离焦量对铝合金表面激光除漆损伤特性的影响
2022-07-10杨文锋付婵媛钱自然张华忠李天权朱德华李绍龙
杨文锋,付婵媛,钱自然,曹 宇,张华忠,李天权,朱德华,李绍龙
(1.中国民用航空飞行学院航空工程学院,四川 广汉 618307;2.温州大学机电工程学院,浙江 温州 325035)
1 引 言
激光清洗技术是近10年来飞速发展的一种新型清洗技术,其原理在于高能量密度、短脉冲激光照射下,使工件表面的污染物瞬间气化、蒸发、振动剥落,广泛应用于现代高端行业设备清洁领域,包括航天航空、轨道交通、汽车制造等[1-4]。飞机表面整体除漆是飞机大修的重要环节,且在飞机除漆过程中必须在保证不损伤铝合金基体的前提下,将除漆效率提升到行业可接受的程度。随着激光除漆可行性和有效性得到广泛认可,其应用部位逐渐扩展到飞机结构及部件。飞机进行除漆工作时会涉及复杂表面形状或异形结构,当激光束作用在大曲率半径表面或不规则几何突变区域时,可能会导致离焦效果及激光光斑形貌、能量密度等重要参数的变化,激光除漆的损伤阈值及作用机理也相应改变,影响激光除漆质量[5-9]。激光除漆时铝合金基体、漆层损伤阈值的确定显得尤为重要,而损伤阈值决定于激光主要工艺参数及其与材料作用的机理。对于确定的激光器类型与材料体系,在不同离焦量进行激光除漆时,在保证基体不损伤的情况下,如何充分利用激光输出能量,并有效提升激光除漆效率,是飞机蒙皮激光除漆的重要应用需求及待解决的关键问题之一。
在激光作用效果及精度方面,倪加明等[10]开展了激光束以不同离焦量(-6~+8 mm)入射到铝合金表面氧化膜的理论和实验探索,表明激光离焦量会显著的影响清洗质量,离焦量为0 mm氧化膜彻底清洗干净;离焦量为-2~+2 mm时,表面显露铝合金本色,没有氧化物残留,激光清洗工艺对平面度有一定适应性。元泉等人[11]开展了铝合金表面氧化层及底漆的激光清洗实验,研究表明,适当的离焦量有助于非均匀漆层的清洗,且焦点附近的激光更适合于铝合金表面漆层和氧化层的清洗去除。Mali Zhao等[12]采用三维(3-D)动态聚焦激光振镜对黄铜表面氧化层进行清洗,分析了氧化层的去除效率与离焦量的关系,得到结论,当离焦量为+0.5 mm时,Cu/O与Zn/O分别达到最大53.20和27.78,意味着清洗效果最好,且当激光离焦量大于72 mm时失去清洗能力。