超声加工的技术发展与行业应用
2021-08-26张德远黄志勇张翔宇
张德远,黄志勇,张翔宇
(北京航空航天大学机械工程及自动化学院,仿生与微纳系统研究所,北京生物医学工程高精尖创新中心,北京 100191)
超声振动加工是在普通加工的刀具或工件上施加超声频微米级振动而发展出来的一种高性能断续切削方法,其材料去除机理不同于连续切削的普通加工。至今,超声加工方法已发展出多种加工模式,按照振动轨迹可分为一维超声加工、二维超声加工、三维超声加工三类。其中,一维超声加工存在三种模式,即切削速度方向振动、进给方向振动、切削深度方向振动,刀具相对于工件的理论轨迹为正弦曲线;二维超声加工为椭圆超声振动加工,刀具相对于工件的理论轨迹为平面椭圆曲线;三维超声加工的刀具轨迹为空间椭圆曲线。按照是否存在临界切削速度,超声加工又可分为高速超声加工和传统低速超声加工。高速超声加工突破了临界切削速度限制,由于超声加工带来的良好切削效果,高速超声加工切削难加工材料时的切削速度甚至数倍高于普通加工。
超声加工利用超声波的机械效应、空化效应、热效应实现加工目的,相比于普通加工方法具有降低切削热、降低切削力、提高刀具寿命、抑制颤振、抑制粘结、减少毛刺和提高加工质量等优势。超声波结合车削、铣削、钻削、磨削、铰削、锯削、抛光、研磨、珩磨、电解、焊接、增材制造、挤压、滚压等发展了一系列的超声加工方法,已广泛应用于机械制造、生医制造、微纳制造等行业。
1 超声加工应用行业
1.1 机械制造行业
1.1.1 航空制造业难加工材料
难加工合金的超声加工方法主要有超声振动车削、铣削和钻削。一维传统超声振动切削和二维椭圆超声振动切削所具有的临界切削速度,将超声加工的良好效果限制在较低的切削速度下,无法进行高速加工。针对这一难题,北京航空航天大学的张德远团队[1]首先提出了高速超声振动切削(highspeed ultrasonic vibration cutting,HUVC)方法,以3~6倍于常规车削(conventional cutting,CC)的切削速度实现了钛合金和镍基高温合金等[2]难加工材料的高速超声振动加工,并从加工表面形貌建模分析[3]、分离效果[4]、瞬态切削力解析模型[5]、降低切削力和切削热的机理以及仿生原型[6]等方面进一步发展了HUVC方法,从表面质量和残余应力[7]、刀具性能[8]和高压冷却[9]等方面研究了Ti-6A1-4V合金的高速超声振动车削。张翔宇等[10-11]针对HUVC过程分别研制了刀具-工件热电偶测温系统和超声频率脉冲切削力测量系统。香港理工大学的Sandy等[12]研究了Ti-6A1-4V合金超声振动超精密车削。北京信息科技大学的张勤俭等[13]对超声振动车削Inconel 718的表面粗糙度、表面形貌和切屑形状进行了理论和实验研究。
