富含益生菌杂豆粉工艺条件优化及货架期预测
2021-10-29黄琬茹魏依华
陶 立,黄琬茹,于 雷,2, ,魏依华,张 欣
(1.吉林农业大学食品科学与工程学院,吉林长春 130118;2.吉林农业大学小麦和玉米深加工国家工程实验室,吉林长春 130118)
豆类因其营养丰富,具有高蛋白和低脂肪等优势而成为均衡饮食的重要组成部分[1]。其中,绿豆含有酚类化合物、超氧化物歧化酶、植物甾醇等多种活性物质[2],具有降血糖[3]、降血脂[4]、降血压[5]、抗炎[6]、抗癌[7]、抗氧化[8]和免疫调节[9]等功能。肠道菌群是影响局部和全身免疫反应的关键因素之一[10]。乳酸菌被认为是正常肠道菌群的重要组成部分,可促进多种功能,包括肠道菌群完整性,免疫调节和病原体抗性。在乳酸菌中,乳杆菌属的选定菌株广泛用作益生菌,主要用于乳制品和膳食补充剂中[11−12]。它们具有促进健康的作用,例如抗氧化,免疫调节和维持肠道健康[13−14]。益生菌发酵可以赋予食品独特的风味,提高营养价值并增加新的功能特性。
有关豆类和益生菌结合物的研究引起了越来越多的兴趣。通过研究植物乳杆菌B1-6的发酵,优化了它的发酵过程和对绿豆的蛋白水解作用[15]。另外,枯草芽孢杆菌和保加利亚乳杆菌的发酵共培养物可生产出一种具有多种生物活性的新型红豆产品[16]。目前,对于开发以绿豆等杂豆为发酵基质,通过喷雾干燥等技术得到富含益生菌杂豆类冲调粉的研究报道较少。然而,益生食品中益生菌的长期生存和维持保质期是至关重要的,因为它可能在不到一个月的时间内就会失活,并且有被污染的机会[17]。一般认为,如果给予足够量的益生菌,可以为宿主带来健康益处。美国FDA 建议,益生菌食品中的最小益生菌活力应至少为106CFU/mL。因此,确保生产过程中以及产品货架期内益生菌的高存活率对于提高消费者对益生菌产品的信任是非常重要的[18]。一般认为,在热处理过程中微生物的灭活和某些化学物质的降解通常遵循一级反应动力学。Arrhenius 方程作为用于描述大多数化学反应的温度依赖性的主要数学模型[19],被证实可以对食品环境中微生物数量变化进行准确预测[20−21]。
本研究的目的是通过Plackett-Burman 设计和Box-Behnken 设计来优化富含益生菌绿豆粉的加工条件,选择影响益生菌活力的显著因素。并研究了优化条件对其他五种杂豆的适用性。最后,通过描述微生物失活率k 和Arrhenius 模型之间的拟合效应来确定富含益生菌杂豆粉的最佳储存条件,以探究杂豆粉的储存温度、储存时间和益生菌活性之间的关系。
1 材料与方法
1.1 材料与仪器
绿豆(Vigna radiata(L.)Wilczek)、红豆(Vigna umbellateL.)、鹰嘴豆(Cicer arietinumL.)、豇豆(Vigna unguiculataL.)、豌豆(Pisum sativumL.)、虎皮芸豆(Phaseolus vulgarisL.) 市售;发酵乳杆菌
从发酵的糯玉米中分离出发酵乳杆菌(Lactobacillus fermentumFL-0616),并保存在吉林农业大学小麦和玉米深加工国家工程实验室,通过16S rRNA 基因序列分析鉴定了该菌株;纤维素酶(35767 U/g)和α-淀粉酶(18291 U/g) 河南万邦实业有限公司提供;海藻糖 日本株式会社林源提供。
Y-PL300 型实验型喷雾干燥机 上海宇砚机械设备有限公司;EM-L530TB 型微波炉 合肥荣事达三洋电器股份有限公司;AH-BASICI 型纳米高压均质机 ATS 工程公司。
1.2 实验方法
1.2.1 富含益生菌绿豆粉的制作工艺 根据文献的方法进行修改[22]。绿豆与水(1:2,w:w)混合,在一定的温度下恒温浸泡。沥干水分后在一定的微波功率条件下处理一段时间。将处理好的原料与水的混合物磨成浆液,再使用纳米高压均质机在一定的压力条件下均质。添加发酵乳杆菌恒温(37 ℃)发酵6 h 后,添加海藻糖作为保护剂。最后,在一定的条件下进行喷雾干燥,得到的绿豆粉置于无菌袋中,立即测试。
1.2.2 影响绿豆粉中益生菌活性的主要因素的选择 Plackett-Bunnan 设计(PBD)假设要评估的因素之间没有相互作用[23],因此,线性方法被认为足以筛选:
式中:Z 是绿豆粉中发酵乳杆菌活力的估计函数,被评估的k 个因子中的每一个因子的βi是回归系数。
选择的设计方案有8 个因子,实验次数为N=12。其中,X1、X2、X3、X4、X5、X6、X7、X8分别代表浸泡时间、浸泡温度、微波功率、微波时间、均质压力、均质时间、进口温度和转速。同时,设三列虚拟变量Q1、Q2、Q3,以考察试验误差。Plackett-Burman 试验的因素和水平见表1。