在激光束作用机理方面,朱映瑞等[13]针对激光除漆过程中离焦量的变化会对漆层去除机理产生影响的问题,通过高速摄像动态过程和扫描电子显微镜微观形貌分析相结合的方法研究了不同离焦量条件下漆层去除机理的差异,表明离焦量为0 mm时,漆层主要通过热应力、熔化、气体冲击三种方式去除;离焦量为±4 mm时,漆层主要通过热应力和熔化蒸发去除。在表面形貌与损伤阈值方面,林嘉剑等[14]研究了变离焦量效应和能量累积效应,探索飞秒激光烧蚀过程中的能量吸收规律,研究激光功率和脉冲次数对面齿轮材料18Cr2Ni4WA的烧蚀凹坑深度和直径的影响,研究表明正负离焦的存在都会造成烧蚀凹坑直径增大和深度减小的现象,功率P=1 W时激光加工质量较好,脉冲数大于20时,加工质量受脉冲数影响较小。
本文针对飞机蒙皮激光除漆过程中,不同离焦量对激光作用于材料表面的光斑形貌及机理进行分析,并借鉴ISO 11254-1:2000(E)1-on-1激光损伤阈值测试方法(以下简称ISO 11254),对激光不同离焦量下的铝合金、漆层的激光损伤阈值进行了测试与分析,基于激光单脉冲时材料表面单光斑的实际形貌进行二维、三维分析,并与理论结果进行了对比验证。
2 材料与方法
铝合金基体为飞机蒙皮常用的2024-T3铝合金,切割为15 mm×15 mm×1 mm的试样块;铝合金表面进行除油、清洗等预处理后,均匀涂覆40 μm厚的黄色环氧涂料。
激光除漆设备由光纤脉冲激光器、扫描振镜、激光加工头等组成,如图1所示。光纤脉冲激光器主要参数见表1。激光器发出的激光光斑是按给定频率分布的一系列不连续圆形光斑,在圆形光斑区域内激光能量服从高斯分布,本实验中场镜焦距为19.7 cm,光斑聚焦直径为50 μm。
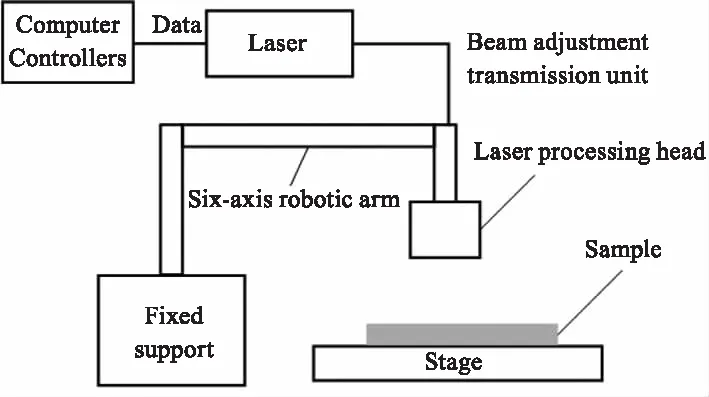
图1 激光除漆设备示意图

表1 激光器主要参数
借鉴ISO 11254损伤阈值测试方法[15-16],对铝合金及漆层表面进行设定某一功率及离焦量下的10次单脉冲辐照,每一辐照点光斑外圆间隔为40 μm。根据ISO 11254损伤阈值判定方法,若10个辐照点中有1个点出现了较为明显的损伤,则对应的损伤机率为10 %,以此类推。固定频率60 kHz,调整激光功率从12 W开始,以0.12 W连续递增,至损伤机率为100 %为止。
3 结果与讨论
3.1 损伤阈值分析
损伤阈值是表征被激光辐照的介质抗激光损伤能力的重要参量,取决于激光参数及材料性能。在激光除漆过程中,若将能量密度控制在漆层100 %损伤与铝合金0 %损伤之间即可达到高效去除漆层且不损伤铝合金基体的效果。