在钛合金精铣中,通常采用的切削速度约为80 m/min,这极大地限制了加工效率。刘佳佳等[14-15]提出了高速旋转超声椭圆铣削 (high-speed rotary ultrasonic elliptical vibration-assisted machining,HRUEM)方法(图1),数倍地提高了铣削速度和刀具寿命。韩雄等[16]研究了HRUEM的分离特性对切削力、切屑和表面形貌的影响。张明亮等[17-19]研究了HRUEM加工Ti-6Al-4V的表面质量,在将高压冷却方法引入HRUEM后显著降低了切削温度,成倍提高了材料去除量和刀具寿命。东北大学的朱立达等[20-22]研究超声振动辅助铣削Ti-6Al-4V的刀具-工件接触比模型、最小量润滑、刀具磨损机理,其结果表明:超声振动辅助铣削在降低切削力、提高加工表面质量、抑制毛刺和优化切屑形成等方面具有明显的技术优势。
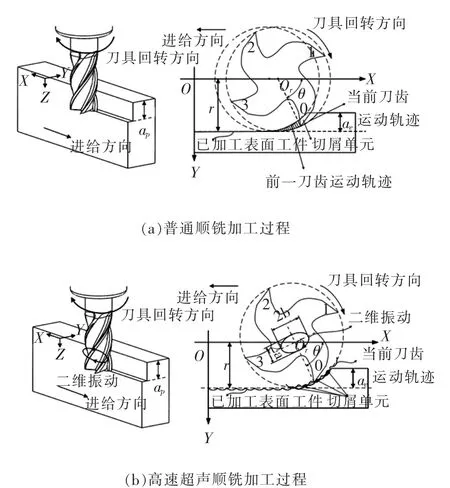
图1 高速超声铣削方法原理图
对于难加工合金的超声振动钻削(rotary ultrasonic-assisted drilling,RUAD),李哲等[23-24]研究了RUAD加工钛合金出口毛刺形成机理,在RUAD中获得了优异的切屑破碎性和切屑排出的去除效果、钻孔时的优异表面完整性、增强的刀具切削能力和延长的刀具寿命。李哲等[25]首次提出超声振动锪孔技术,并首次对Ti6Al4V超声振动锪孔的表面质量和刀具寿命进行了研究,其结果表明:与普通锪孔相比,超声振动锪孔的切削力最大值径向力、切向力、轴向力分别降低了56.5%、35.2%、20.6%,此外,扭矩最大值降低了12.8%、锪孔表面粗糙度降低了41.2%~42.3%、锪孔钻头的刀具寿命提高了3倍,从而有效地抑制了锪孔加工的切削颤振,获得了良好的锪孔表面完整性。邹平等[26]进行Inconel 718超声振动钻削断屑机理研究。
