性的,在球坯材料接近模具底部时,变形抗力的径向分力变小,导致材料很难自由向两端流动,但是整体变形抗力仍然在不断增大,使得材料只能向模具接触的方向流动,以致形成环带;磷铜球在形成环带后,模具合模处的变形抗力继续变大且超出两端处的变形抗力,在轴向分力的作用下,两端中心处的材料受挤压向两极流动[6,15]。与轧制工艺相比,镦制工艺在强烈的三向压应力作用下,制备得到磷铜球组织中晶界更明显,晶粒细化,晶粒分布更紧密,晶粒主要为等轴晶,柱状晶数量明显减少,镦制力对晶粒拉长的程度较小。
3 结 论
(1)与轧制工艺相比,镦制工艺生产的磷铜球表面更光滑,晶粒明显细化,晶界清晰,元素分布均匀,晶粒分布紧密,晶粒主要为等轴晶,柱状晶数量明显减少。
(2)采用镦制工艺成形后,接近与远离出口槽处磷铜球的表面最高温度均低于轧制工艺;镦制工艺生产磷铜球的心部硬度明显比轧制工艺生产的磷铜球高,且表面的硬度波动较小。相比轧制工艺,采用镦制工艺生产的磷铜球具有质量好、环保、耗能低等技术优势。