以损伤机率为X轴,能量密度为Y轴建立X-Y坐标系,将试验数据引入坐标系中进行线性拟合。
离焦有两种形式:焦点处于被处理材料表面以上被称之为正离焦,反之则被称为负离焦。正负离焦情况下虽然最大能量密度移动方向不同,但在激光除漆领域,除漆效果呈对称分布[10],因此本文离焦方式均采用正离焦。当激光分别以离焦量0 mm,+2 mm,+4 mm辐照在铝合金基体及表面漆层上,能量密度与损伤机率的关系拟合曲线如图2所示。
铝合金基体在离焦量为0 mm、+2 mm、+4 mm情况下的能量密度与损伤机率拟合关系式如下:
(1)
计算得到离焦量为0 mm、+2 mm、+4 mm时铝合金基体的损伤阈值DTAl-D0、DTAl-D2、DTAl-D4分别为24.07 J/cm2、21.38 J/cm2、19.26 J/cm2。
漆层在离焦量为0 mm、+2 mm、+4 mm情况下的能量密度与损伤机率拟合关系式如下:
(2)
计算得到离焦量为0 mm、+2 mm、+4 mm时漆层的损伤阈值DTsp-D0、DTsp-D2、DTsp-D4分别为10.37 J/cm2、9.97 J/cm2、9.18 J/cm2。
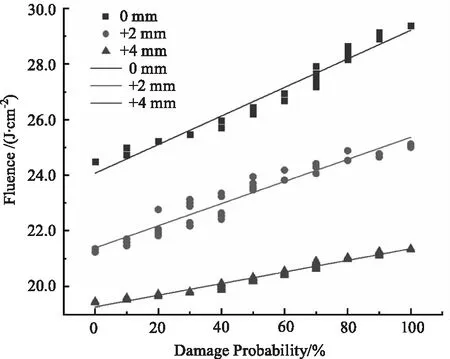
(a)铝合金
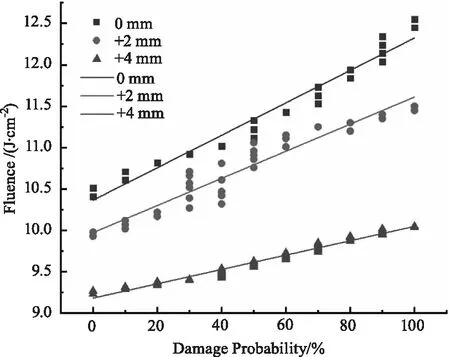
(b)漆层
铝合金基体及漆层的损伤阈值范围可以采用图3清晰的表现。不同离焦量下,当能量密度介于漆层损伤阈值与铝合金基体损伤阈值之间时(图中线段所示区域),可以高效去除漆层且不损伤铝合金基体。以激光束聚焦入射为例,除漆时将能量密度控制在12.37~24.07 J/cm2之间可满足除漆要求。随离焦量增加,铝合金基体及漆层的损伤阈值也相应降低。相对于聚焦入射,当离焦量为+4 mm时,铝合金基体及漆层的损伤阈值分别降低19.98 %(4.81 J/cm2),11.48 %(1.19 J/cm2)。意味着仅需较小的激光能量即可达到清洗的目的,从而提升了激光除漆的能量利用率及除漆效率。不同离焦量下,去除漆层且不损伤铝合金基体的能量密度范围(漆层损伤机率100 %至铝合金损伤机率0 %的范围)均为9~11 J/cm2。较大的能量密度范围为激光除漆且不损伤基体提供了可靠的安全余度。另外,铝合金基体及漆层的损伤机率从0增加到100 %时,所对应的能量密度区间范围相对较窄。以漆层为例,其损伤机率从0增加到100 %时,其对应离焦量为0 mm、+2 mm、+4 mm的能量密度范围分别为2.00 J/cm2,1.60 J/cm2,0.90 J/cm2。说明对于特定的激光设备及材料,满足漆层清除且不损伤铝合金基体的激光除漆工艺参数规律明显且可控性好。