近年来,张德远团队在碳纤维增强复合材料(carbon fiber reinforced plastics,CFRP)和CFRP/Ti叠层超声振动套孔、铰孔、铣磨、钻孔及锪孔方面进行了系统研究。李哲等[27-28]进行了CFRP超声振动套磨钻孔(ultrasonic vibration core drilling,UVCD)高效排屑机理研究和无冷却条件下切屑和料芯的去除分析。 耿大喜等[29-30]研究了UVCD加工CFRP中切削温度及其对加工性能的影响和分层的形成与抑制(图2)。耿大喜等[31-32]还进行了CFRP小孔旋转超声振动铣磨的钻孔载荷与孔质量的实验研究(图3),并将旋转超声振动铰孔作为CFRP/Ti叠层孔精加工的一种新方法进行了相关研究[33-34]。邵振宇等[35-36]进行了CFRP旋转超声振动钻孔的研究,首次在干钻条件下将旋转超声振动钻孔应用于CFRP/Ti叠层的单次钻孔。上海交通大学的陈明等[37-38]进行了超声振动铣削和超声振动磨削Cf/SiC复合材料加工表面质量的研究。
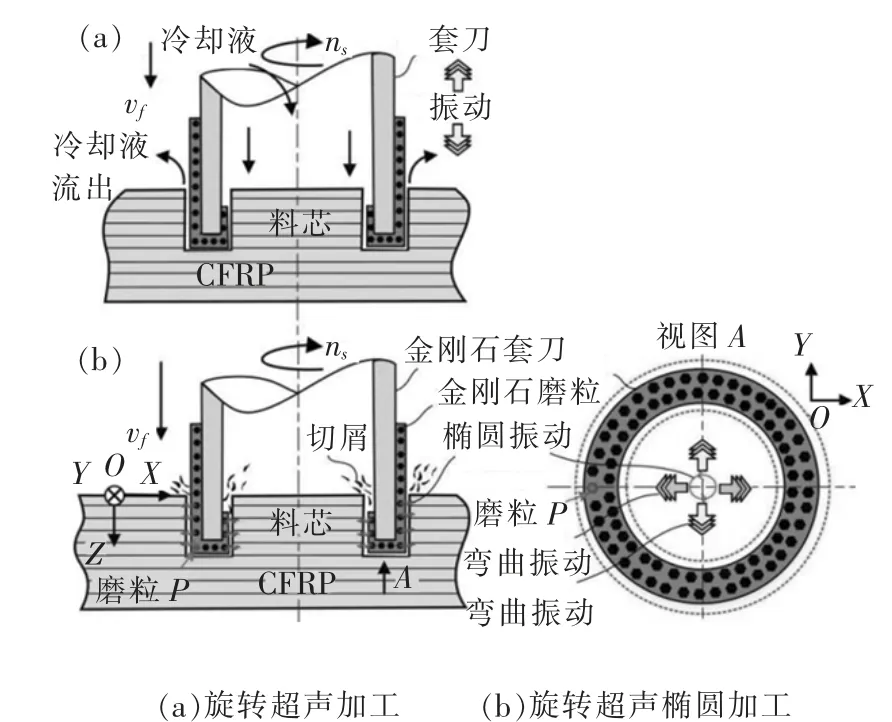
图2 套孔原理图[30]
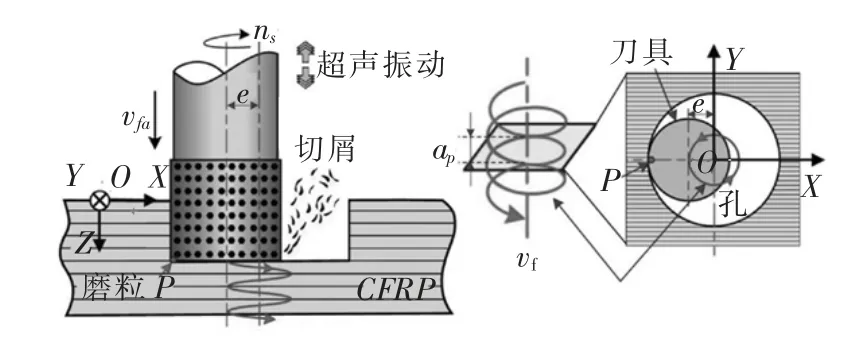
图3 超声铣磨原理图[31]
1.1.2 3C行业硬脆材料
以光学晶体、特种陶瓷为代表的硬脆材料,具有密度低、硬度高、比模量大、耐磨损、耐高温、耐腐蚀、化学稳定性高等优异的电、化学、物理性能,在电子、光学等产业得到广泛应用,由于这些材料脆性大、硬度高,加工过程中极易产生崩边、裂纹和损伤,难以得到理想的加工表面,刀具磨损严重,加工效率低。超声振动加工硬脆材料,可以降低切削力,提高材料去除效率、表面完整性和加工精度。
大连理工大学的康仁科等进行了超声辅助单晶粒磨削RB-SiC的研究[39],从能量角度分析了超声辅助划痕RB-SiC中材料去除行为[40],在超声辅助磨削RB-SiC损伤形成与材料去除的实验中发现材料的去除主要是由大SiC颗粒和硅基体与小SiC颗粒的混合区产生的裂纹交汇而成[41]。朱立达[42]等在超声振动辅助磨削ZrO2陶瓷的磨削力建模与实验研究中发现,超声振动磨削的磨削力与普通磨削的磨削力相比显著降低。清华大学的冯平法等[43]研究了旋转超声钻削脆性材料的临界切削力,以表征超声机床的最大加工能力,并建立了光学K9玻璃旋转超声铣削亚表面损伤预测模型[44]。北京理工大学的梁志强等[45]研究了椭圆超声振动微切削M平面蓝宝石表层缺陷的影响,发现超声辅助切割槽的亚表面质量优于常规切割槽。华侨大学的沈剑云等[46]进行了超声辅助锯切单晶硅的研究,超声辅助锯切的切削力比常规锯切工艺小得多,可减小崩边尺寸并提高加工表面的质量(图4)。东北大学的于天彪等[47]从表面质量和材料去除率方面研究超声振动对单晶硅抛光的影响,超声振动能有效提高材料去除率,快速获得较好的表面质量(图5)。
