GCr15轴承钢真空淬火组织与性能*
2022-05-13余松平闯2张兴国
余松平,杨 闯2▲,甘 露,张兴国,林 钰
(1.中航力源液压股份有限公司,贵州 贵阳 550018;2.贵州师范大学材料与建筑工程学院,贵州 贵阳 550025)
GCr15轴承钢是一种常用的高铬轴承钢,淬火加回火后具有较高的硬度和耐磨性、良好的尺寸稳定性及优异的接触疲劳性等在各种机械零部件上得到了广泛的应用[1-3]。由于轴承的使用工作环境日益复杂,在工作的过程中要承受拉伸、压缩、弯曲、剪切、交变等复杂的应力状态,受力情况复杂,对轴承材料的高质量、可靠性和综合性能提出了更高的要求[4-5]。GCr15轴承钢属于高碳钢,普通的淬火处理表面易发生氧化脱碳现象,极大影响GCr15轴承钢的使用性能[6-7],其应用范围受到很大的限制。本文根据GCr15轴承钢的性能特点,采用真空油淬的方法对GCr15轴承钢进行热处理,重点研究了油面压强和淬火转移时间对GCr15轴承钢组织和性能的影响,为提高GCr15轴承钢的性能及应用提供参考。
1 实验材料及方法
实验材料为GCr15钢,尺寸为Ф50 mm×Ф15 mm×60 mm,主要成分如表1。

表1 GCr15钢的化学成分(质量分数,%)
真空淬火在真空油淬炉中进行,淬火温度为860 ℃,淬火加热时间为2 h,真空油淬后采用两种方案进行冷却:① 淬火冷却传输机构为机械传动,油面未充气加压,淬火油面压强为1~10 Pa,转移时间为30 s;② 真空油淬炉采用液压传动,配置加压系统,淬火油面充入高纯氮气,淬火油面压强为1.5×105Pa,转移时间为13 s。真空淬火油冷后,迅速在冷冻箱中进行深冷处理,深冷处理温度为-70 ℃,深冷处理时间为1 h,深冷处理后立刻在烘箱中进行低温回火,低温回火温度为160 ℃,回火时间为2 h。利用OLYMPUS型光学显微镜进行组织分析,采用洛氏硬度计进行硬度测试。真空油淬工艺流程如图1。

图1 GCr15钢真空油淬工艺曲线
2 实验结果
2.1 GCr15钢的过冷奥氏体冷却转变曲线
当钢加热至临界点以上进行保温,将形成稳定的奥氏体组织[8]。奥氏体冷却至临界点以下将不再稳定,在不同的冷却条件下,过冷奥氏体将转变为不同的组织,根据冷却速度的不同,将转变为珠光体、贝氏体、马氏体以及混合组织,冷却后获得不同的性能。GCr15钢属于过共析钢,淬火加热温度在Ac1~Acm之间,此时组织为奥氏体+未溶碳化物两相状态,加热温度越接近Acm,渗碳体溶解越多,奥氏体中的碳含量越高,其马氏体转变点(Ms点)越低。因此,根据GCr15钢的成分特点,本文采用真空淬火温度为860℃,为保证碳化物充分溶解,淬火保温时间为2 h。
图2为GCr15钢的过冷奥氏体冷却转变曲线。由图2可知,GCr15按①曲线进行较快冷却,在高温区短时停留时间短于珠光体的孕育时间约12 s,在低温区短时停留时间短于贝氏体的孕育时间约1 min,过冷奥氏体全部过冷至马氏体转变温度240 ℃以下后,主要转变为隐晶马氏体。GCr15按②较慢冷却曲线进行冷却,在高温区短时停留时间长于珠光体的孕育时间约12 s,在低温区短时停留时间短于贝氏体的孕育时间约1 min,过冷奥氏体全部过冷至马氏体转变温度约240 ℃以下后,主要转变为隐晶马氏体+珠光体。GCr15按③最慢冷却曲线进行冷却,在高温区短时停留时间长于珠光体的孕育时间约12 s,在低温区短时停留时间长于贝氏体的孕育时间约1 min,过冷奥氏体全部过冷至马氏体转变温度约240 ℃以下时,主要转变为隐晶马氏体+珠光体+贝氏体。
2.2 组织分析
图3为GCr15钢真空油淬后经不同油面压强和转移时间冷却后的低温回火组织。由图3可知,当真空油淬的油面压强为1~10 Pa,淬火转移时间为30 s时,油淬冷却速度接近图2中较慢冷却曲线②,

图2 GCr15钢的过冷奥氏体转变曲线
在高温冷却区域,短时停留时间长于珠光体孕育期12 s,冷却后出现了珠光体组织,碳化物较为粗大,数量较少,且分布不均匀,经160 ℃低温回火后的组织为隐晶马氏体+珠光体+碳化物(见图3(a))。当真空油淬炉的传动系统采用液压传动,配置加压系统,淬火油面充1.5×105Pa高纯氮气,此时淬火压强远高于临界淬火压强(通常为5×104Pa),淬火转移时间为13 s时,油淬冷却速度接近图2中冷却曲线①,在高温冷却区域,短时停留时间短于珠光体孕育期12 s,低温冷却区域,短时停留时间短于贝氏体孕育期1 min,与真空淬火油面压强为1~10 Pa,淬火转移时间为30 s时的冷却组织相比,冷却后未发现珠光体组织,碳化颗粒细小,数量明显增多,呈均匀分布,经160 ℃低温回火后的组织为完全的隐晶马氏体+弥散分布粒状碳化物(见图3(b))。

