WYS700钢气体保护焊及激光复合焊试验研究
2022-01-19黄治军钟如涛
陈 浮,黄治军,钟如涛
(宝山钢铁股份有限公司中央研究院,湖北 武汉 430080)
1 概述
随着我国汽车工业、交通运输及钢结构产业的不断进步,交通运输设备及一些钢结构产品向大型化、轻量化、高载荷方向发展,对钢材的强韧性、成形性、焊接性等提出更严苛的技术要求。WYS700是Nb、Ti微合金化高强钢,抗拉强度达到750 MPa以上,兼具良好的折弯性、焊接性,在结构减重节能方面发挥重要作用。焊接是高强钢应用中的一项关键技术,焊接过程中钢材经历了不同的热循环作用形成焊接热影响区,综合性能往往低于母材及焊缝,是制约钢种推广应用的关键所在[1-2]。
熔化极气体保护焊是一种明弧焊接方法,焊接过程焊接质量易于控制,焊接效率高,是低合金高强钢常用的焊接方法。近年来,发展迅猛的激光复合焊结合了激光和气体保护焊的主要优点,激光和电弧相互作用,过程更稳定,焊接速度大幅提升。复合焊接热输入较低,可形成更加精细的晶粒结构并最大限度减小母材稀释作用及焊接结构变形,以实现焊接热影响区高性能[3-4]。
本文通过采用熔化极气体保护焊、激光焊及激光复合焊等焊接方法,对2.5 mm规格的WYS700钢板进行了焊接试验研究,为钢种的焊接工艺制定提供依据。
2 试验材料及方法