预制挂板在施工现场的堆放与成品保护;挂板的吊装就位;先挂式挂板与现浇结构的连接节点施工;挂板构件接缝的处理。
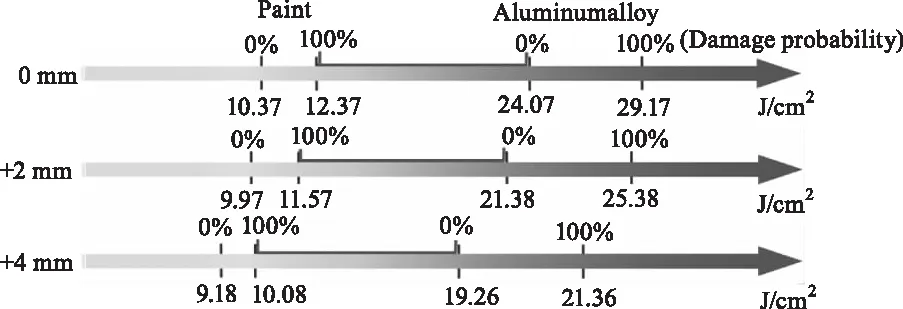
图3 铝合金基体及漆层损伤阈值范围
3.2 表面形貌及机理分析
根据ISO 11254激光损伤阈值测试方法,激光以不同能量密度和离焦量在铝合金及漆层上,材料表面损伤凹坑形貌存在差异。图4为三种离焦量时铝合金损伤机率分别为10 %、50 %、100 %所对应的能量密度作用下形成的损伤凹坑。
由图4,当激光离焦量为0 mm,激光能量密度为24.73 J/cm2,损伤机率为10 %。仅高斯光斑能量中心处对铝合金基体造成损伤,呈不规则孔状;激光能量密度为26.45 J/cm2时(对应损伤机率为50 %),损伤处呈圆形,且高斯光斑能量最高处对铝合金基体造成冲击挤压,形成冲击凹坑;激光能量密度增加至29.17 J/cm2时(对应损伤机率为100 %),冲击挤压区(即环形内圆)的直径增大,形成明显的环形结构,并出现熔化态铝合金向外扩展或内流的趋势。同理,当离焦量为+2 mm、+4 mm时,随着能量密度增加,激光作用在铝合金基体表面造成损伤形貌符合以上变化规律。激光照射在铝合金基体上时,随着离焦量由0 mm增加到+4 mm,损伤机率为100 %时凹坑直径由26.22 μm增加到65.55 μm。激光光斑聚焦直径为50 μm,说明高斯光束能量在距离光轴一定距离后,其能量密度的下降已不能实现对材料表面的实际损伤,也说明随离焦量增加,在功率及光斑大小保持不变时,材料表面实际作用面积相应增加,提高了能量利用及表面处理效率。
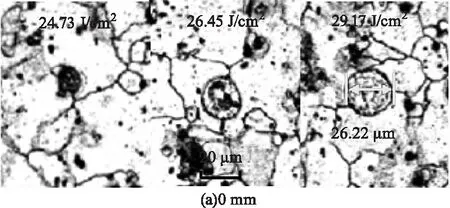
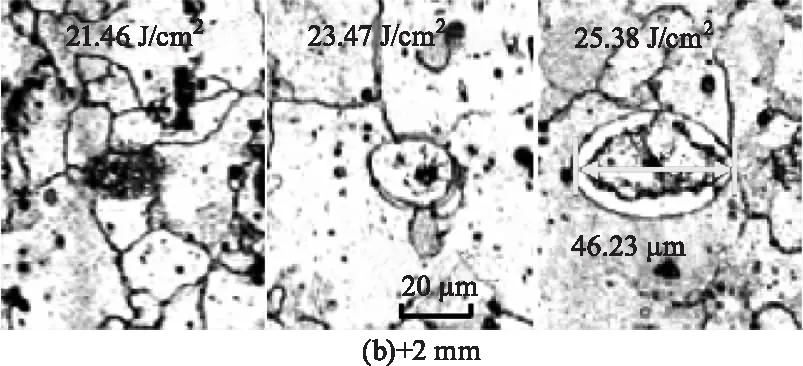

图4 不同激光离焦量、能量密度