表1 Plackett–Burman 试验因素水平表Table 1 Factors and levels table of Plackett–Burman experiment
1.2.3 富含益生菌绿豆粉的工艺优化 结合Plackett-Bunnan 试验结果,根据Box-Behnken 中心组合试验设计的原理,采用响应面法对富含益生菌绿豆粉工艺条件的三个主要影响因素浸泡温度、均质压力和进口温度进行优化。根据Plackett-Bunnan 设计原理,充分考虑Plackett-Bunnan 试验方差分析结果,三个因素的高低水平可以对试验结果产生显著影响(P<0.05),另外考虑到实际操作可行性和营养保持等因素,试验影响因素和水平见表2。

表2 响应面试验因素水平表Table 2 Factors and levels table of response surface experiment
为了测试绿豆粉中益生菌活力预测的可靠性。通过模型期望函数获得的最佳工艺参数,进行新的生产。比较试验值和预测值,以确定模型的有效性。然后以该工艺参数为基础,对红豆、鹰嘴豆、豇豆、豌豆和虎皮芸豆等5 种杂豆进行了验证,对比各种杂豆粉中发酵乳杆菌活力。
1.2.4 Arrhenius 模型 对富含益生菌杂豆粉货架期的预测Arrhenius 模型利用活化能的概念,主要侧重于低温贮存、加热等过程中食品的化学反应速率对货架期的影响,此模型预测精度高,有时也用于以感官品质或微生物改变为指标的货架期预测。它主要通过以下方程来实现货架期的预测[24]:
一级反应动力学方程:

式中:t 表示取样时间(h);N0表示豆粉初始活菌数(CFU/g);Nt表示t 时刻的活菌数(CFU/g);k、k0为速率常数;Ea 表示活化能(J/mol);R 表示理想气体常数(J/mol·K);T 表示绝对温度(K)。
取3 份同样质量的杂豆粉放入相同的容器中,置于30、40、60 ℃水浴中做加速试验,每2 h 采样,平板计数,计算其每克杂豆粉中的发酵乳杆菌活菌数,最后,绘制发酵乳杆菌的失活动力学图和Arrhenius 图,通过方程推算在保证适量活菌数的前提下富含益生菌杂豆粉的产品货架期。
1.2.5 杂豆粉的理化性质 根据先前报道的方法略有修改[25−26]。向250 mL 烧杯中加入50 mL 蒸馏水(40 ℃),并称取1 g 豆粉平铺于水面上。从杂豆粉放入烧杯中开始计时,记录完全润湿的时间,称为润湿时间。另取一只烧杯向其中加入50 mL 蒸馏水,并称取1 g 杂豆粉平铺于水面上。用磁力搅拌器以转速600 r/min 搅拌,杂豆粉完全分散于蒸馏水中的时间,称为分散时间。另外,将适量的杂豆粉置于称量纸中再完全转入10 mL 量筒中,称量10 mL 杂豆粉的重量,从而得到该杂豆粉的堆积密度(g/mL)。用失重法测量水分,称取干净的杂豆粉放入恒重皿,并在105 ℃的烤箱中烘烤至恒重,计算水分含量的百分比。
1.3 数据处理
所有实验进行三次重复测定。Design Expert 8.0.6 被用于Plackett-Burman 设 计、Box-Behnken设计以及方差分析。Origin 8.1 软件被用作数据分析。SPSS 软件被用于数据单向ANOVA 分析。
2 结果与分析
2.1 选择影响绿豆粉中发酵乳杆菌活力的主要因素
Plackett-Burman 设计主要用于筛选加工工艺中涉及的主要变量,并可以选择最重要的变量为进一步优化奠定基础[27]。在这项工作中,以发酵乳杆菌的活菌数为响应值,得到Plackett-Burman 试验设计结果。对表3 中数据进行回归分析,得到各因素对绿豆粉品质影响的一次回归方程:Z=6.28−1.89X1+3.67X2−0.27X3+1.78X4+3.33X5+1.54X6−5.06X7−0.32X8。对方程进行了方差分析及显著性检验,结果见表4。回归方程的P为0.0151,表明回归方程关系显著。其中,X2(浸泡温度)、X5(均质压力)和X7(进口温度)三个因素对发酵乳杆菌活力影响显著(P<0.05),且影响程度大小为X7(进口温度)>X2(浸泡温度)>X5(均质压力),其他因素影响不显著(P>0.05)。该模型的决定系数R2为0.9822,调整后的确定系数为0.9348,这表明该模型具有良好的拟合效果。由于模型的P<0.05,模型具有显著性,因此可以筛选出影响显著的因素。预测的R2()为0.7154,可以用该模型对结果进行预测。在这种情况下,决定考虑优化浸泡温度、均质压力和进口温度这三个因素。

