钢悬链立管管端机加工工艺改进
2022-01-08尤学刚王建华黄兆力
尤学刚,王建华 ,黄兆力
1.中海石油(中国)有限公司 海南分公司(海南 海口 570100)
2.衡阳华菱钢管有限公司 技术中心(湖南 衡阳 421001)
0 引言
钢悬链立管(简称SCR)连接海洋平台和海底管线管,是各种立管中性价比较高的一种方案。此前,钢悬链立管的开发、加工和使用被国外垄断,我国一直未能突破该项技术。因钢悬链立管一端连接海洋浮式平台,另一端连接着海底管线管,受到海洋、浪涌等复杂应力影响,所以管端尺寸尤为重要。若管端尺寸精度差,焊接容易产生错边[1],易产生疲劳裂纹,危害服役安全。因对管端尺寸精度要求高,常规的热轧和冷拔均难以实现如此高的精度,常规采用内镗外扒工艺[2],但是钢悬链立管长度较长,内镗外扒工艺难以实现,并且效率低、金属消耗高。此外,海洋浮式平台承载重量有限[3],对钢管悬链立管的重量有限制要求。综合平衡SCR 立管长度、尺寸和重量的限制要求,国内某公司开发的钢悬链立管(SCR)采用热轧+冷拔+管端机加工生产工艺,其基本工艺路线为热轧→冷拔→热处理→管端内孔机加工,阐述了钢悬链立管管端机加工过程遇到的问题以及优化改进措施。
1 管端尺寸技术要求
钢悬链立管涉及多个规格,以Φ323.90 mm×27.0 mm规格为例,其管端技术要求如图1所示。加工后要求:钢管长度为(12.2±0.1)m;管端内径(ID)为(268.8±0.25)mm;管端内孔过渡区锥度为1:8;管端内孔过渡圆弧半径(R)为最小半径1.6 mm;光洁度为表面光洁度RMS≤6.4 μm;加工后内孔圆柱平行段长度为(152.4+10.0)mm或(152.4+5.0)mm。

图1 Φ323.90 mm×27.0 mm管端纵截面机加工图
2 机加工过程中出现的问题
钢悬链立管(SCR)经过热处理、矫直、水压和探伤后,进入管端机加工工序。管端机加工时仅加工钢悬链立管的内孔,外表不加工。在加工过程部悬空,钢管旋转时容易甩动,导致卧式车床定心滚轮易磨损,内加工面有粗糙的车刀印和波浪形[6],如图3和图4所示。不论是表面粗糙度还是尺寸精度,均无法满足钢悬链立管的要求。而且加工后钢管内径偏差较大,甚至超出技术规范要求。车刀印中,经常出现管端加工不完整、加工面波浪形及车刀印的问题。