图5为不同离焦量时漆层表面单脉冲激光损伤形貌。相对于铝合金,漆层损伤机率及单脉冲作用效果随激光能量密度地增加而产生更为明显的变化。当激光离焦量为0 mm,激光能量密度为10.61 J/cm2时(对应损伤机率为10 %),光束对漆层表面产生烧蚀作用,使漆层表面出现明显小于激光光斑(50 μm)的损伤。激光作用于漆层首先出现光热转换,光热转换后温度升高,温度向周围扩散,在漆层表面厚度及水平方向产生温度梯度,温度高于漆层热分解温度时漆层出现热氧化降解现象。损伤位置位于高斯光斑的中心区域,而远离光轴的光斑截面区域无明显的漆层烧蚀或脱落。随着激光能量密度增加至11.43 J/cm2时(对应损伤机率为50 %),漆层表面厚度方向及水平方向产生温度梯度使漆层中存在热应力,当热应力大于漆层撕裂强度后,漆层出现热应力去除现象。在激光除漆烧蚀效应与热应力效应作用下[17],部分漆层剥离形成损伤凹坑及裂纹。激光能量密度进一步增加至12.37 J/cm2时(对应损伤机率为100 %),烧蚀效应起主导作用,除此之外还存在冲击作用。激光作用于漆层后漆层温度急剧升高,漆层出现剧烈燃烧、气化现象,在极短时间(约0.02 s)[18]和很小体积内燃烧、气化现象导致漆层出现冲击去除现象。因此表面无明显裂纹,形成较大面积的整体烧蚀及剥离。激光照射在漆层上时,随着离焦量由0 mm增加到+4 mm,损伤机率为100 %时凹坑直径增加,由47.61 μm增加到69.69 μm,这是由于离焦量0 mm漆层去除方式主要有热应力去除、热降解去除、气体冲击去除,而离焦量+4 mm时漆层去除方式主要为热应力去除和热降解蒸发去除,无气体冲击过程。由于光斑面积增加,能量密度小于离焦量为0 mm的光斑能量密度,光热转换后的温度要低于离焦量为0 mm时温度,导致漆层的热降解蒸发现象较为缓慢(约0.5 s)[18]。当去除过程进行到漆层与基体界面附近时温度变化不明显,烧蚀凹坑尺寸远大于离焦量为0 mm时的尺寸,因此蒸发的涂层蒸汽不会出现被压缩的过程,无气体冲击过程。
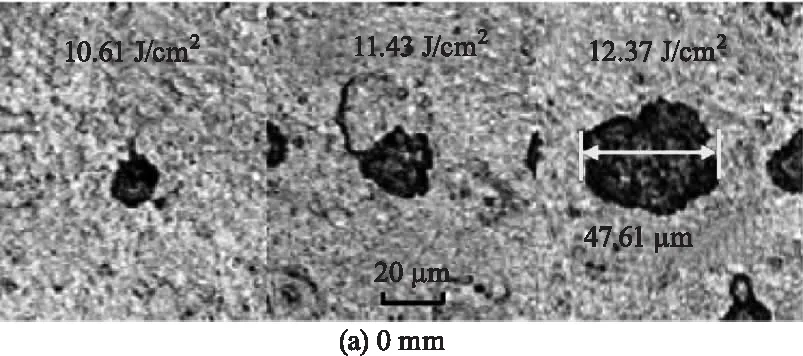
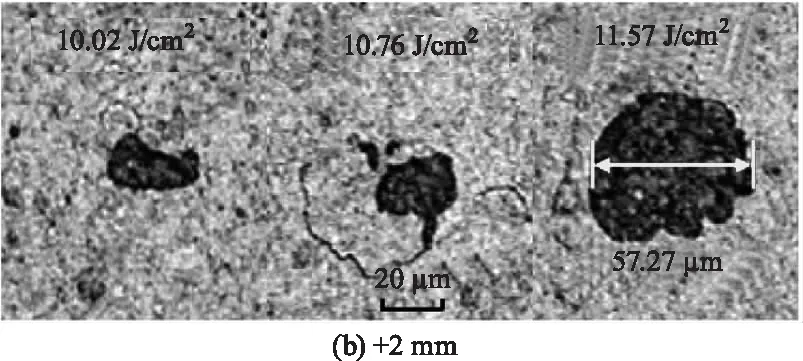
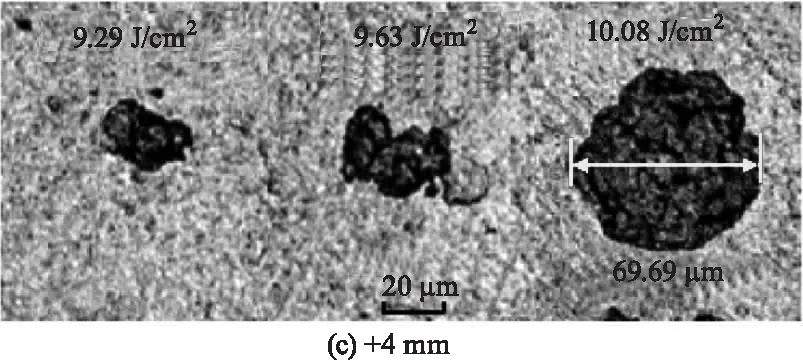
图5 不同激光离焦量、能量密度作用下漆层损伤形貌
3.3 凹坑直径及深度分析
当激光束以离焦状态辐照在样品表面,其光斑直径采用式(3)计算[12]:
(3)
式中,Df代表光斑直径(50 μm);h代表离焦量(mm);λ代表波长(1064 nm)。损伤机率100 %时,不同离焦量下的理论值、实测值比较见图6。