表3 Plackett–Burman 试验设计及结果Table 3 Design and results of Plackett–Burman experiment
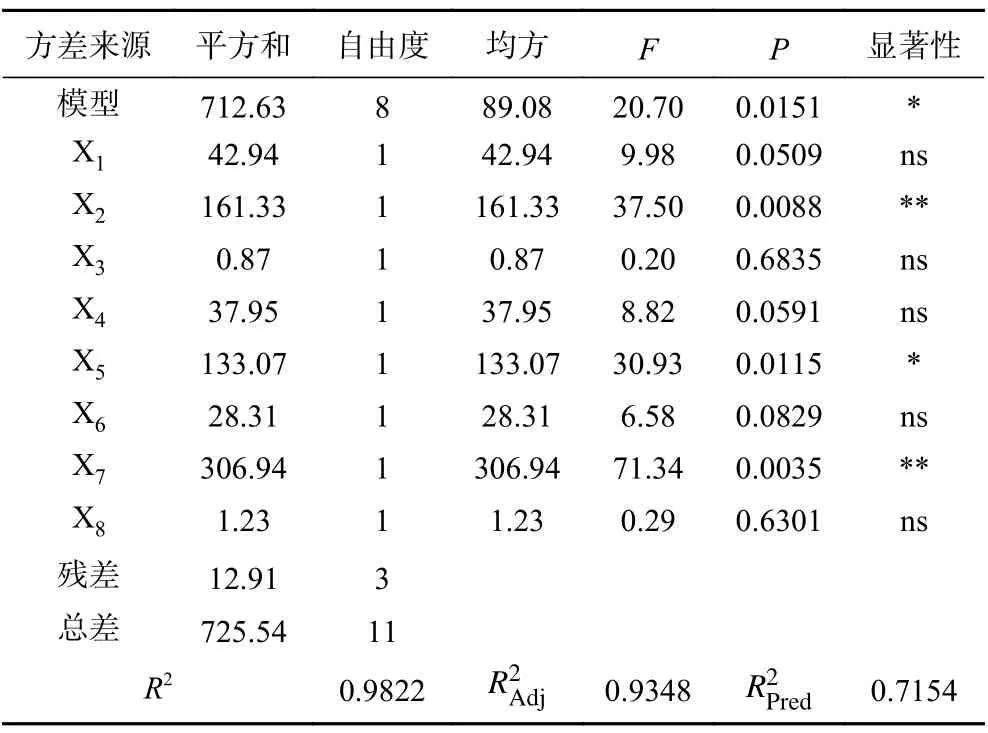
表4 Plackett–Burman 设计的方差分析Table 4 Variance analysis of Plackett–Burman design
2.2 BBD 试验及响应面分析
2.2.1 回归模型的建立 根据Box-Behnken 设计自变量水平及响应值,对表5 数据进行了回归拟合,得到3 个自变量(X2:浸泡温度,X5:均质压力和X7:进口温度)的二次多项式回归方程:Y=24−0.43X2+0.34X5−4.08X7−3X2X5−0.21X2X7−0.17X5X7−9.76。对试验模型进行方差分析,结果见表6。回归模型的一次项X7、二次项交互项X2X5为极显著(P<0.01)。该二次回归模型的P<0.0001,表示该回归方程关系极显著。失拟项P为0.1984>0.05,失拟项不显著,说明该方程拟合合理[28]。模型的决定系数R2为0.9944,调整确定系数为0.9871,因此该模型能解释98.71%的响应值变化。预测的R2()为0.9382,这意味着可以依靠模型进行预测。这说明该模型与实际的试验拟合程度较好,适合用该模型分析和预测富含益生菌绿豆粉的生产工艺。