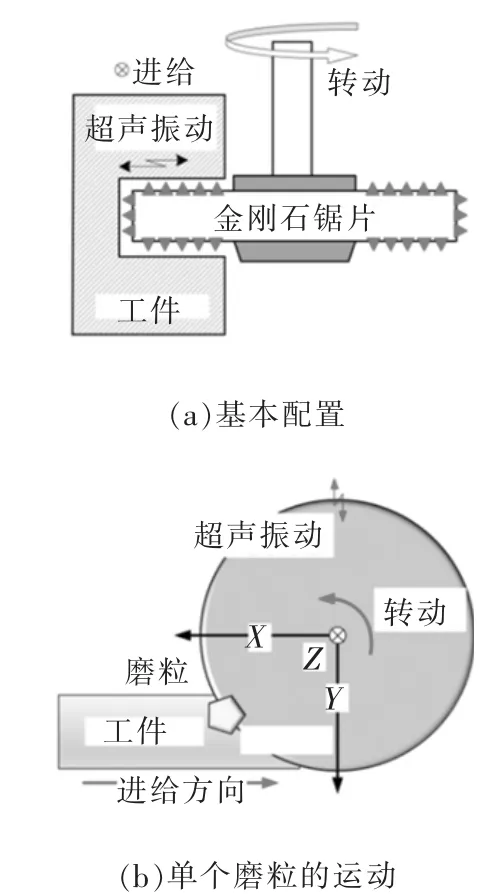
图4 超声辅助锯切原理图[46]
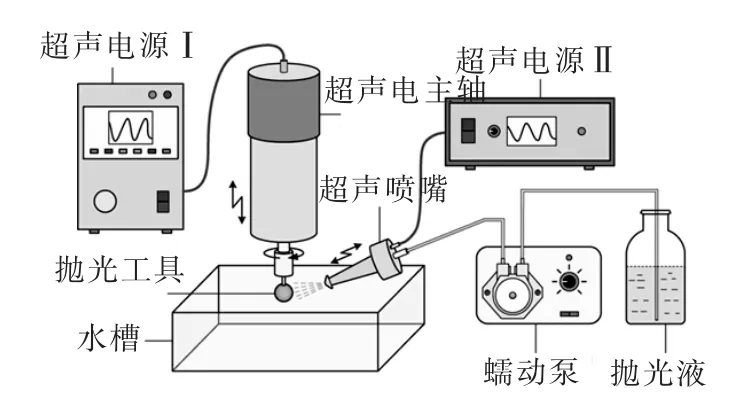
图5 超声辅助抛光原理图[47]
河南理工大学的赵波等[48]提出了一种适用于工程陶瓷圆柱形零件的超声辅助固定磨粒研磨新技术(图6),发现超声振动叠加会使磨粒运动速度的值和方向发生变化,从而导致切削角度的变化,进而影响研磨性能,其实验结果表明:超声辅助振动有助于提高材料去除率、平滑切向力波形、降低平均切向力、提高表面质量。中北大学的祝锡晶等[49]研究了超声对磨削液空化 气泡产生和控制的影响,为空化气泡控制提供了一种理论预测方法(图7)。赵波等[50]进行了纳米复合陶瓷在超声辅助电解加工中的材料去除率的研究,发现与电解修整磨削相比,超声辅助电解修整磨削可提高韧性加工效果,适用于纳米复合材料的镜面加工。
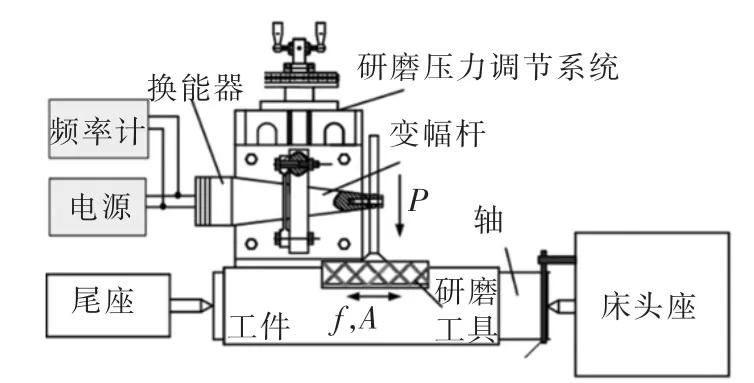
图6 超声辅助研磨实验装置[48]
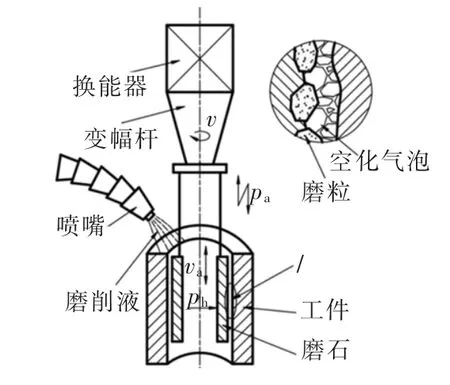
图7 超声振动珩磨工作原理图[49]
超声波除了与车、铣、钻、磨等最常见的机械加工方法结合外,也结合了其他能场而形成了多样化的加工方法。超声焊接利用超声频振动波传递到两个需焊接的物体表面,在加压情况下使两个物体表面相互摩擦而形成分子层之间的熔合。超声波增材制造是一种新型的固态自由成形制造工艺,利用超声在金属层之间振动摩擦产生的热量实现同种或异种金属材料间物理连接,产生三维结构。为解决零件制备中仍然存在非均质微结构、内部空洞和大孔隙等问题,基于超声振动在材料熔化和凝固过程中的作用,超声辅助激光增材制造得到了发展。超声振动滚压、挤压强化在普通滚压、挤压强化基础上,附加超声振动,使工件表面发生冷作硬化,降低零件表面粗糙度,消除表面微观缺陷,提高零件表面硬度,使零件表面产生残余压应力,提高零件的使用寿命。李勋等[51]首次提出了切挤一体的超声喷丸切削方法(图8),将超声振动切削应用于抗疲劳制造领域,超声喷丸切削Ti-6Al-4V试件的平均疲劳寿命是常规切削试件的10.4倍。