图6表明,对应100 %损伤机率的最低能量密度下,铝合金基体与漆层在不同离焦量下的凹坑直径理论值均小于损伤凹坑直径的实测值。其原因在于,激光单脉冲作用于材料表面时,超过最低能量密度值,铝合金与漆层均以烧蚀作用为主。由于铝合金对红外光纤激光的强吸收,在理论轮廓直径外的小区域范围内,其热积累依然会导致铝合金材料的烧蚀,且烧蚀边界较为平齐。这一小区域范围即为实际凹坑直径与理论轮廓直径的差异,其差异约23.8~29.0 μm。漆层材料在激光单脉冲作用下,在理论轮廓直径内,主要以烧蚀与冲击剥离为主。但在理论轮廓直径外的小区域范围内,主要在热应力、蒸汽压力及冲击力作用下呈小面积整体剥离,凹坑边界不规则,且边缘由于应力作用导致裂纹产生。漆层实际凹坑直径与理论轮廓直径的差异约2.4~19.3 μm。
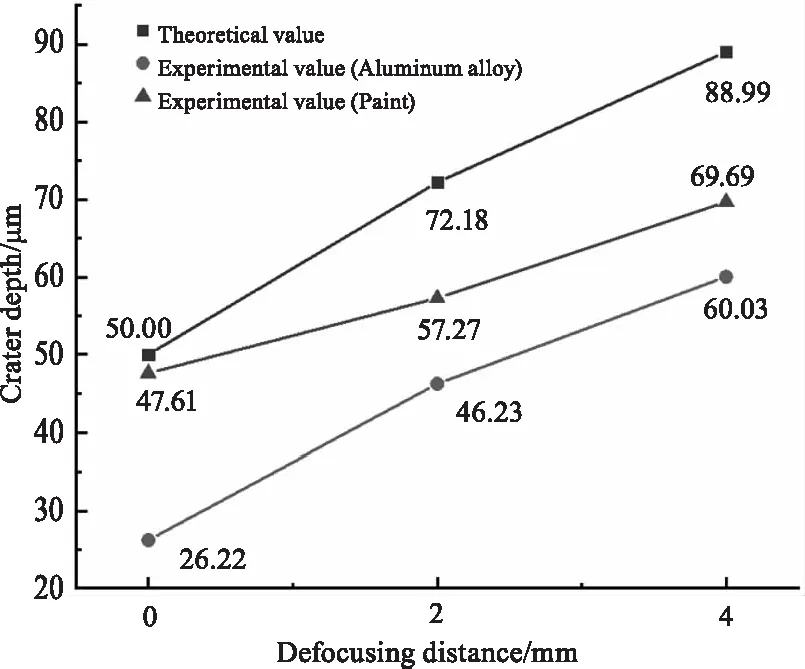
图6 铝合金及漆层凹坑直径(理论值、实测值)
依据损伤凹坑的3D共聚焦线扫结果对铝合金基体及漆层在不同离焦量下的凹坑深度进行自动测量,以离焦量0 mm的铝合金100 %损伤机率凹坑测量为例,凹坑剖面曲线如图7,结果列于表2。
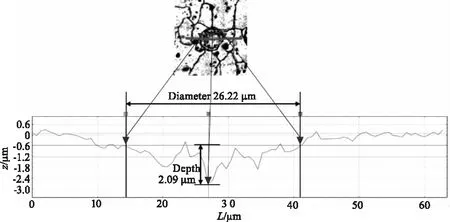
图7 离焦量0 mm的铝合金100 %损伤
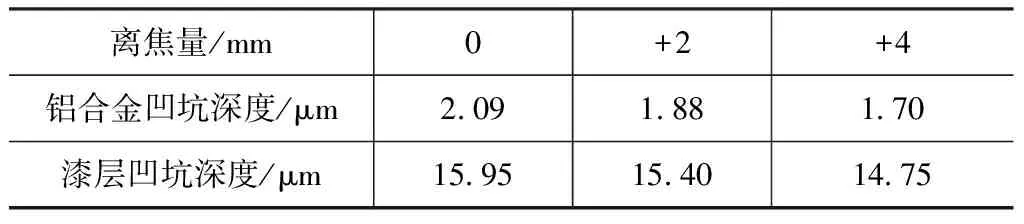
表2 铝合金与漆层凹坑深度的测试结果
由表2,由于单个光斑区域的激光能量未发生变化,铝合金及漆层在不同离焦量时的凹坑深度未产生明显变化。但由于激光对铝合金及漆层材料作用机制的差异,以及漆层损伤阈值较低,漆层表面的凹坑深度远大于铝合金,其差异约一个数量级。铝合金及漆层的凹坑深度均随着离焦量的增加而减小。这是由于能量随传播距离成指数规律衰减,导致激光作用材料表面的深度减小。距离材料表面H处的能量密度为[14]:
F(H,R)=βbF(R)exp(-bH)
(4)
式中,R代表光斑半径;β为材料的吸收率;b为材料的吸收系数(铝合金约为105cm-1,环氧底漆约为1.21×10-6cm-1)。对式(4)进行转化,令R=0,F(H,R)=βbFth。即光斑中心位置处的烧蚀凹坑深度hmax为[14]:
(5)