试验用钢为2.5 mm规格的WYS700钢,其特征金相组织如图1所示,主要为铁素体+珠光体,夹杂物级别为D0.5,晶粒度大小为10.5级。
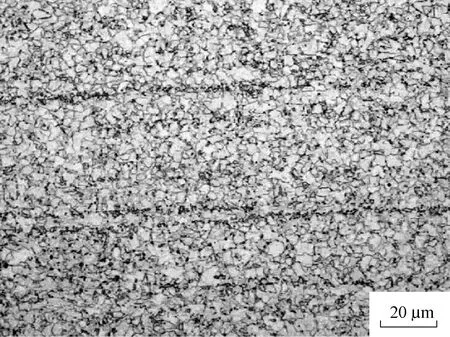
图1 WYS700特征金相组织Fig.1 WYS700 characteristic metallographic structure
其化学成分、力学性能见表1、2。

表1 WYS700化学成分Table 1 Chemical compositions of WYS700 %
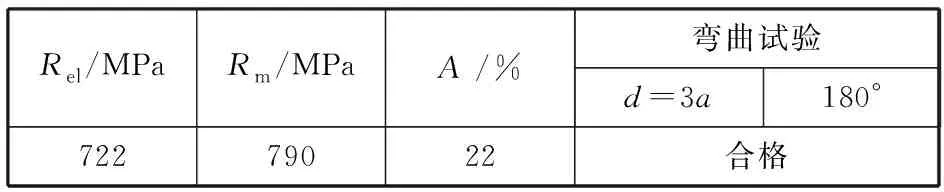
表2 WYS700力学性能Table 2 Mechanical properties of WYS700
结构用低合金高强钢的焊接材料选择如没有特殊成分要求一般遵循等强原则。有研究表明,在强度较高、结构拘束较大、钢材焊接冷裂纹倾向较大的情况下可选择低强匹配,但强度差应小于25%[5-6]。WYS700虽然强度较高,但塑性较好规格薄,根据通常应用场景选择与之名义强度匹配的WER70气体保护焊丝,焊丝直径1.2 mm,焊丝熔敷金属化学成分及性能见表3、4。

表3 焊丝熔敷金属化学成分 Table 3 Chemical compositions of welding material deposited metal %

