低碳钢板坯星状裂纹缺陷分析和改善
2022-01-19王恩龙江中块
王恩龙,江中块
(上海梅山钢铁股份有限公司炼钢厂,江苏 南京 210039)
1 概述
梅山炼钢厂2号连铸机为230 mm×(700~1 320) mm的直弧形板坯连铸机,2018年至2019年上半年,生产的MRT-4等低碳镀锡用钢板坯在热轧轧制时,曾多次发生板卷翘皮缺陷,典型形貌呈黑色水印状,部分有延伸拉长的翘皮(图1(a)),缺陷沿钢卷轧制方向断续分布,同一批次钢卷的缺陷位置较为固定,造成大量的钢卷降级。通过对同批次板坯火焰吹扫检查发现,普遍存在星状裂纹缺陷(图1(b))。
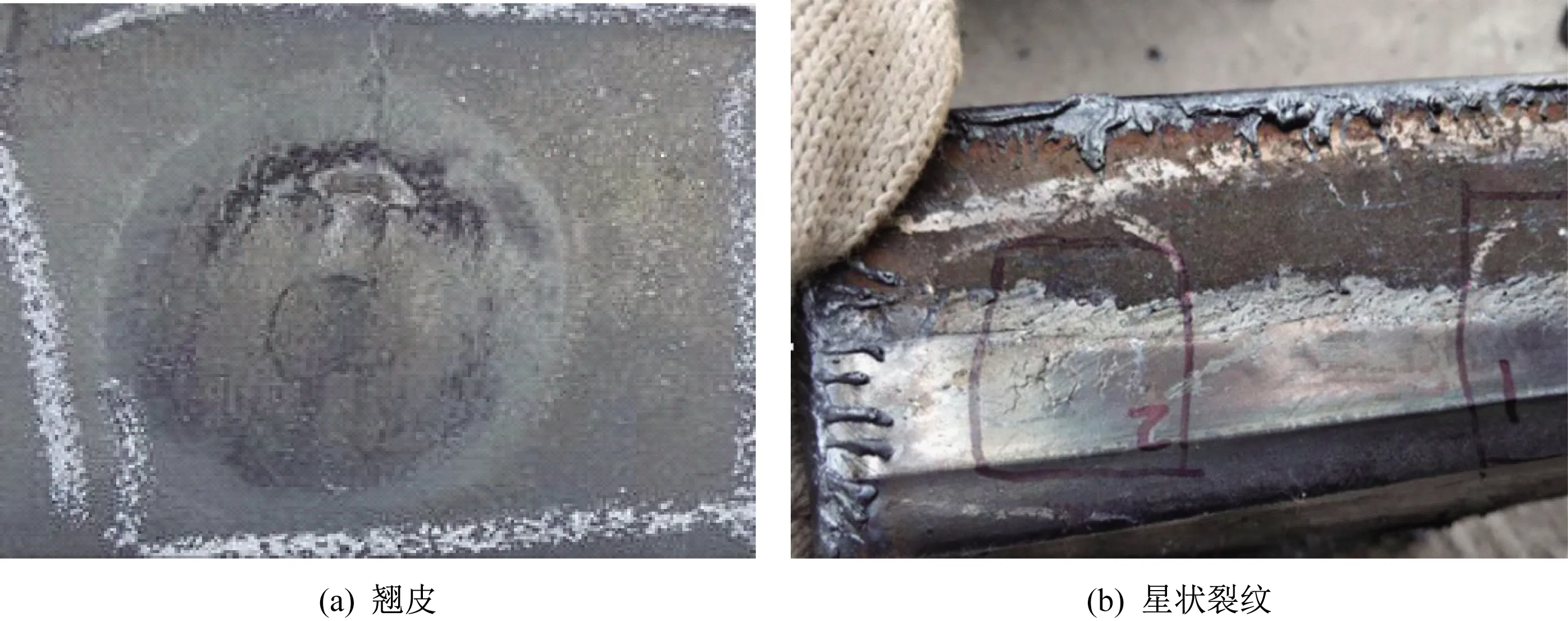
图1 典型热轧卷翘皮和板坯星状裂纹缺陷Fig.1 Typical warping defects of hot rolled coil and star-sharped crack defects of slab
2 缺陷产生机理分析
2.1 缺陷试样的金相和电镜分析
对热轧板和板坯星状裂纹的缺陷进行金相和电镜分析,缺陷处主要成分为Fe、O,但在翘皮和裂纹缺陷处皆发现了Cu偏聚现象(图2),热轧板的翘皮缺陷与星状裂纹的形貌、分布位置具有较强的关联性。
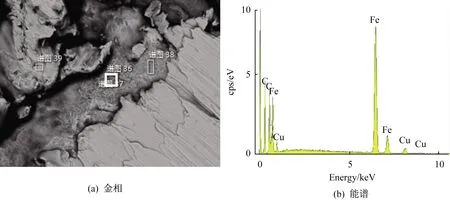
图2 星状裂纹缺陷金相及能谱Fig.2 Metallography and energy spectrum of star-sharped crack defect
2.2 缺陷原因分析