式中,P代表损伤机率为100%时所对应的功率;ω0代表损伤机率为100%时所对应的实际凹坑直径;fn代表频率;Fth代表损伤阈值。由式(5)可知,烧蚀凹坑深度hmax和功率的对数值lnP满足线性关系,斜率k=b-1。因此凹坑深度主要取决于材料对激光的吸收系数、不同离焦量下的凹坑直径、损伤阈值。根据式(5)计算损伤机率100 %时的铝合金凹坑深度分别为1.24 μm、1.20 μm、1.18 μm,漆层凹坑深度分别为14.44 μm、14.03 μm、13.92 μm。不同离焦量下的计算值、实测值比较见图8,两种结果吻合度较高,可得到相互验证。
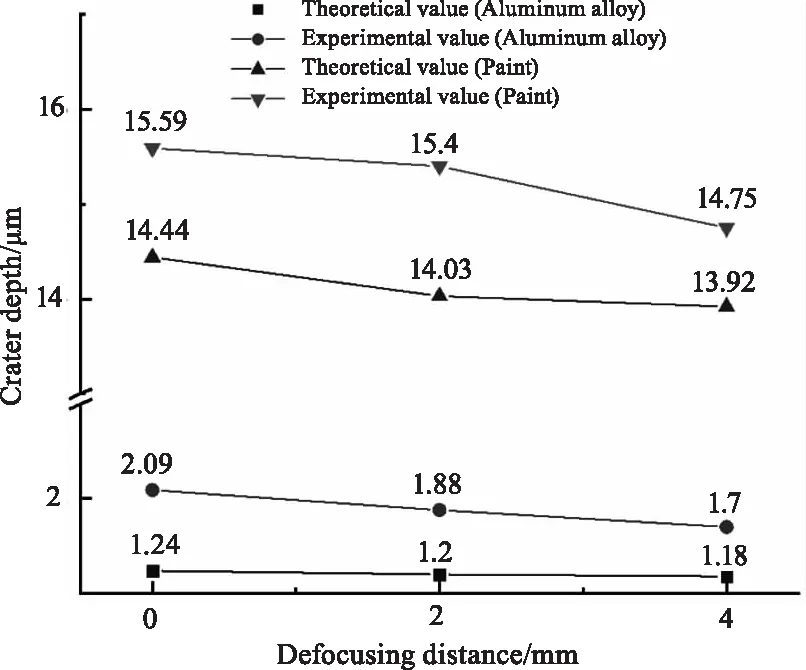
图8 铝合金及漆层凹坑深度(理论值、
图8表明,对应100 %损伤机率的最低能量密度下,铝合金基体与漆层在不同离焦量下凹坑深度略小于实际损伤凹坑深度。其原因在于,在脉冲激光束作用下,铝合金表面迅速加热升温、熔化并发生剧烈的气化,在气化反冲力的作用下,铝合金表面向下凹陷,形成凹坑。激光束在凹坑纵深方向深入铝合金内部,热量从凹坑向周围传递,产生新的蒸发,在蒸汽压力的作用下把邻近的熔化金属推向四周,从而进一步加深凹坑[18],造成铝合金实际凹坑深度与理论凹坑深度的差异约0.5~0.9 μm。脉冲激光束作用于漆层,漆层以烧蚀效应及冲击剥离效应为主,热应力效应为辅,漆层表面及厚度方向加热升温、热降解并气化,在理论凹坑外的小区域范围内,低于气化温度的涂层在气化反冲力的作用下,堆积在凹坑周围,导致实际凹坑深度与理论凹坑深度的差异约0.9~1.2 μm,大于铝合金差异。
4 结 论
本文针对不同离焦量时激光单脉冲作用于铝合金及漆层材料的损伤阈值及损伤特性进行了实验与模拟研究,结论如下。
(1)激光离焦量由0 mm增加为+4 mm,光斑直径与面积增加,铝合金基体的损伤阈值由24.07 J/cm2减小为19.26 J/cm2,漆层的损伤阈值由10.37 J/cm2减小为9.18 J/cm2,可有效提升能量利用率及除漆效率;
(2)铝合金及漆层表面凹坑深度随离焦量的增大而减小,且漆层深度比铝合金深度大一个数量级。离焦量增加,二种材料的表面凹坑直径及面积均增加,且漆层凹坑面积均大于铝合金。
(3)铝合金表面凹坑主要以烧蚀作用为主,漆层表面凹坑主要以烧蚀、热应力、蒸汽压力及冲击力作用为主,导致漆层实际凹坑面积较大,且凹坑边缘在内应力作用下产生裂纹。
(4)离焦量0 mm漆层去除方式主要有热应力去除、热降解去除、气体冲击去除,而离焦量+4 mm时漆层去除方式主要为热应力去除和热降解蒸发去除,未出现气体冲击过程。