表4 焊丝熔敷金属性能Table 4 Properties of welding material deposited metal
2.1 气体保护焊接工艺
焊接试验设备为LINCOLN POWER WAVE 455,焊接试板规格为500 mm×150 mm×2.5 mm,采用混合气体(80%Ar+20%CO2,体积分数)保护,气体流量为18 L/min。焊接极性为直流反接,焊接试板不预热,不开坡口,装配无间隙。正面反面各施焊一道。焊层图见图2,焊接工艺参数按表5执行,焊接方向纵向。焊接环境温度为20 ℃,湿度为75%。

图2 气体保护焊层图Fig.2 Diagram of GMAW layer

表5 气体保护焊接试验工艺Table 5 GMAW test procedure
2.2 激光及激光复合焊接工艺
焊接所采用的激光器为IPG-YLS-5000W光纤激光器,复合焊所用焊丝为WER70,弧焊机为FRONIUS TPS400i。保护气体为纯氩气,流量为20 L/min。焊接试板不预热,不开坡口,装配无间隙。正面施焊一道。焊层图见图3,焊接工艺参数按表6执行,焊接方向纵向。焊接环境温度为25 ℃,湿度为75%。
图3 激光及激光复合焊层图Fig.3 Laser and laser hybrid welding layer
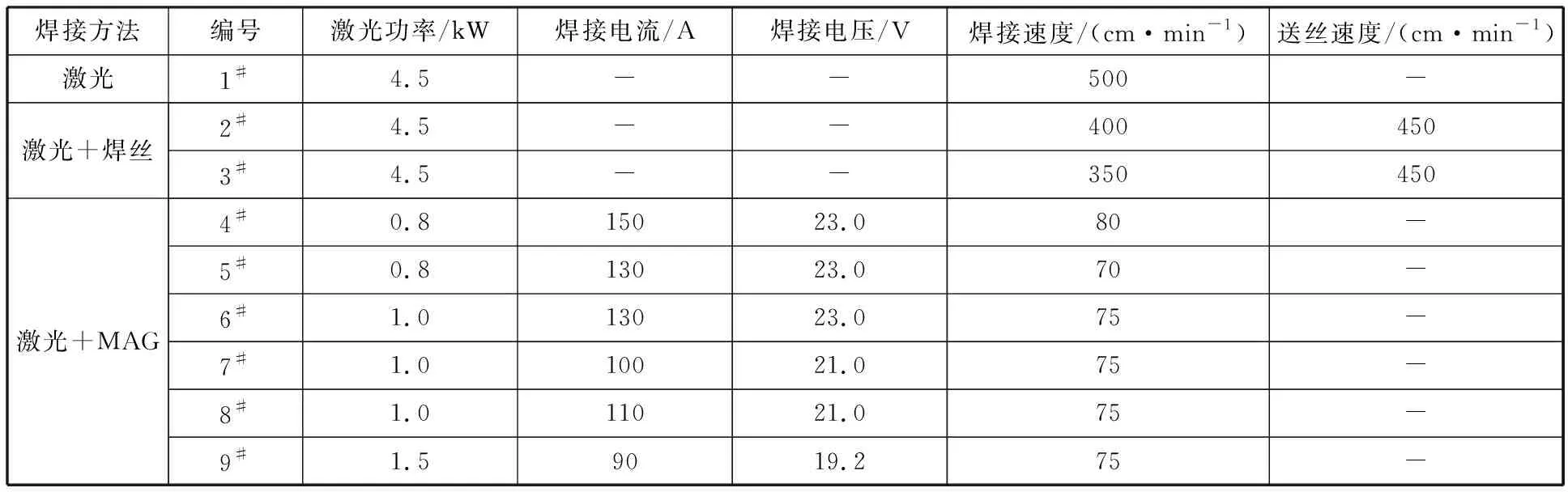
表6 激光及激光复合焊接试验工艺Table 6 Laser and laser hybrid welding test procedure
3 试验结果及分析
焊接接头力学性能试样按照GB/T 2651—2008《焊接接头拉伸试验方法》、GB/T2653—2008《焊接接头弯曲及压扁试验方法》制取,采用WAW电液伺服万能材料试验机进行测试。金相试样取焊接接头全横截面,经5%硝酸酒精溶液腐蚀采用OLYMPUSGX71光学显微镜观察接头各区金相组织,并用QNESS维氏硬度计对接头各区进行HV10硬度检测。
3.1 气体保护焊接试验结果
对气体保护焊接试板进行了力学性能检验,拉伸弯曲试验结果如表7所示。从试验结果可以看出:混合气体保护焊接接头抗拉强度(Rm)为786~851 MPa,断裂位置在母材。冷弯试验中,弯心直径d=a,180°不合格;弯心直径d=2a,180°不合格,90°合格;弯心直径d=3a,120°、180°均合格。说明接头具有良好的强塑性,对焊接接头冷弯成形中,弯心直径在2a以上比较适合,并且反映出焊接工艺参数合适。
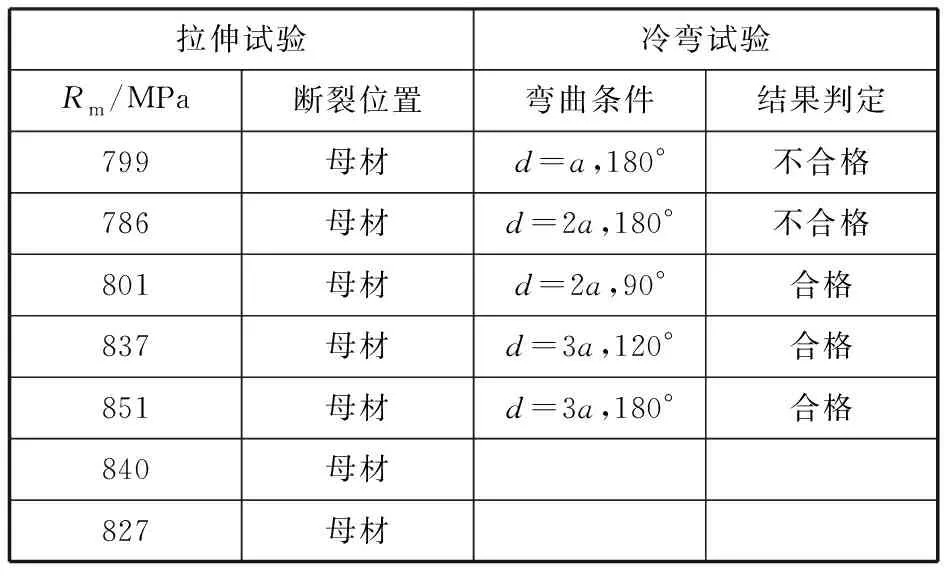