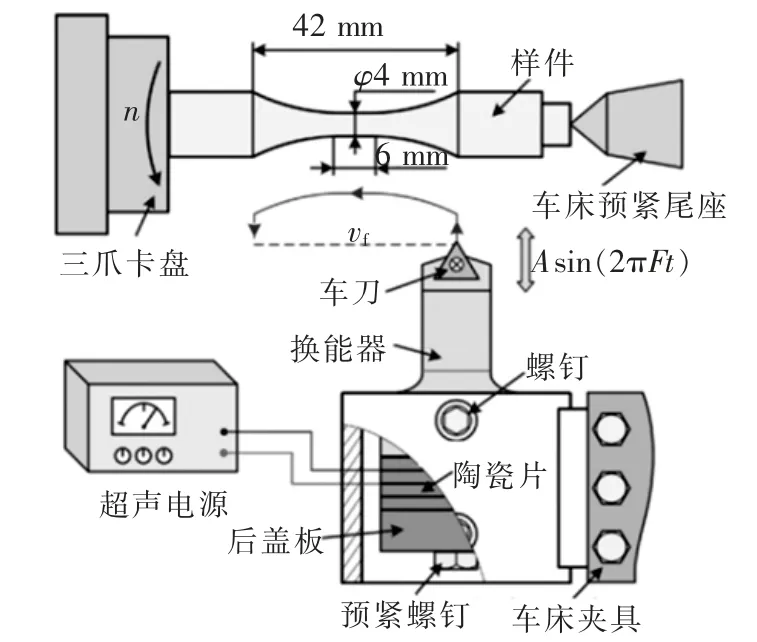
图8 切挤一体实验装置示意图[51]
1.2 生物医学制造行业
超声在生物医学制造行业得到了广泛的应用,除了超声手术刀外,还包括生物医学材料的超声磨削加工、超声铣削加工、超声表面光整加工等,比如对口腔医学领域中植入材料的加工[52](图9)。本文主要介绍超声手术刀在超声外科手术中的应用。超声手术刀包括软组织超声切割止血刀、超声骨切割手术刀/钻、高强度聚焦超声刀、白内障超声乳化刀、超声吸引器等。

图9 超声骨刀不同工作头
1.2.1 超声切割软组织
软组织超声切割对象主要有肌肉、脂肪、内脏等。超声切割系统包括超声波系统和高频电外科系统[53](图10)。超声波振动系统在切割速度方向上向电极提供超声波振动,而高频电外科系统向电极输入高频电流。软组织超声切割止血刀是利用超声频振动的刀头使与其接触的组织细胞内的水分汽化、蛋白质的氢链断裂;细胞崩解后重新融合,组织被凝固后切开,刀头通过振动破坏与其接触的胶原蛋白结构,使蛋白凝固,进而封闭血管止血,有减少缝合次数、缩短手术时间、降低术后风险的优点。
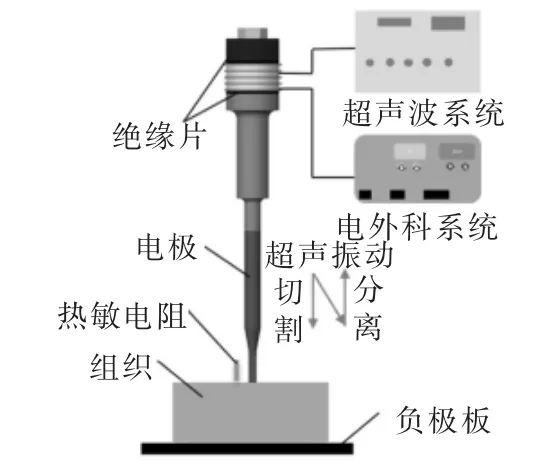
图10 超声切割系统示意图[53]
为解决目前超声手术刀所存在的组织粘连和热损伤带来的术后愈合引发手术事故的问题,姚光等[53-55]提出了一种新型超声手术刀切割系统,以最大限度地减少热损伤和组织粘连(图11),从而提高切割性能,其研究中提出超声振动带来的机械作用使组织加速去除,试验证实超声振动高频电刀的组织粘附量减少约80%,无黑色的焦痂组织,切口齐整,热损伤面积减小约50%。此外,为提高超声手术刀的灵活性,突破其在体内外科手术中的应用限制,设计带有弯曲刀杆的超声刀,姚光等[56]还研究了新的仿生激振方式,揭示了切叶蚁产生振动的机理,可为仿生振动发生器的发展提供理论指导。

图11 电极表面粘附组织[54]
广东工业大学的王成勇等[57]综述了手术刀片在切割软生物组织方面的国内外研究进展。天津大学的史超阳[58]等提出了一种纵扭振动模式的超声刀以提高止血能力。工作模式的改变扩大了远端刀片的垂直运动分量,以有效地将能量辐射到解剖的组织中,使得血管可以接收足够的能量以被密封。为了解决目前刚性长直杆超声手术刀具有限的自由度的问题,天津大学王树新等[59]提出了一种最小化压电换能器的新颖设计,该设计可以集成在多自由度机器人的远端。