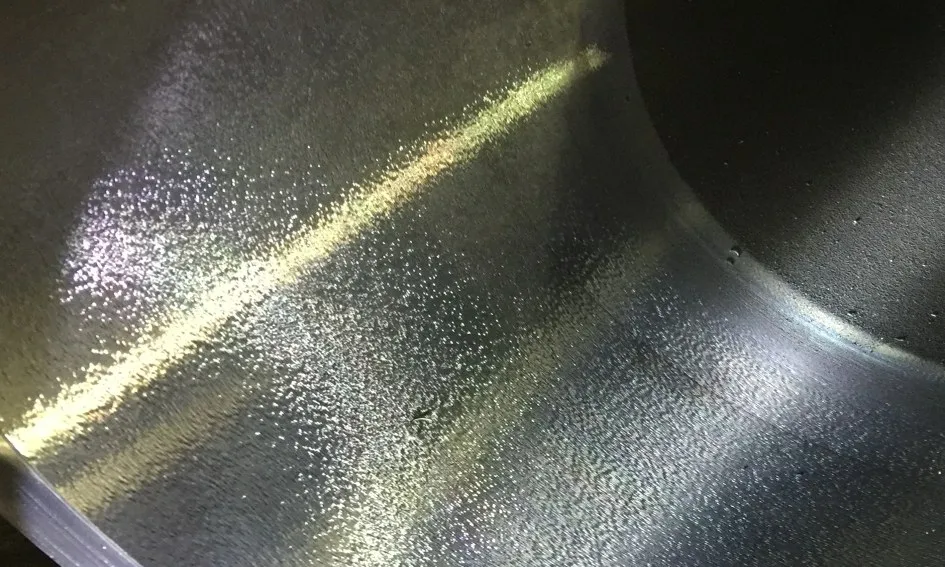
图3 加工后表面波浪形

图4 车削后表面车刀印
2.1 管端加工不完整
钢悬链立管重量较重,长度(12.2±0.1)m,在机械加工行业,属于超长件加工[4],对钢管本身的几何尺寸以及机加工工艺有严格要求。按照客户技术规范和API 5L 第46 版标准,钢管管端外径要求是±0.5%D(D为外径),最大外径偏差±1.6 mm,椭圆度小于1%,管端内径±0.25 mm。
由于钢管壁厚偏心,造成管端内孔加工不完整,无法满足加工区壁厚要求,如图2(a)所示。测量管端外径椭圆度为3.1 mm,局部加工不完整;管端机加工不完整,测量其尺寸,该管端壁厚偏差3.36 mm,管端壁厚偏心导致加工不完整或者黑皮,如图2(b)所示。

图2 Φ323.9 mm×27 mm管端加工不完整
2.2 加工面波浪形和车刀印
采用传统卧式车床加工[5]钢悬链立管,定心滚轮找正,定心找正慢,而且加工时,夹持加工端,中深约0.2~0.4 mm,车刀印在反复受力的情况下,易产生疲劳裂纹,严重的情况下易形成裂纹失稳扩展,贯穿钢管壁厚,发生断裂。长轴类产品加工时一端振动会导致此种现象[7],因此,减轻钢管振动对改善管端机加工质量有重要意义。
3 工艺改进
3.1 来料尺寸精度控制
来料尺寸精度低,易造成管端加工不完整,影响产品质量。综合考虑后续加工对来料加工精度和原料生产工艺成本的限制,控制Φ323.9 mm×27 mm 规格尺寸精度,将管端壁厚控制在目标壁厚的±3%S(S为壁厚),目标外径±0.7 mm,管端弯曲度控制在2.5 mm/1.5 m,既保证后续精度,又解决管端加工不完整的问题。
3.2 设备和工艺改进
SCR 立管加工面出现波浪形,是由于钢管夹持时中部悬空,导致旋转时抖动。针对此原因,选择带有两个旋转中心架的重型卧式车床来加工。其优势是可以多处夹持,减少钢管旋转时甩动和振动,并且旋转中心架有4个精确定位,可独立调节螺杆,用于定正不同外径钢悬链立管中心。此调节定心对于车削SCR立管非常重要,钢悬链立管外表并非正圆(带一定椭圆度),通过调节不同的螺杆深度,找正钢管圆心,保证内孔加工后加工端壁厚均匀。