非含铜钢中的Cu的来源比较单一,主要来源于废钢或铜板材质的结晶器。通过对2号连铸机下线结晶器铜板的检查,发现结晶器靠近下口处存在局部的见铜异常。见铜区域多呈椭斑块状,较为集中在铜板宽边下口边缘以上约100 mm附近,见铜区域周边有密集的粗糙磨砂状过渡区,部分存在明显的白色盐渍边缘区(见图3),更换结晶器后缺陷消失。
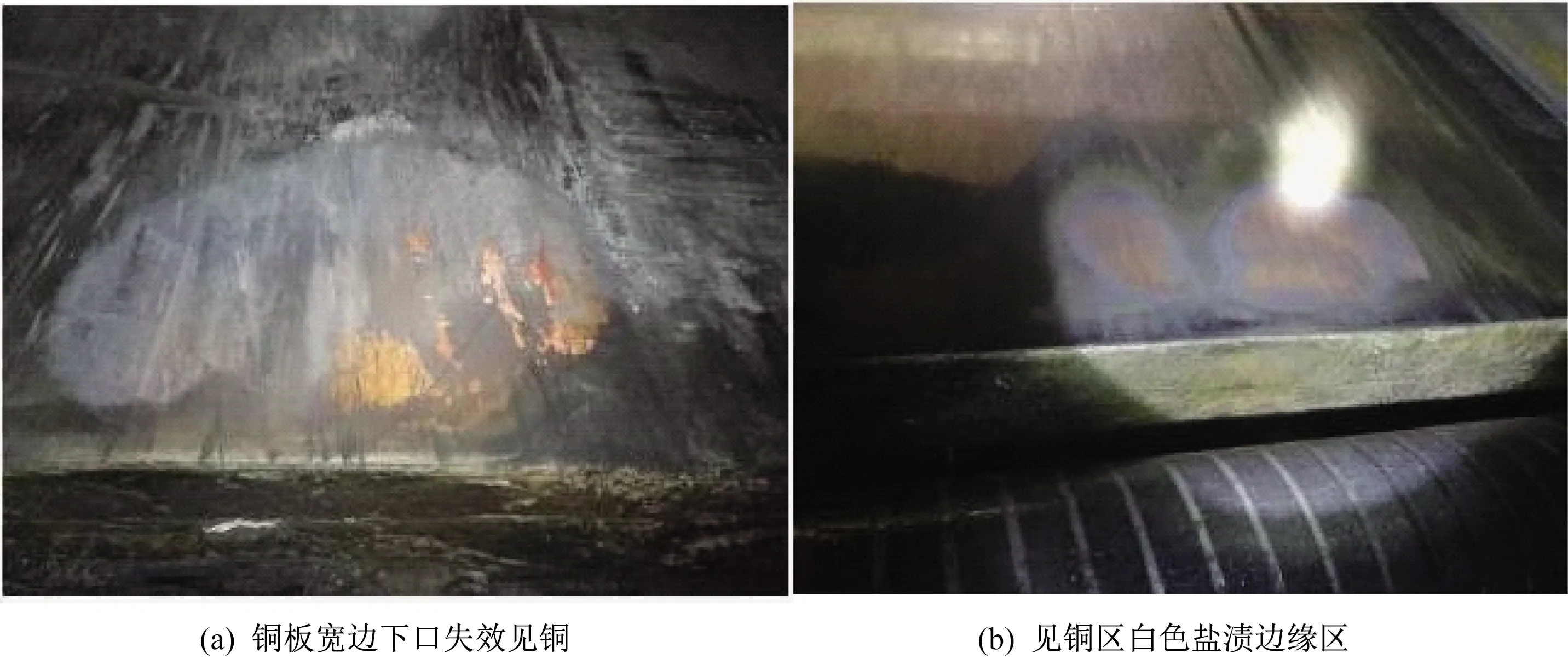
图3 2号机结晶器铜板见铜区域典型特征Fig.3 Typical characteristics of wear area of mould copper plate in No.2 caster
通过以上分析,可以确定此类低碳钢的翘皮缺陷是由于结晶器铜板见铜失效后,Cu元素渗入富集,由于Cu的熔点低,高温下呈熔融状态向奥氏体晶界渗透,形成网络状富铜相,因此Cu的富集容易导致钢坯产生星状裂纹[1],热轧轧制后产生翘皮缺陷。
生产中发现,更换结晶器虽然可以消除该缺陷,但新的结晶器在使用一段时间后,铜板的下口区域见铜现象和板坯星状裂纹缺陷又会再次发生。2018年至2019年上半年,梅山2号连铸机因铜板镀层见铜失效原因下线的结晶器平均过钢量仅4~5万t,远远低于协议过钢量目标。频繁更换结晶器,对生产组织和质量都造成极大的影响,因此需要对2号连铸机的结晶器铜板异常失效从源头去研究分析和改善。
2.3 铜板镀层失效机理分析
结晶器被称为连铸机的“心脏”,铜板镀层所要求的功能可归纳为耐喷溅性、耐热龟裂性、耐剥落性、高散热性及下部的耐磨性和耐腐蚀性。铜板镀层的耐磨性和耐腐蚀性影响着结晶器的寿命、铸坯质量,异常磨损和腐蚀会降低结晶器在线使用寿命,减少铜板加工使用次数,造成铜板提前报废[2]。