表7 气体保护焊接接头拉伸弯曲试验结果Table 7 Tensile bending test results of GMAW joints
对接头进行了维氏硬度试验。测试接头HV10硬度值,每0.5 mm测试一点,试验部位从基材到焊缝全接头断面,如图4所示。
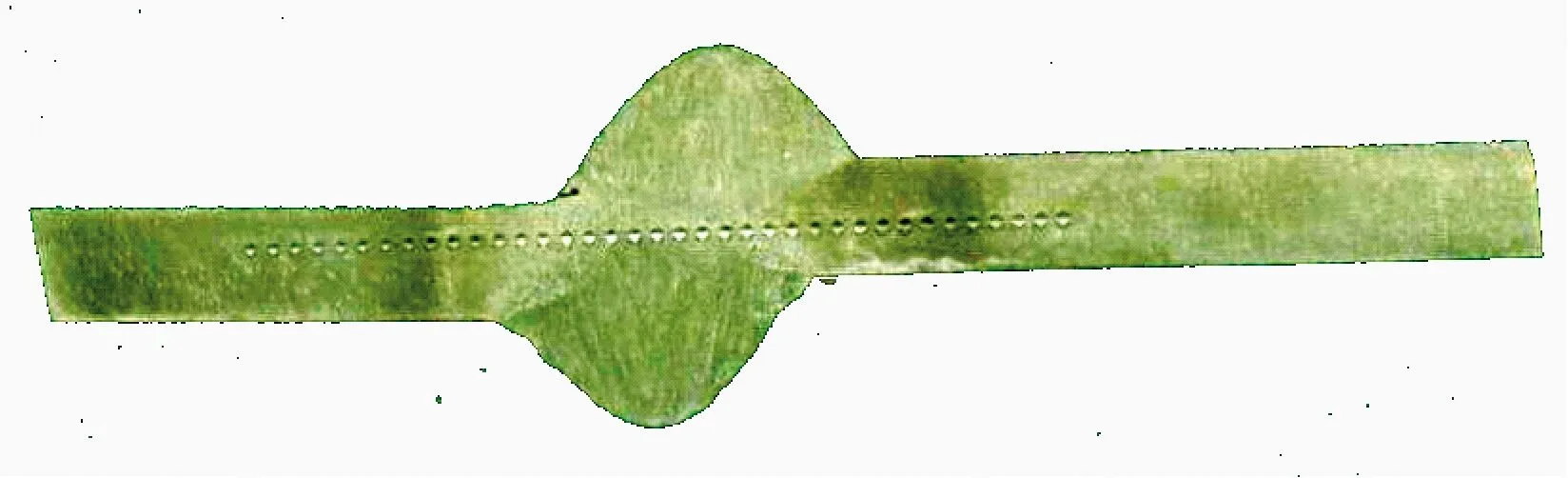
图4 硬度试验位置Fig.4 Hardness test location
接头硬度试验结果如图5所示。从图形可以看出,焊接接头硬度分布变化明显,硬度最高值、最低值均出现在热影响区,但没有出现冷裂纹,从强度拉伸试验看,也没有出现明显软化现象。其HV10硬度值在200上下浮动,另一侧硬度最低值HV10为166。焊缝与母材相当,因为测试部位在上下两道焊缝的结合位置,此处母材金属容易过渡到焊缝中。总体接头硬度有波动,但这些波动没有影响接头使用性能。
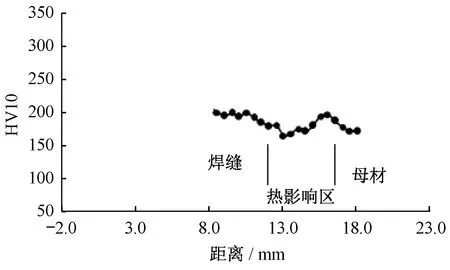
图5 气体保护焊接接头硬度Fig.5 Hardness of GMAW joint
WYS700钢气体保护焊接接头宏观及各区特征金相组织如图6所示。