1)在加工Φ323.9 mm×27 mm SCR立管管端前,需要做好装夹准备。装夹加工示意图如图5 所示,采用端头卡爪、环形中心架分别夹持SCR立管的端头、中部和立管另一端约300~500 mm 处,装夹完毕后,调整旋转中心架的定位螺杆,定心找正,至此装夹准备完毕。
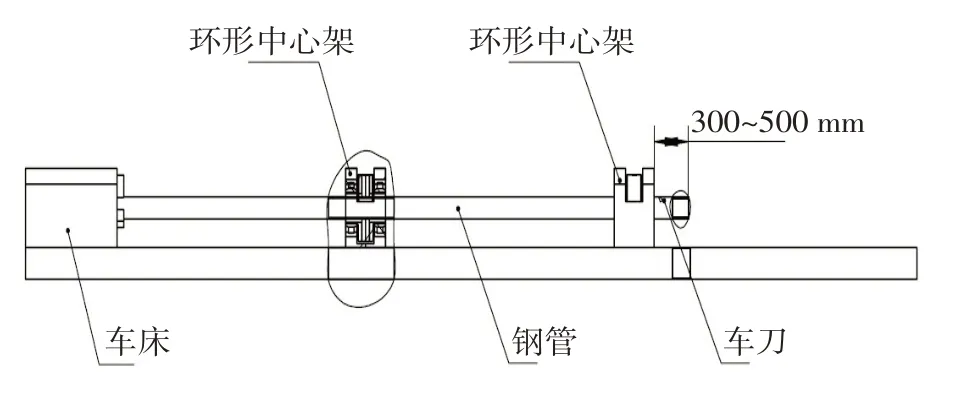
图5 装夹加工示意图
2)装夹定心找正后,开始钢悬链立管内孔加工。采用先粗加工,后精加工原则。粗车时,采用普通尖角硬质合金刀具加工[8-10],以0.45~0.55 mm/r进给量进刀,车床转速控制在50~80 r/min;精车时,使用半径为5 mm 半圆形刀具以0.35~0.45 mm/r 进给量进刀,车床转速为30~50 r/min,用较慢的转速保证过渡圆弧以及加工面光洁度。
综上所述,加工出满足合同要求的钢悬链立管管端,主要采取了以下3项措施:①来料尺寸精度控制;②采用两个环形中心架夹持钢悬链立管,一个环形中心架夹持在管端300~500 mm 位置,夹持部位距离管端越短,加工质量愈佳;③在车削加工时,采用较慢的转速以及较小的进刀量。
4 加工效果
加工完成后对逐支钢管两端的内孔尺寸进行测量,每端同一截面等间距测量8个位置壁厚、等间距测量4 个位置,其余指标按照技术要求测量。抽取前后各5支合计10支钢管两端数据,见表1,其中字母“A”和“B”分别代表钢管不同端头。
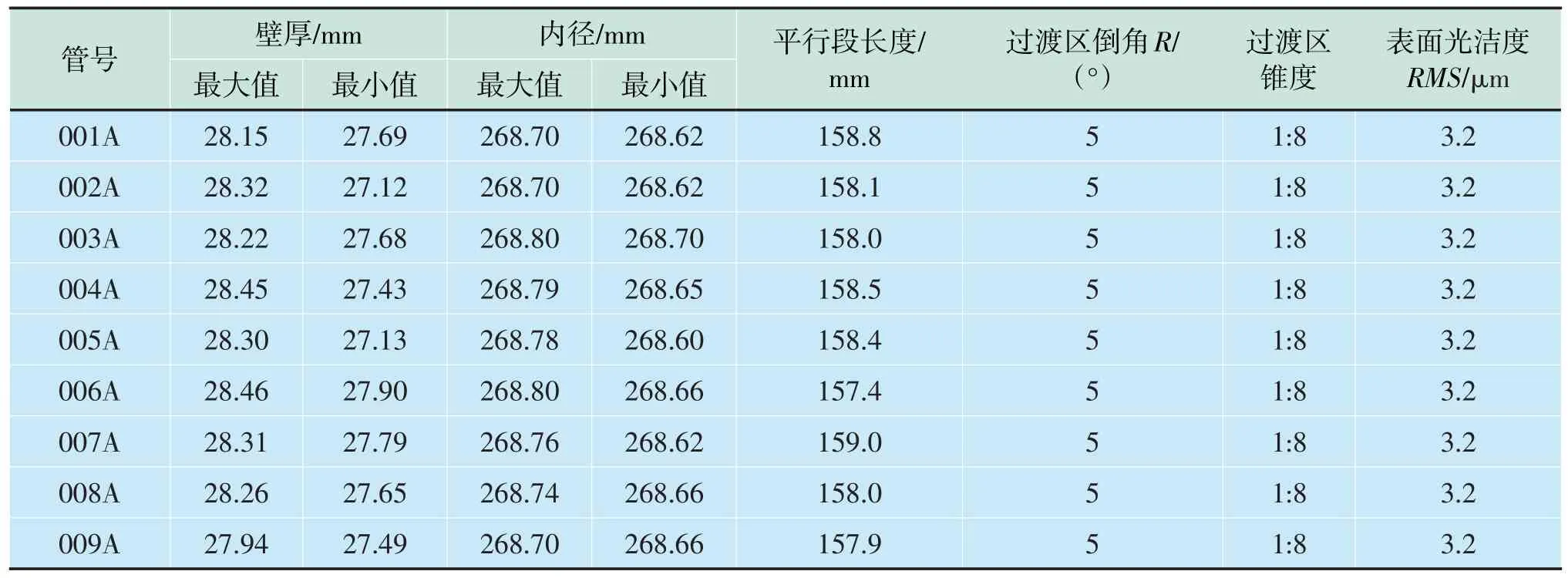
表1 Φ323.9 mm×27 mm钢管管端加工数据

续表1
通过对来料尺寸精度控制,基本杜绝了钢悬链立管内孔加工不完整问题。针对传统卧式车床加工钢悬链立管管端出现的波浪形,通过在车床上增加两组环形中心架,多个部位夹持钢管,并减慢机加工转速和减小进刀量,减缓了钢管旋转带来的甩动和振动,有效解决了钢管波浪形和车刀印问题。车削后管端几何尺寸优良,满足技术协议和合同要求。
上述加工完成的钢悬链立管技术,成功应用于南海陵水17-2 油气田,在平均水深1 500 m 的深海稳定了采油采气。钢悬链立管的国产化,在相关领域实现了从零到一的突破,对于深海油气开采有重大意义。