通常情况下,结晶器铜板镀层见铜失效主要是镀层脱落、机械磨损或化学腐蚀导致。通过对2号连铸机失效铜板的镀层正常区和见铜区进行横截面金相和电镜分析(图4和图5),发现镀层从破损处向外逐渐变厚,镀层与基体铜连接紧密,镀层未见铜区域最薄的位置,镀层还是完好无损,没有发现镀层剥离现象,边缘未见铜区域镀层表面有明显的磨损状锯齿痕;见铜区域铜板,钢水中的S与基体Cu结合,在铜板表面形成较深的坑。
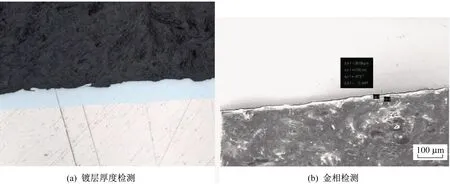
图4 正常区域镀层检测Fig.4 Measurement of coating in normal area
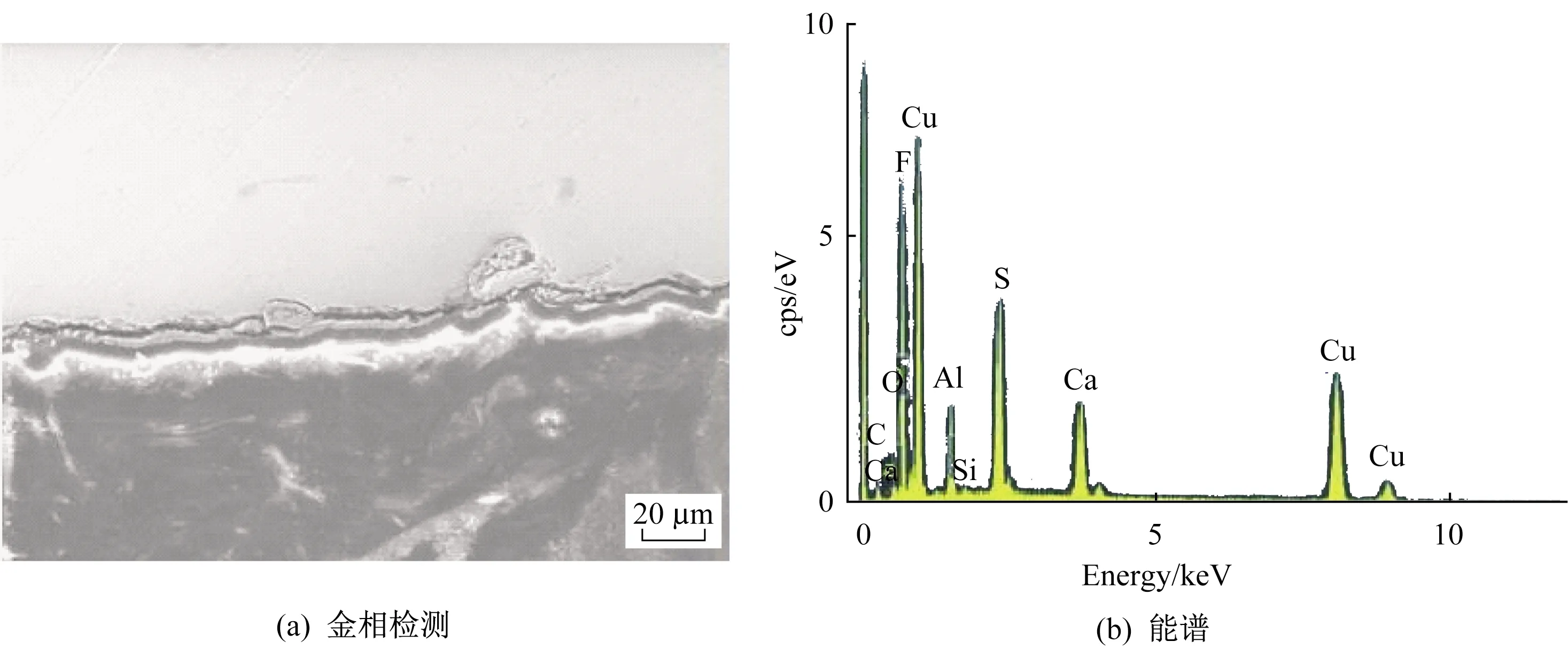
图5 镀层见铜区的形貌和成分Fig.5 Morphology and composition of wear area of the coating
由金相和电镜分析可知,镀层与基体结合较好,排除脱落或剥离因素导致。
为了进一步确定镀层见铜是机械磨损还是化学腐蚀导致,对单个斑块进行了局部切割分析,见图6。对比正反两面,发现斑块处于铜板冷却水槽区域,而没有水槽的铜板末端并不在腐蚀斑块区域,同时发现见铜区域表面基本都低于周边。见铜腐蚀面的铜制基材是光亮的,周边呈现密集的针孔状磨砂面,而不是典型的均匀磨损面所能呈现的光洁度。
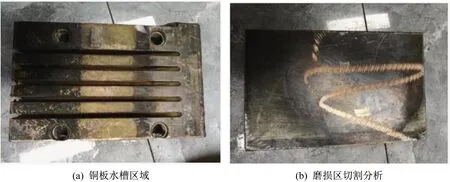
图6 见铜区域铜板切割分析Fig.6 Analysis of copper plate which cutted from wear area