1.2.2 超声骨切削
组织的超声振动辅助切削技术,除过软组织超声切割外,还有硬组织超声切削,切削对象主要是各个部位的骨组织。类似于机械加工,外科手术对骨组织的切削方法主要有铣、切、钻和磨等。超声骨刀和超声骨钻是实际应用最多的超声骨切削方法。传统骨科手术工具难以满足精准切割的要求,在临床使用中极易对骨组织造成热损伤和力损伤,造成二次伤害。超声骨刀具有操作简单、切削精度高、对骨周边的组织损伤小、能够有效止血、软硬组织选择性切削等特性。切削过程利用了超声波的空化效应、机械效应、止血效应和热效应,骨组织切割主要是靠空化效应和机械效应。超声切骨仍存在刀具寿命短、切削机理不完善等问题。山东大学的刘子豪等[60]进行了超声骨刀的设计与仿真研究。广东工业大学的王成勇等[61]对压电外科与传统工具进行骨科手术进行了比较回顾。
超声骨钻可改善普通骨钻带来的骨组织损伤、孔的形位偏差大(孔直径偏大、孔不圆、孔位的偏离)、排屑困难、表面质量差、过大的力和扭矩导致的钻头折断等问题,在外科骨切削手术中得到积极关注和应用。山东理工大学[62]提出一种新的超声振动辅助钻孔方法,显著提高钻孔精度,可减少骨和周围软组织的损伤(图12)。天津理工大学的李向军等[63]采用超声振动辅助三尖钻对皮质骨钻孔,与医用麻花钻钻孔相比,其推力、钻孔温度和表面粗糙度值大幅度降低,钻孔直径精度大幅度提高。
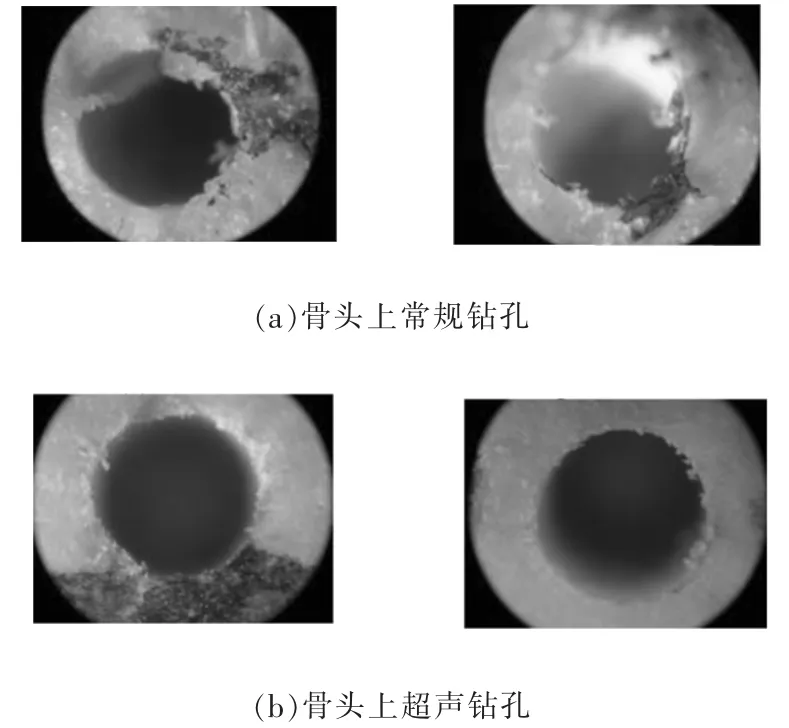
图12 电极表面粘附组织[62]
1.2.3 其他超声刀
高强度聚焦超声刀利用聚焦在生物组织内的高强度超声产生的热效应杀死聚焦处组织的肿瘤细胞,而聚焦区域以外的组织无显著损伤,凝固坏死的组织可逐渐被吸收或瘢痕化。这种肿瘤的局部治疗新技术主要适用于组织器官的良性与恶性实体肿瘤治疗。超吸刀的刀头为圆管,在手术时通过圆管向切口喷注液体,利用刀头振动剥落并乳化组织微粒,再经负压吸除而切除病变的组织。白内障超声乳化刀是超吸刀的典型应用。美国在1967年首次将超吸刀运用于摘除白内障手术。白内障超声乳化刀通过微切口深入眼睛内,利用超声波对组织的碎裂效应和空化效应,将白内障乳化后吸出,该方法比传统方法的手术时间短、出血少、切口小、手术控制更好、并发症减少、安全性提高、术后恢复快。
1.3 微纳制造行业
1.3.1 微结构的制造