表5 响应面试验设计及结果Table 5 Design and results of response surface experiment
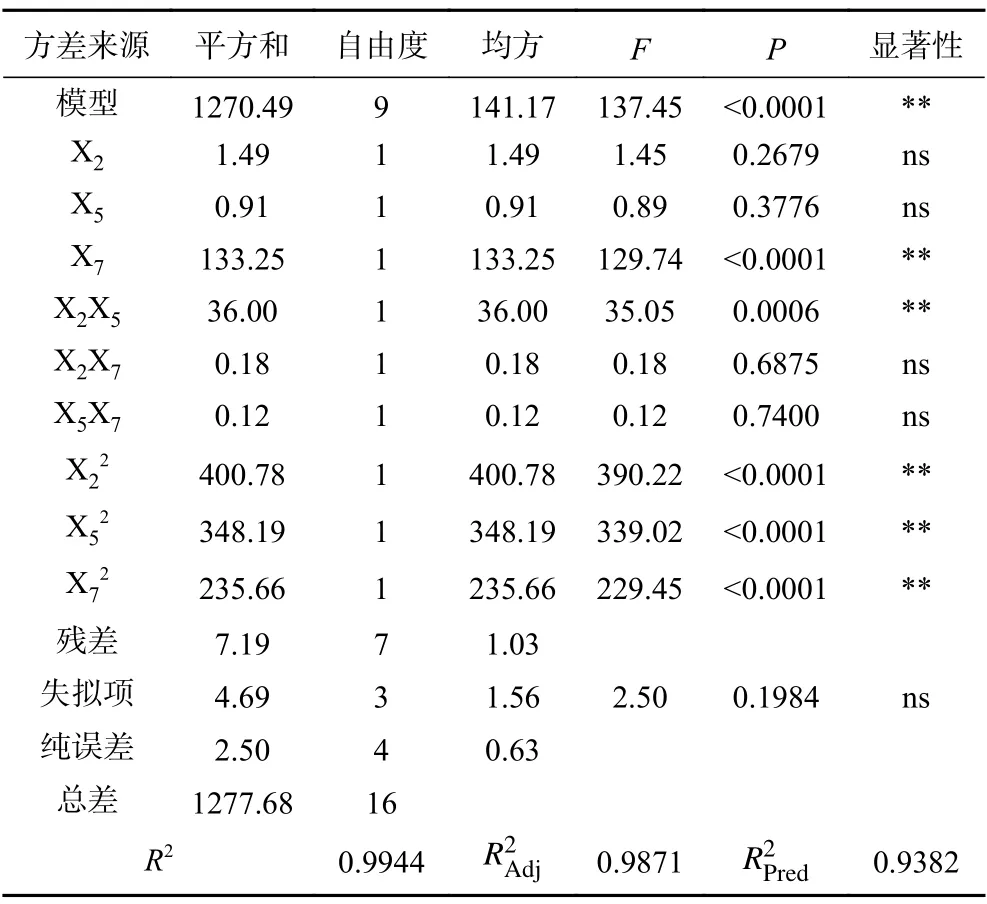
表6 Box-Behnken 设计的方差分析Table 6 Variance analysis of Box-Behnken design
2.2.2 响应面优化分析及验证结果 三维响应面图提供了一种可视化每个变量的响应值与实验水平之间的关系,以及每两个测试变量之间相互作用类型的方法。当响应面坡度越陡峭,意味着两因素的交互作用越显著。比较各因素交互作用响应面图时,发现X2X5交互作用的曲线最陡峭。说明浸泡温度和均质压力的交互作用对绿豆粉中发酵乳杆菌活力的影响最显著。X2X7和X5X7的交互作用曲线较为平缓。如图1B 所示,浸泡温度对发酵乳杆菌的活力表现出明显的影响。发酵乳杆菌的活力首先随着浸泡温度的增加而迅速增加,在达到峰值后下降。浸泡伴随着化学和物理变化,浸泡温度过高可能会导致某些养分的流失或蛋白质的热变性[29−30],这对发酵乳杆菌的生长具有负面影响。由图1C 可知,发酵乳杆菌的活力同样呈现先上升后下降的趋势。这种变化的原因是因为过高的进口温度对微生物的存活有害[31],因此发酵乳杆菌会发生部分死亡。