根据以上分析,推断2号连铸机的结晶器铜板镀层见铜失效主要是电偶腐蚀造成的,当两种不同金属在同一导电介质中接触时,将构成腐蚀电偶,造成电位较低金属的腐蚀。在结晶器下口由于铸坯和铜板之间存在一定的间隙,下部喷淋所产生的水蒸气容易进入该间隙(见图7),由于保护渣内含有一定的氟化物,在和水的结合下,造成铸坯和铜板之间形成腐蚀原电池,该腐蚀原电池以铜板镀层为阳级、铸坯为阴极,阳极发生溶解(见图8)。当镀层完全腐蚀后,将进一步发生以铜板为阴极、镀层为阳极的电化学反应,一旦发生电化学反应,其腐蚀速度将会数倍于正常磨损,造成镀层的快速减薄[3]。
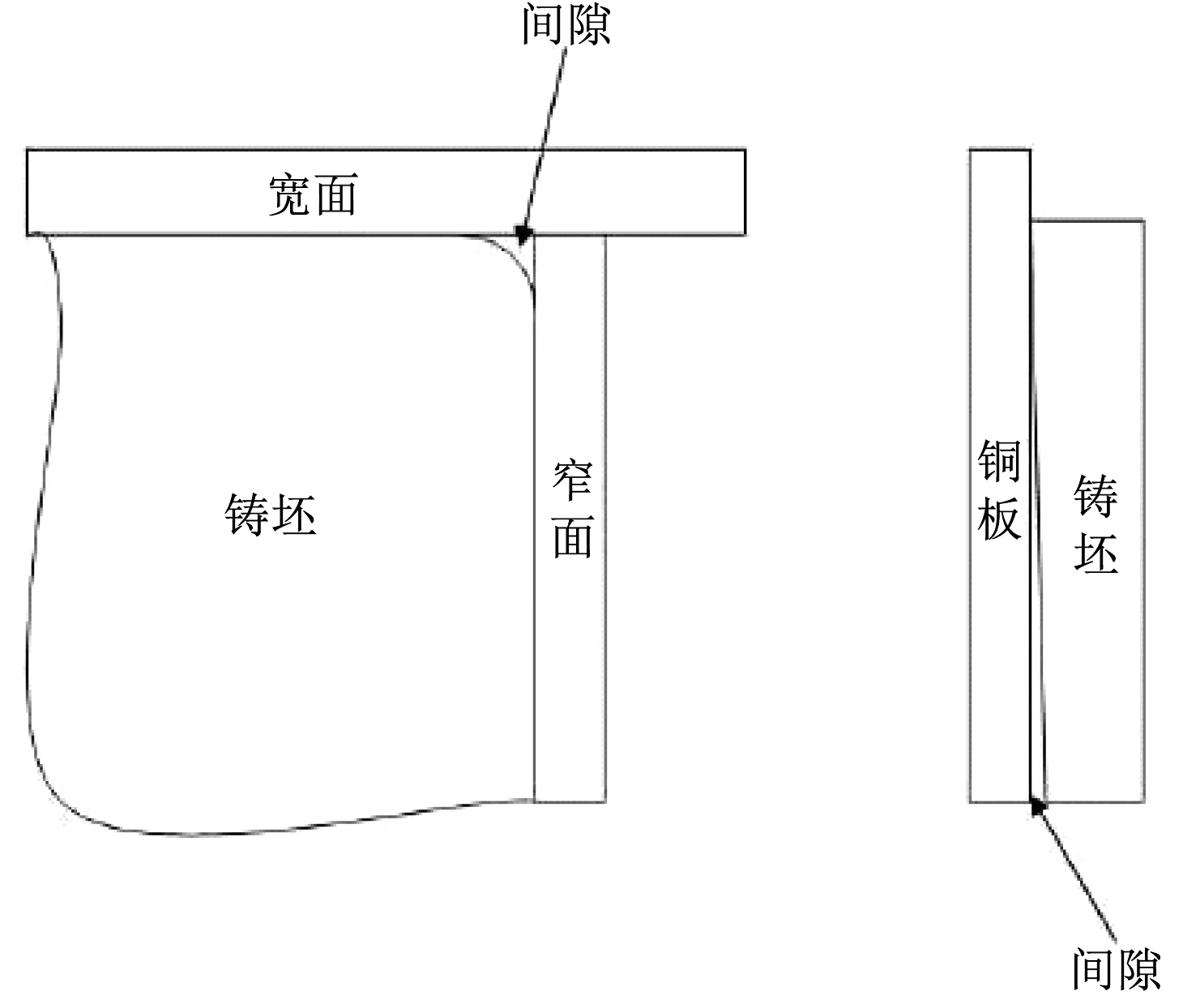
图7 铸坯与铜板间隙示意图Fig.7 Schematic diagram of gap between slab and copper plate

图8 腐蚀原电池示意图Fig.8 Schematic diagram of corrosion galvanic cell
3 铜板镀层腐蚀影响因素
3.1 铜板镀层材质
梅山2号板坯连铸机结晶器铜板基材均为铬锆铜(Cr-Zr-Cu),其强度和硬度较高,再结晶温度为480~500 ℃,有效避免了铜板因再结晶引起的机械性能的下降和铜板变形。镀层采用Ni-Co复合镀层的工艺方式对铜板进行保护,Ni-Co复合镀层摩擦因数低、塑性好、耐磨性好及寿命长(见表1)[4]。2号连铸机的结晶器铜板基材及镀层工艺技术,目前在国内外也是主流技术。铜板镀层含Co量越高,耐磨性越好,但高Co镀层应力高,易剥落,适当增加Ni含量,有利于增加铜板镀层的耐腐蚀性。
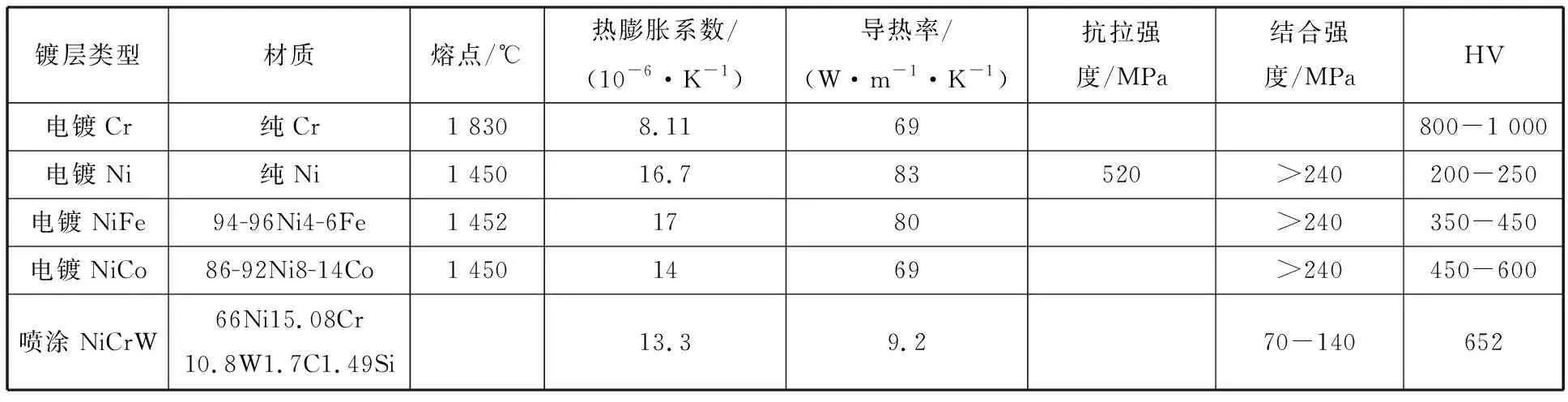