图3 GCr15钢真空淬火经低温回火后的显微组织
2.3 硬度分析
表2为GCr15钢真空淬火后经两种油面压强和转移时间淬火油冷,并经低温回火后的硬度值,图4为两种状态油冷并经低温回火后的硬度曲线。由表2和图4可知,当真空淬火油面压强为1.5×105Pa,淬火转移时间为13 s时,试样硬度较高,且硬度较为均匀,平均硬度值为63.2 HRC。当真空淬火油面压强为1~10 Pa,淬火转移时间为30 s时,试样硬度较低,且硬度均匀性较差,平均硬度值仅为51.2 HRC。由此可知,增加真空淬火油面压强,缩短淬火转移时间,能极大提高GCr15钢的硬度,获得均匀的硬度。

表2 GCr15钢真空油淬后的硬度值
GCr15钢真空淬火后的硬度与淬火后所获得的组织类型及碳化物的分布密切相关,当GCr15钢真空淬火油面压强为1~10 Pa,淬火转移时间为30 s,经160 ℃低温回火后组织中出现了珠光体组织,碳化物较为粗大,且分布不均匀,因此淬火加低温回火后硬度较低,且试样硬度不均匀。而当淬火油面压强为1.5×105Pa,淬火转移时间为15 s时,经160 ℃低温回火后组织未见珠光体组织,碳化物分布均匀且较为细小,因此淬火加低温回火后能获得较高的硬度,且试样硬度均匀。
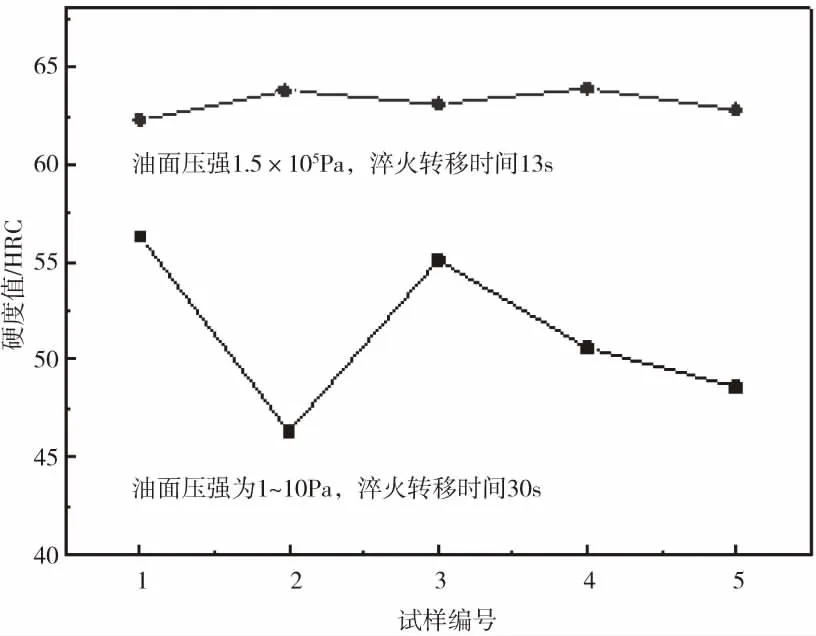
图4 GCr15钢经不同真空油淬后的硬度曲线
3 讨论
GCr15钢真空油淬的组织与性能,取决于真空油淬的冷却能力,而真空油淬冷却能力受淬火油面压强和转移时间两方面影响。转移时间就是加热室门开启距淬火料框入油的间隔,淬火冷却速度快慢除了受淬火油本身冷却特性影响外,油面压强是非常关键的影响因素,低压强下,油的蒸汽膜存在的时间较长[9],真空淬火油的冷却能力明显下降。因此,要提高真空油淬冷却能力,必须加快淬火转移速度,提高淬火油面的压强,即向淬火室充入一定压力的中性或惰性气体,在油面上造成一定的压强,该压强应大于临界淬火压强(淬透性较差钢,通常为5×104Pa)[10],方能实现钢的充分淬火,获得理想的GCr15钢真空淬火组织,达到较高且均匀的硬度。
4 结论
(1)真空油淬的油面压强为1~10 Pa,淬火转移时间为30 s时,GCr15钢淬火经低温回火后的组织为隐晶马氏体+珠光体+碳化物,碳化物较为粗大且分布不均匀。当真空淬火油面压强为1.5×105Pa,淬火转移时间为13 s时,GCr15钢淬火经低温回火后的组织为隐晶马氏体+弥散分布粒状碳化物,碳化物细小,呈均匀分布。
(2)真空油淬的油面压强为1~10 Pa,淬火转移时间为30 s时,GCr15钢淬火经低温回火后的平均硬度为51.2 HRC,硬度均匀性较差。当淬火油面压强为1.5×105Pa,淬火转移时间为13 s时,试样平均硬度为63.2 HRC,硬度均匀性好。提高淬火油面压强和缩短淬火转移时间,能极大提高GCr15钢的硬度,获得均匀的硬度。