图1 浸泡温度、均质压力和进口温度的响应面图Fig.1 Response surface figures for soaking temperature,homogenization pressure and inlet temperature
通过软件预测得到的最佳生产工艺条件是浸泡温度(49.77 ℃),均质压力(200.49 Bar)和进口温度(114.55 ℃)。绿豆粉中发酵乳杆菌活力理论值为2.46×108CFU/g。根据上述最佳条件并考虑实际操作可行性,适当修改后做验证实验。实际最佳工艺条件为浸泡温度(50 ℃),均质压力(200 Bar)和进口温度(115 ℃)。最后,取3 次平行试验结果的平均值来验证模型的可靠性。结果发现绿豆粉中发酵乳杆菌活力为2.39×108CFU/g。试验值与预测值无显著性差异,说明该模型有效。因此,响应面法优化生产富含益生菌绿豆粉是可行的,所得最佳工艺条件具有实际应用价值。
豆类的营养成分相似,因此研究了优化得到的最佳工艺参数是否具有普遍适用性。对红豆、鹰嘴豆、豌豆、豇豆和虎皮芸豆分别进行了测试(图2)。结果发现,虎皮芸豆粉中发酵乳杆菌的活力最强。红豆粉和鹰嘴豆粉中的发酵乳杆菌活力最差。从整体来看,六种杂豆粉中的发酵乳杆菌活力均超过了107CFU/g(图2)。研究表明,当食品中益生菌含量超过106CFU/g,即可对人体健康产生积极作用[32],因此,优化得到的最佳工艺参数对这些杂豆具有普遍适用性。

图2 杂豆粉的验证结果Fig.2 Validation results of miscellaneous bean powder
2.3 富含益生菌杂豆粉货架期的预测
目前,Arrhenius 模型已广泛用于食品领域,Arrhenius 模型已用于研究温度对化合物降解以及微生物失活速率的影响[33]。为提高产品稳定性,研究了系列杂豆粉的失活机理,以判断富含益生菌的杂豆粉的产品质量。由图3 可知在30、40、60 ℃的恒温条件下,杂豆粉中的发酵乳杆菌的死亡变化。益生菌在储存过程中的生存能力与储存温度成反比[34]。对比各种杂豆粉的失活动力学图的拟合曲线方程的斜率可知,由于斜率均为负值,因此斜率绝对值越大,曲线越陡峭,而这代表着发酵乳杆菌的死亡速率越快。与相同条件下的其他杂豆相比,在30 ℃和60 ℃下,绿豆粉具有最大的斜率绝对值,分别为0.00607和0.48456(表7)。绿豆粉中益生菌死亡率较高可能与绿豆粉的水分含量(4.07%)最高有关。研究表明,较高的水分含量不利于益生菌产品的储存[31],益生菌的生存能力主要取决于储存过程中储存温度和湿度的变化[22]。另外,益生菌暴露于含氧环境也会给其生存带来压力,这可能会导致其生存能力在存储过程中大大下降[35]。在储存过程中,各种杂豆粉的失活率不同的原因可能是喷雾干燥过程中各种杂豆粉和发酵乳杆菌的结合不同。在储存的早期,喷雾干燥对细胞膜造成的损害将降低益生菌活力[35]。

表7 失活动力学图的相关方程和系数Table 7 Related equations and coefficients of inactivity diagrams