图6(a)为接头宏观形貌,可以看出焊接熔合良好,没有缺陷存在;图6(b)为焊缝组织,为针状铁素体+先共析铁素体;图6(c)为热影响区粗晶区(CGHAZ),峰值温度通常达到1 000 ℃以上,经焊接热循环后为粗大板条贝氏体组织;图6(d)为热影响区细晶区(FGHAZ),在焊接热循环中峰值温度也大于Ac3,组织经完全奥氏体化后形成细小贝氏体+珠光体组织;图6(e)为临界热影响区(ICHAZ),在焊接热循环过程中母材组织部分相变,形成贝氏体+少量珠光体组织。
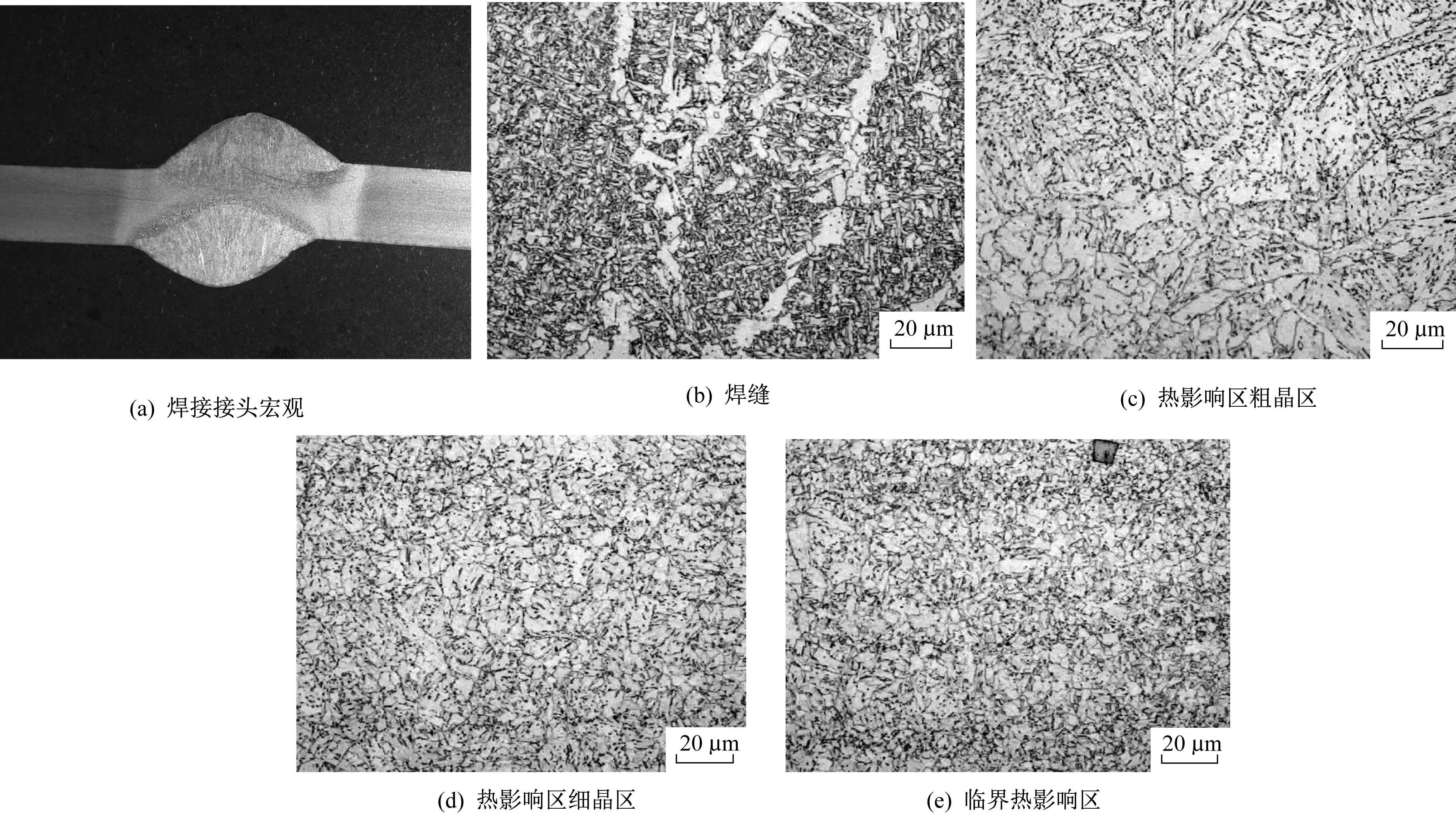
图6 气体保护焊接接头特征金相组织Fig.6 Characteristic metallographic structure of GMAW joint
3.2 激光及激光复合焊接试验结果
对激光及激光复合焊接试板进行不同工艺焊接接头宏观形貌比较和力学性能检验。拉伸弯曲试验结果见表8,焊接接头抗拉强度(Rm)为770~859 MPa,断裂位置在母材。冷弯试验中,激光+MAG复合焊接接头弯心直径d=3a,180°合格,激光及激光填丝焊接接头冷弯性能不合格,结合焊接工艺分析,激光及激光填丝焊接热输入下降,导致接头焊接热循环过程中冷速加快,降低接头的塑性。各不同焊接工艺及接头宏观形貌如表9及图7所示。
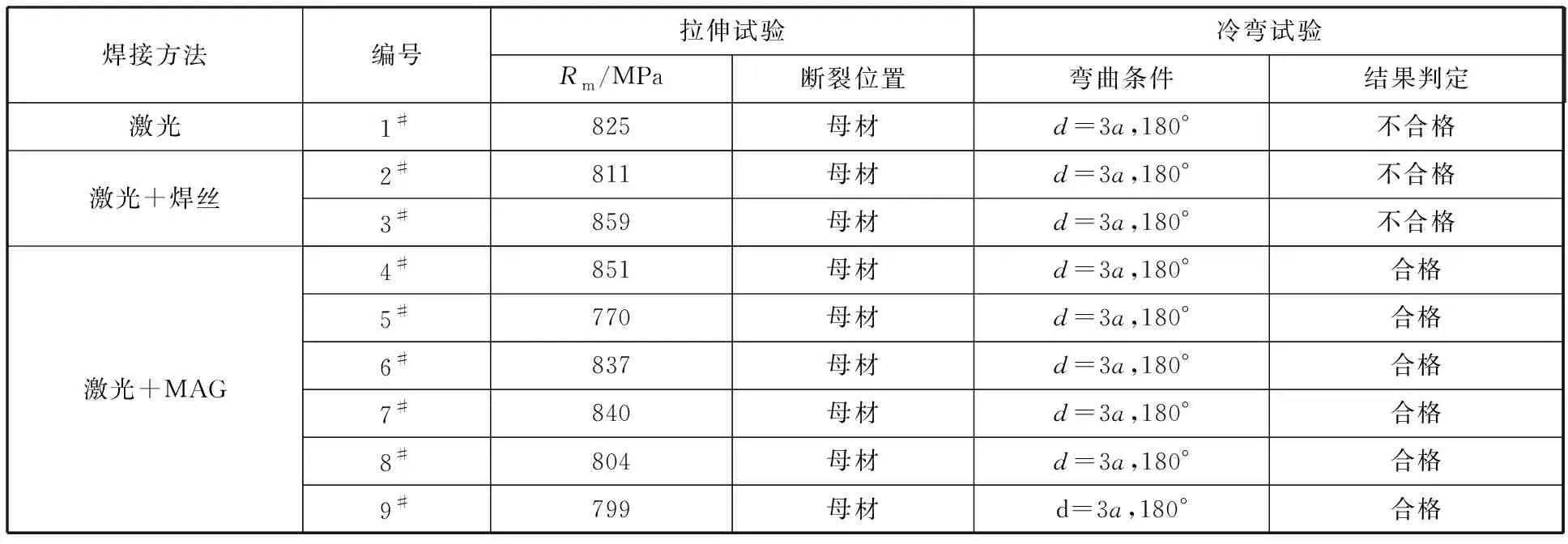