北京航空航天大学蒋永刚等[64]采用超声振动研磨法制造了压力传感器用碳化硅薄膜,与常规研磨相比,超声振动研磨的轴向磨削力降低了60%~70%,轴向研磨力更稳定、表面粗糙度值更低,可获得具有令人满意的表面质量的极薄的碳化硅传感器膜片。因具有灵活性、经济性、高效率和高精度,超声振动加工在自洁面、衍射光栅、减摩擦面等方面具有广泛的应用前景。对于微结构功能表面,表面织构的产生可被认为是具有特定形状的刀具与工件相互作用的结果。山东大学的张建华等[65]提出了一种一维超声振动车削表面纹理化方法,使用了不同后角和刀尖圆弧半径的聚晶金刚石刀具,研究了刀具几何形状对微观形貌的影响(图13)。朱立达等[66]研究了超声振动铣削Ti-6Al-4V时微织构表面产生机理和摩擦学性能。
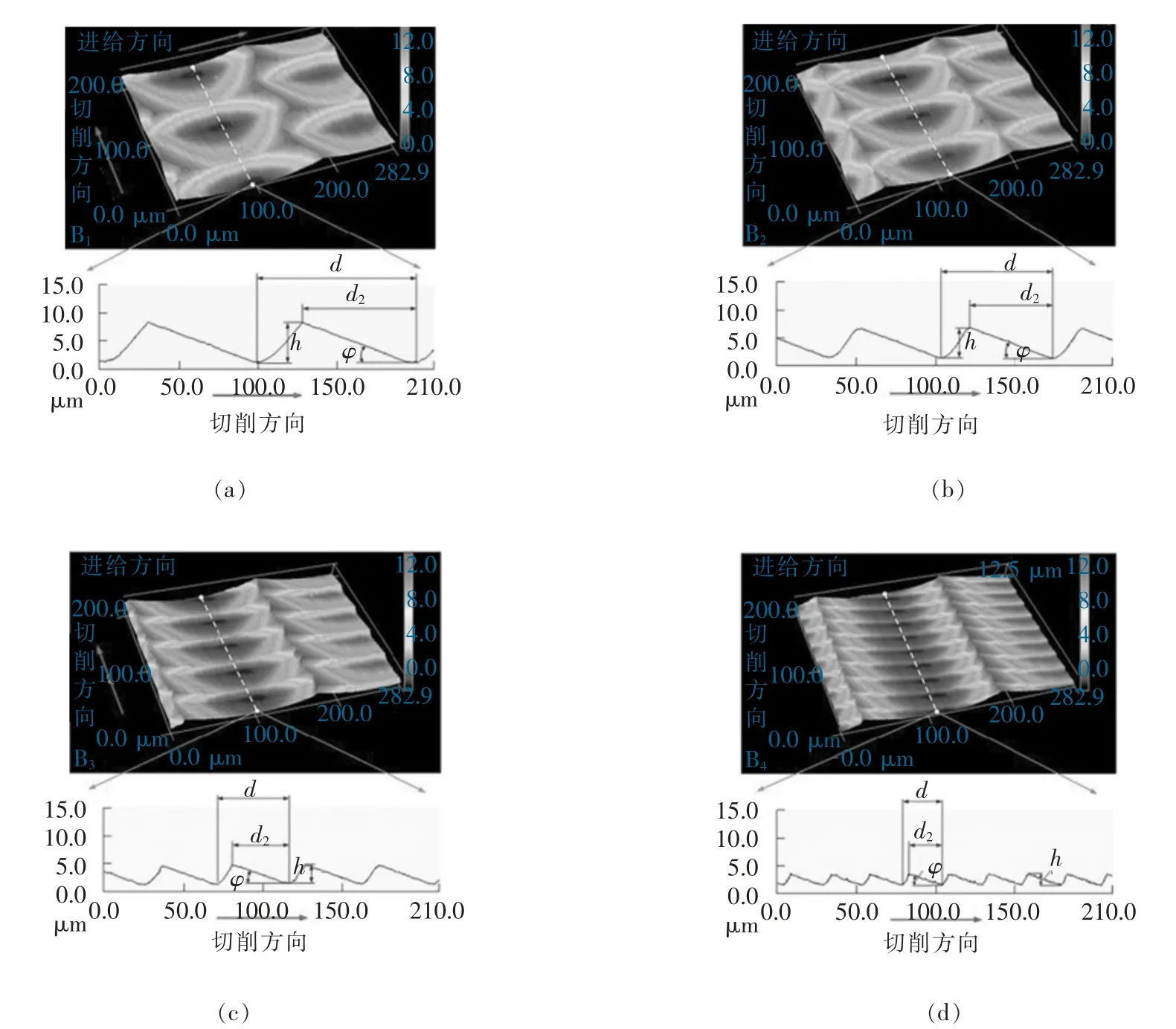
图13 在不同点观察到的实验微织构表面[65]
1.3.2 功率超声微纳连接技术
功率超声微纳连接技术被开发以满足电子制造与封装行业对新材料与新工艺的迫切需求,特别是解决高功率、高服役温度、高可靠性、高集成度等新型电子器件的连接难题。几十年来,超声引线键合一直是微电子封装工业中的主要互连技术。引线键合包括球形键合和楔形键合[67]两种广泛应用的技术(图14)。超声引线键合工艺包括预变形和超声激活、摩擦、超声软化、相互扩散四个阶段。超声复合钎焊在连接金属之间添加了中间层钎料,进一步增加了焊接接头的可靠性,超声复合钎焊在电子制造领域的应用包括低温超声钎焊、中温超声钎焊和高温超声钎焊。超声纳米连接以金属纳米颗粒为基体,具有低互连工艺温度和高服役温度,克服了传统钎焊无法满足芯片低温互连高温服役的难题,有望成为下一代高功率电子封装的核心技术。
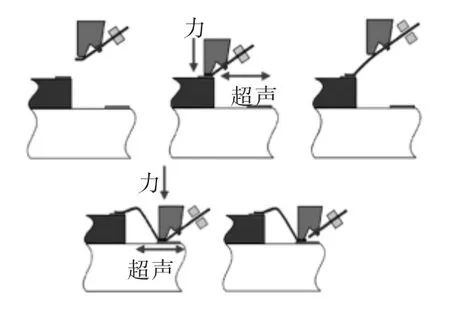
图14 超声楔形键合工艺示意图[67]
2 超声加工的标志性进展
2.1 加工模式
超声振动切削技术最早由日本宇都宫大学的隈部淳一郎教授在1950年提出,振动形式如图15a所示,刀尖振动的方向平行于切削速度方向,因此又称其为一维超声振动切削。椭圆超声振动切削由日本学者MORIWAKI于1995年提出,其振动方向包含平行于切削速度和切削深度方向的两个分量,如图15b,因此切削机理不同于一维超声振动切削。从刀具运动的角度来说,由于刀具存在平行于切削深度方向的振动,在一个振动周期的切削过程里,刀具存在切入和切出过程,该过程引起了切深和刀具前后角的动态变化。张德远等[1]提出了高速超声振动切削(HUVC)方法,如图15c,突破了传统超声振动切削的临界切削速度,在钛合金、镍基高温合金等难加工材料上得到很好的应用。