图3 不同富含益生菌杂豆粉中发酵乳杆菌的失活动力学图Fig.3 Inactivation mechanic diagrams of Lactobacillus fermentum in different probiotic-rich miscellaneous bean powders
根据6 种杂豆粉的失活动力学图(图3)绘制出绝对温度与杂豆粉中发酵乳杆菌的死亡速率的关系图(图4),由此可以推测在一定的贮藏时间范围内要使杂豆粉中发酵乳杆菌的活力维持在一定值以上所需要的贮藏温度。由于益生菌产品中的益生菌数量应该维持在106CFU/g 以上,以此推断出在1 年保质期范围内,绿豆粉、红豆粉、鹰嘴豆粉、豇豆粉、豌豆粉、虎皮芸豆粉的贮藏温度分别为11.17、10.61、12.23、10.61、18.72、13.94 ℃(表8)。综合考虑,为了维持一年货架期期间产品中发酵乳杆菌的活力,应保证系列杂豆粉产品在10 ℃以下保存。

表8 Arrhenius 图的相关方程和系数Table 8 Related equations and coefficients of Arrhenius diagrams

图4 不同富含益生菌杂豆粉的Arrhenius 图Fig.4 Arrhenius diagrams of different probiotic-rich miscellaneous bean powders
2.4 杂豆粉理化性质测定
Saha 等[36]研究表明,分散性是粉末产品最重要的特性之一。当每个颗粒溶解在水中而没有团聚时,粉末产品被认为是质量最好的。由图5(A)和图5(B)可知,鹰嘴豆粉表现出最好的润湿性和分散性。研究表明,添加鹰嘴豆粉可以加速水进入面食[37]。然而,红豆粉表现出最差的润湿性,可能的原因是红豆粉容易发生聚集。而分散性表现良好且与鹰嘴豆粉没有显著性差异的是豌豆粉。另外,豇豆粉表现出最差的分散性和较差的润湿性,这在冲调时也有发现,它较其他杂豆粉溶解效果更差。商业奶粉的润湿时间通常在24~120 s 之间,润湿性差会导致分散性差[26]。粉末中水分含量的降低会降低其内聚性,从而导致分散性提高[36]。粉末的内聚性可以定义为粉末形成团块或附聚物的能力。研究发现,喷雾干燥的番茄果肉粉在较低的水分含量下具有较高的分散性[38]。升高进口温度并以雾化形式会形成非常细的颗粒,易于团聚,从而降低粉末的分散性[36]。
六种杂豆粉的堆积密度之间均具有显著性差异,它们的堆积密度大小关系为绿豆粉>豌豆粉>虎皮芸豆粉>鹰嘴豆粉>豇豆粉>红豆粉。堆积密度是决定产品运输过程中使用的包装材料的尺寸和类型的最重要参数之一[36],绿豆粉的堆积密度最佳(0.556±0.055)g/mL。而红豆粉的堆积密度最差(0.410±0.005 )g/mL。堆积密度与水分含量之间的关系呈正相关。这是因为较高的水分含量会增加粉末的内聚力,导致堆积密度增加[22]。大多数杂豆粉的水分含量低于绿豆粉,这有利于产品的贮藏(图5(D))。

图5 杂豆粉的润湿性(A)、分散性(B)、堆积密度(C)和水分含量(D)的测定结果Fig.5 Results of wettability (A),dispersibility (B),bulk density (C),and moisture content (D) of miscellaneous bean powder
3 结论
通过Plackett-Burman 试验筛选出影响绿豆粉发酵乳杆菌活力的3 个主要因素:浸泡温度、均质压力和进口温度。根据BBD 分析所得的最佳工艺参数条件为:浸泡温度(50 ℃),均质压力(200 Bar)和进口温度(115 ℃)。其中试验值与理论值无显著性差异,表明用响应面法优化富含益生菌绿豆粉的工艺是合理可行的,且对绿豆、红豆、鹰嘴豆、豇豆、豌豆和虎皮芸豆具有普遍适用性。Arrhenius 模型预测得知该系列杂豆粉贮藏1 年的贮藏温度应低于10 ℃。将来,将研究真空或充氮包装,以延长室温下的货架寿命。理化性质研究发现鹰嘴豆粉表现出最好的润湿性和分散性,绿豆粉的堆积密度最佳。综上所述可知,优化的工艺条件可以有效制备系列富含益生菌杂豆粉,为进一步产品的开发提供了技术支撑。