表8 焊接接头拉伸弯曲试验结果Table 8 Tensile bending test results of GMAW joints
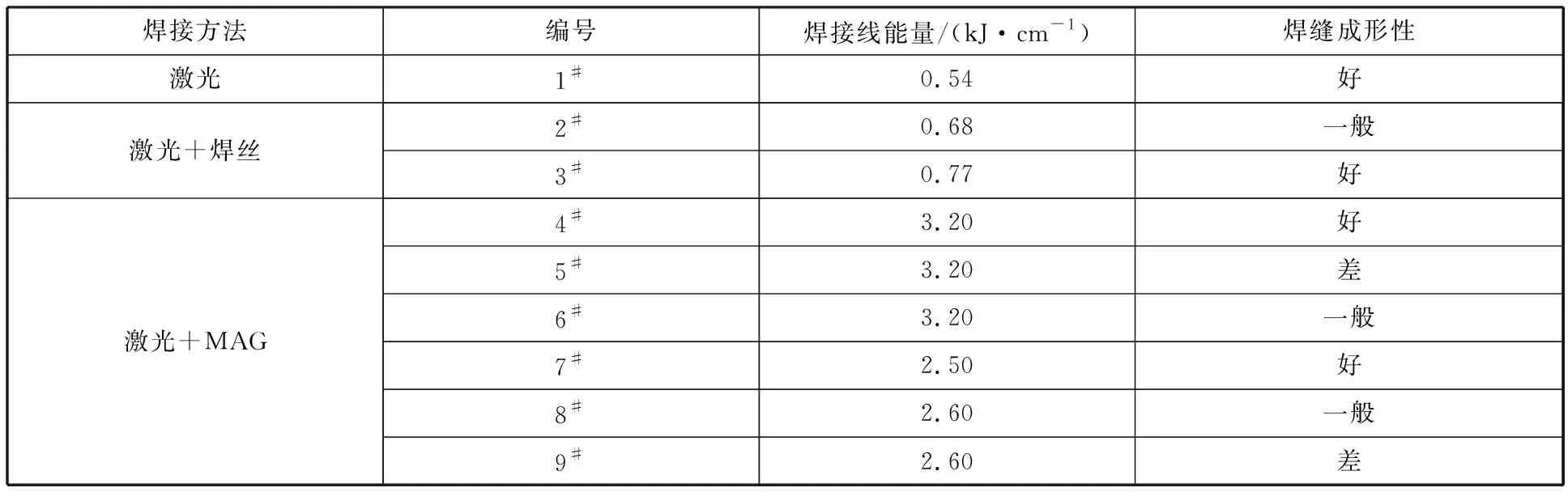
表9 不同激光及激光复合焊接工艺成形性Table 9 Different laser and laser+MAG hybrid welding procedure forming
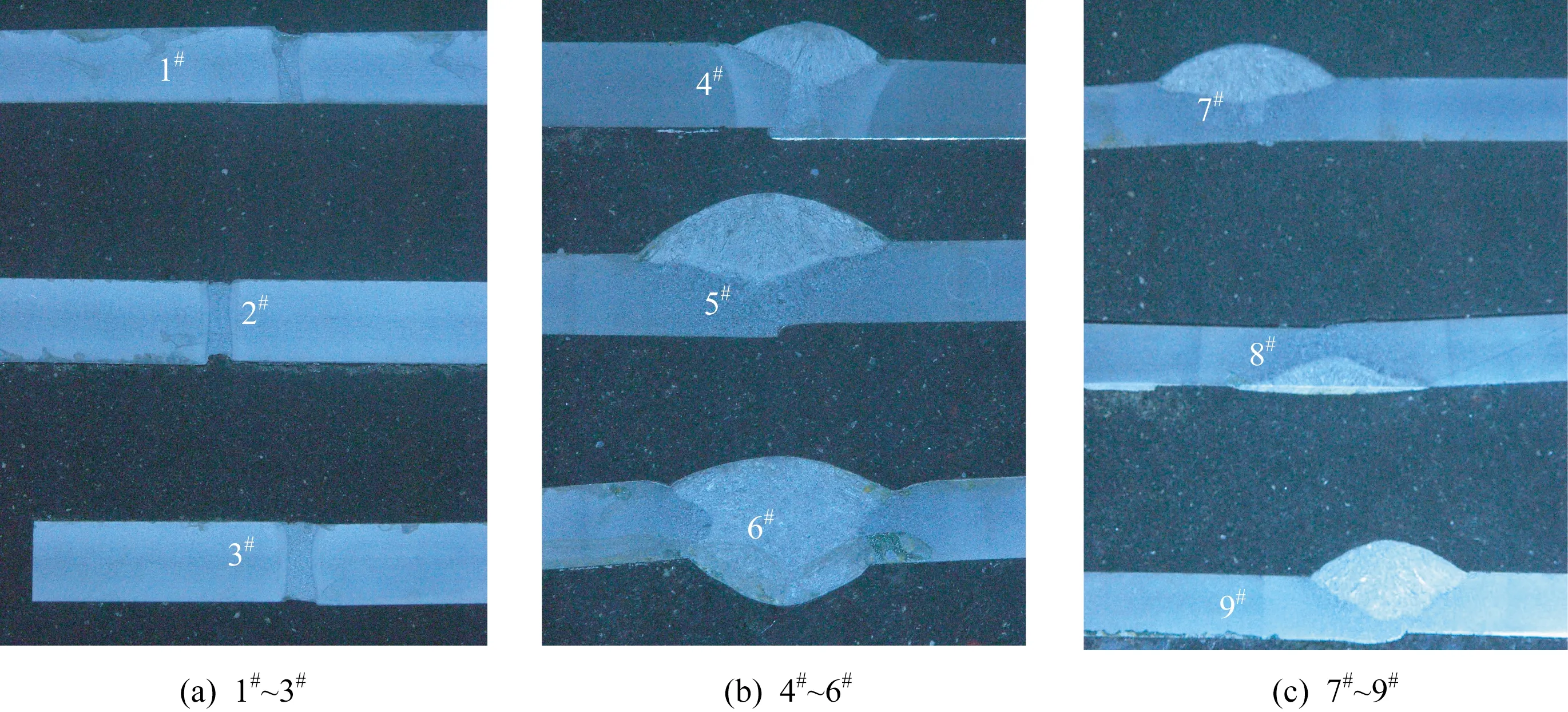
图7 不同激光及激光复合工艺焊接接头形貌Fig.7 Welding joint morphology of different laser+MAG and laser hybrid welding procedure
从图7可以看出,1#、3#、4#、7#工艺成形性良好,1#工艺为激光焊接,3#工艺为激光+填丝焊接;4#、7#工艺为激光+MAG复合焊接,焊缝一次性全熔透,焊道饱满,没有咬边及塌陷缺陷。2#、6#、8#工艺成形尚可,2#工艺是激光+焊丝填充,焊缝背面填充稍显不足,在焊接激光功率一定的条件下,可通过降低送丝和焊接速度来调整;6#、8#工艺为激光+MAG焊接,从宏观可见激光主要作用焊缝熔深,MAG作用焊缝填充,由于两个热源配合欠缺,焊缝填充和熔深的配合欠缺。5#、9#工艺为激光+MAG焊接,由于焊接对中及两个热源的参数不匹配,会造成焊缝出现未熔合、未焊透等缺陷。