表1 不同镀层的性能比较Table 1 performance comparision of different coatings
3.2 保护渣成分
不同的保护渣中氟化物含量是有所区别的,氟化物会形成电泳腐蚀CoNi镀层。对2号连铸机使用的不同批次的低碳保护渣进行成分化验分析,氟含量总体在5%~8%之间,变化不大,对镀层的腐蚀影响可以忽略不计。
3.3 宽面足辊对中尺寸
足辊是结晶器的重要组成部分,设于结晶器下方用以支撑和导向来自结晶器的铸坯,有宽面和窄面足辊。要求足辊与结晶器严格对中,在振动时与结晶器一起振动。对于常规直弧型连铸机,根据不同钢种凝固收缩特性设计辊列时,结晶器出口厚度开口度和宽面足辊的开口度尺寸一样,即结晶器宽面足辊与宽面铜板在一个垂直面上[5]。通过对2号连铸机铜板腐蚀结晶器的足辊对中进行检测,发现宽面足辊较结晶器下口平均高出0.5 mm。由于结晶器下端配置喷淋装置,因此受足辊的导向作用,如果对中过程足辊移向铸坯,就很容易导致铸坯远离结晶器铜板,使大量水蒸气进入下部铜板与铸坯的间隙中,对铜板产生腐蚀。
3.4 结晶器宽面锥度
在结晶器中钢水由于受到冷却而形成一定形状的坯壳,随着铸坯不断下移,温度也不断下降而收缩,若结晶器没有倒锥度,就会在坯壳与结晶器之间形成气隙。过大的倒锥度会增大拉坯阻力,过小的倒锥度会形成气隙,气隙的产生是发生结晶器铜板表面镀层电化学腐蚀的充分条件。对2号连铸机部分见铜失效结晶器进行检测,发现存在结晶器宽面锥度为负锥度的情况。宽面锥度过小甚至负锥度,容易导致坯壳下行收缩过程中,尤其是到下口区域附近,坯壳与结晶器铜板之间的间隙异常增大,水蒸气更加容易进入,产生电化学反应腐蚀铜板镀层,因此保证合理的宽面锥度是必要的。
