缸盖法兰外圆的套车刀具
2022-06-21薛飞
薛飞
上汽大众汽车有限公司 上海 201805
1 序言
缸盖法兰面是缸盖与真空泵连接的安装表面。由于真空泵的工作特性,在发动机工作时该连接表面承受着较大的压力,同时不允许有刀痕划伤等表面质量问题,否则将会产生泄漏隐患。
2 缸盖法兰面加工工艺分析
缸盖真空泵法兰套车削加工轴向和径向视图如图1所示,缸盖法兰面的外圆尺寸φ57-0.01-0.056mm,采用粗铣→合盖→套车加工的工艺路线。套车的加工方式可以得到圆度精度比较高、表面粗糙度值比较低的法兰外圆表面。但实际加工中发现缸盖法兰外圆表面存在螺旋线状的划痕(见图2)。切削是依靠刀尖对金属表面挤压剪切去除金属,由于金属存在一定的弹性变形,当加工结束后,刀具快速轴向退刀,刀尖经过存在一定回弹量的已加工表面,会产生一条螺旋线状的退刀痕,该退刀痕影响了零件的表面质量。另外,采用螺栓和斜楔组成的原有刀片加工尺寸调整机构,由于调整螺栓规格较小,所以存在调整力矩小、可靠性差等问题,经常发生螺栓滑牙现象[1,2]。

图1 缸盖真空泵法兰套车削加工轴向和径向视图

图2 套车加工的法兰和套车刀具
3 传统技术解决方案的弊端
(1)将快速退刀改为慢速退刀 该方法会延长生产节拍,降低生产效率。法兰外圆被重复加工,尺寸会偏小,并且表面有被挤压拉毛的情况。
(2)采用单刃套车刀加工后进行定向准停退刀 由于是单刃切削,所以加工过程中切削力不平衡,导致生产效率低于双刃刀。
(3)将套车工艺改为铣削工艺 利用数控系统控制圆弧插补轨迹对法兰外圆进行铣削加工(见图3)。圆弧插补轨迹存在原理误差与控制误差。双主轴加工中心两根主轴圆弧插补轨迹相同,当铣刀直径不同时会造成两个零件上法兰的直径不同[3]。

图3 缸盖真空泵法兰铣削加工轴向和径向视图
4 解决措施
设计制作了一种隐藏挡屑套的缸盖法兰外圆的套车刀具(见图4),该刀具具有加工直径可调和自动让刀的功能,能高效、高精度地完成法兰外圆加工。

图4 隐藏挡屑套的缸盖法兰外圆的套车刀具
4.1 刀具结构特点
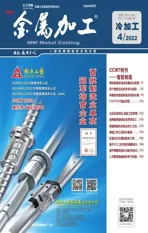
1)刀杆中间带孔,能绕转轴旋转,实现让刀运动,离心力式让刀机构如图5所示。
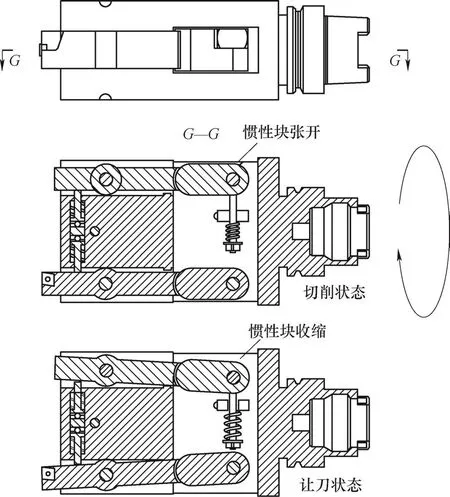
图5 离心力式让刀机构示意
2) 在刀杆一端钎焊硬质合金质量块,当刀具高速旋转时,硬质合金质量块在离心力作用下向两侧张开运动。
3)旋转轴到刀片切削点的距离是旋转轴到质量块距离的1/2,这样可以保证质量块产生的离心力力矩远大于切削力的力矩。
4)质量块通过连杆与弹簧、弹簧座连接。当刀具不旋转时,在弹簧力的作用下质量块收紧。
5)在刀具前部有一个V形斜楔块,在螺栓压紧力作用下能沿着螺栓轴向移动。
6)在刀具前部有对称的尺寸调整顶杆在弹簧力的作用下沿刀体上的孔轴向移动,刀体后部有突起的限位块,如图6所示。当刀具停转时弹簧收缩刀杆,靠在刀体后部突起的限位块上。

图6 尺寸调整顶杆及限位块
7)V形斜楔块与顶杆之间存在滚轮,将V形斜楔块的上下移动转化成左右对称的水平移动。
4.2 连接关系及运动关系
刀具装配图如图7所示,件1刀杆销轴穿过件3刀体上的孔。件2斜楔滑块能在件3刀体上的槽中移动。件4尺寸调整顶杆弹簧压住件5尺寸调整顶杆的台阶。件5尺寸调整顶杆能在件3刀体内孔中移动。件6滚轮在件2斜楔滑块和件5尺寸调整顶杆之间。件7调节螺栓通过螺纹联接在件3刀体上的螺纹孔中。件7调节螺栓的台阶面压住件2斜楔滑块的平面。件9弹簧座插入件3刀体的槽中。件8骑缝螺栓与件3刀体、件9弹簧座联接,防止件9弹簧座轴向移动。件10弹簧套在件11拉杆外圆上,一端压住件9弹簧座,一端压住螺母。件12惯性块销轴插入件11拉杆的孔中。件12惯性块销轴一端插入件13惯性块的孔中。件13惯性块采用硬质合金材质钎焊在刀杆上。件14镗刀杆被件1刀杆销轴插入孔中,并且件14镗刀杆能够绕件1刀杆销轴旋转。
图7 刀具装配
当刀具开始旋转,件13惯性块在离心力的作用下克服件10弹簧的弹力,带动件11拉杆向外张开,带动件14镗刀杆绕着件1刀杆销轴旋转。件14镗刀杆的刀尖向内侧运动。当件14镗刀杆靠在件5尺寸调整顶杆时刀尖达到限位目的。转动件7调节螺栓可以使件2斜楔滑块轴向移动,通过件6滚轮将运动转换成件5尺寸调节顶杆克服件4尺寸调节顶杆弹簧弹力向外伸出的运动,伸出长度正好是法兰外圆的加工尺寸。当加工结束后主轴停止转动,件14镗刀杆在件10弹簧弹力和件11拉杆的作用下刀尖部分张开,实现让刀动作。刀尖与法兰外圆表面脱开,然后主轴向后退刀。
4.3 加工程序要求
本刀具为了加工时质量块在离心力的作用下张开,对初始转速有一定要求。为了保证加工质量,在NC程序中对主轴转速进行监控,如达不到需要的转速则机床不能进给,需要操作人员确认刀具高速旋转时的刀杆展开状态。程序如下。

5 结束语
刀具等轴侧剖面如图8所示,本刀具让刀动作灵敏,有效地避免了退刀痕。刀具结构简单,制造维护方便,可靠性好。保证了法兰外圆加工尺寸的准确性,具有一定的推广价值。

图8 刀具等轴侧剖面