从试验结果可以推理,对于3 mm及以下WYS700高强钢,采用激光焊接工艺是可行的,在对焊缝金属有成分要求时可加入焊丝进行调整。激光+MAG复合焊接更适合厚板一次焊接成形,能更好地发挥激光熔深和MAG填充调整的作用,但此时激光功率与MAG电弧大小分配及焊接速度的协同,对焊缝成形极为重要[7]。
4 结论
(1) 2.5 mm规格WYS700钢匹配WER70焊丝进行混合气(80%Ar+20%CO2)保护焊接,焊接线能量控制在4.7 kJ/cm左右,接头没有出现明显软化现象。焊接工艺及焊接接头性能均满足钢种使用要求。
(2) 对WYS700进行了激光焊接、激光+焊丝及激光+MAG复合焊接试验,焊接材料选用WER70。从焊缝成形效果来看,采用0.54 kJ/cm激光焊接,0.77 kJ/cm激光匹配填丝焊接,2.5 kJ/cm、3.2 kJ/cm激光匹配脉冲MAG焊接这三种焊接工艺可行。但激光功率与MAG电弧大小分配及焊接速度的协同,对焊缝成形及性能极为重要。从实际焊接工艺考虑,此类薄板(厚度小于3 mm)可以直接采用激光热源焊接或常规弧焊热源焊接,但需要根据接头性能技术要求选择。激光匹配弧焊热源在厚规格钢板的焊接中应用可极大发挥激光深熔透的作用,对一次焊接成形、减小热影响区有积极作用。