3.5 结晶器铜板平面度和宽面足辊直线度
铜板组装后,如果局部的平面度超差会造成宽面足辊局部突出量大,增大坯壳与铜板间的间隙,宽面足辊直线度超差同样能造成辊子局部突出量过多而产生间隙。通过对2号连铸机下线结晶器的铜板平面度和宽面足辊的直线度进行测量,铜板平面度基本在≤0.15 mm/m的范围内,达到使用要求,而部分辊子的直线度测量存在超过0.2 mm跳动波动,拆检后发现主要是辊子芯轴变形导致。
3.6 结晶器足辊喷嘴角度或安装位置
如果结晶器足辊喷嘴安装位置或喷射角度不当,冷却水直接喷射到铜板,会导致生产过程中进入结晶器间隙内的水气量增加,加速对结晶器铜板镀层的腐蚀作用。检查2号连铸机结晶器足辊喷嘴的喷淋架安装和冷却水喷射位置,总体正常,没有发现明显对着结晶器铜板区域喷射的情况。
3.7 钢水过热度
高温下腐蚀介质的腐蚀性会依照范特霍夫规则:温度每升高10 K,反应速率升高2~3倍,从而使铜板热面腐蚀的临界值进一步降低[6]。在对2号连铸机的铜板见铜腐蚀情况跟踪后发现,腐蚀严重的铜板对应浇次的平均温度和高温炉次比例总体高于镀层腐蚀正常浇次的。
4 改善措施
4.1 调整铜板修复镀层成分
对2号连铸机的宽面铜板Ni-Co镀层成分进行调整,提高镀层的Ni含量,以提高耐腐蚀性。
4.2 提高宽面足辊对中精度和直线度
对2号连铸机的宽面足辊对中进行调整,适当减小结晶器下端间隙。设计使用结晶器宽面足辊专用定位装置,定位装置根据结晶器形状及尺寸设计了定位块、水平板和垫片,可依据工艺精度要求进行垫片调整来实现定位量的调节,通过塞尺检测定位块与足辊、铜板间隙来实现对中精度和直线度的测量,不符合精度标准的足辊及时进行调整或更换。
4.3 调整结晶器宽面锥度
在以往连铸机停机检查作业中,只将结晶器窄面锥度检测纳入日常检查作业中,未对宽面锥度提出检查标准要求。针对2号连铸机结晶器宽面锥度为负锥度的情况进行调整,保证上线结晶器的宽面锥度,并将宽面锥度检测纳入日常结晶器点检作业标准中,不符合要求的结晶器及时下线进行调整。
4.4 调整足辊冷却水喷嘴角度
对2号连铸机的宽面足辊冷却水喷嘴角度上限位置进行了调整,调整至紧贴宽面足辊,并在喷嘴和喷淋架间增加定位槽,确保喷嘴水缝平直,避免冷却水直接喷射到铜板,以减少生产过程中进入结晶器内部的水气量。同时在结晶器宽边铜板背板底部安装挡水板,减少部分水蒸气进入铜板下口。
4.5 优化钢水过热度
为了减少高温钢水加剧腐蚀作用,将低碳钢的中间包钢水过热度由原目标温度±20 K调整为±15 K,降低了钢水上台浇铸温度,2号连铸机的高温钢水炉次比例降低了约27%。
5 改善效果
实施改善措施后,2019 年下半年到2020年,2号连铸机星状裂纹缺陷未再发生。同时,2号连铸机结晶器通钢量由原平均4~5万t提升到了10万t以上,大幅减少了因铜板镀层见铜而导致结晶器提前更换的异常,降低了铜板备件维护和修复成本,提高了连铸机作业率,有效保障了生产的稳定顺行。
6 结语
(1) 梅山2号连铸机低碳钢星状裂纹缺陷产生机理是结晶器铜板镀层腐蚀,Cu元素向奥氏体晶界渗入富集形成裂纹。
(2) 采取了调整镀层成分、足辊精度,降低钢水过热度,调整喷嘴角度及结晶器宽面锥度等改善措施,2号连铸机结晶器通钢量由4~5万t提升到了10万t以上,低碳钢星状裂纹缺陷得到了有效控制。