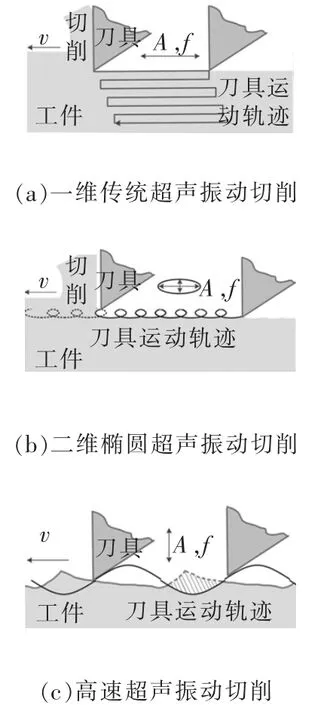
图15 不同模式超声振动加工对比示意图[1]
一维传统超声振动切削方法的临界切削速度定义为:

式中:vc为切削速度;vt为刀具的振动速度;f为进给量;A为超声振动单边振幅。
水平速比HSR(horizontal speed ratio)[68]为:

当HSR<1时,为断续切削过程,刀具与工件周期性地分离;当HSR≥1时,为连续切削过程,刀具与工件不再分离。二维椭圆超声振动切削HSR的定义与一维传统超声振动切削中给出的相同。对于一维传统超声振动切削和二维椭圆超声振动切削,超声振动加工所带来的各种优点,随着HSR的增大逐渐减弱,当HSR超过1之后效果消失。
高速超声振动切削实现分离的临界条件为:
式中:φ为相邻两转切削轨迹的相位差。
传统超声振动切削的分离条件由频率、振幅、切削速度3个参数共同决定,而高速超声振动切削分离条件由进给量、振幅、相邻两转切削轨迹的相位差3个参数共同决定。张德远团队在提出高速超声振动切削方法之后,从加工表面形貌建模分析[3]、分离效果[4]、瞬态切削力解析模型[5]、降低切削力和切削热的机理及仿生原型[6]等方面进一步发展了高速超声振动切削,从切削力[14-15]、切屑特征、刀具磨损、表面形貌[16]、表面质量[17-18]、冷却方式[19]等方面研究了高速超声振动铣削。未来,钻削有望实现高速超声加工。
2.2 装备
2.2.1 超声刀柄
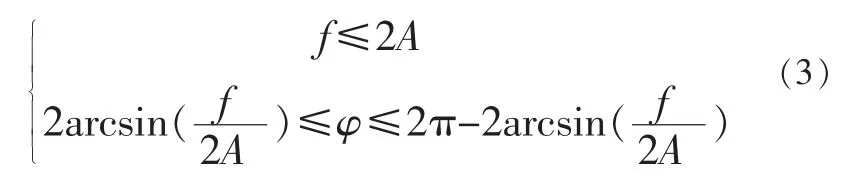
超声刀柄和与之匹配的超声换能器是超声加工系统的重要组成部分,尤其是对超声加工的实际应用起决定性作用。在旋转超声加工中,能量通过松散耦合变压器(loosely coupled transformer,LCT)传递到配备有旋转超声刀柄的超声换能器。如图16所示,LCT的主要部分固定在静止的机架上,与LCT的第二部分紧固的换能器安装在刀柄底部,整体以可拆卸的方式安装在机床主轴上并可与主轴一起旋转。由于LCT的初级铁芯和次级铁芯之间存在气隙,导致漏电感增加,磁化电感降低,降低了能量传递能力和效率。姜兴刚等[69]提出了一种称为自补偿系统的简化结构,以克服在LCT的漏电感补偿和换能器电容补偿期间外部补偿元件占据有限的刀柄空间的缺点,当换能器为自补偿时,LCT能量转移效率高达92.0%。
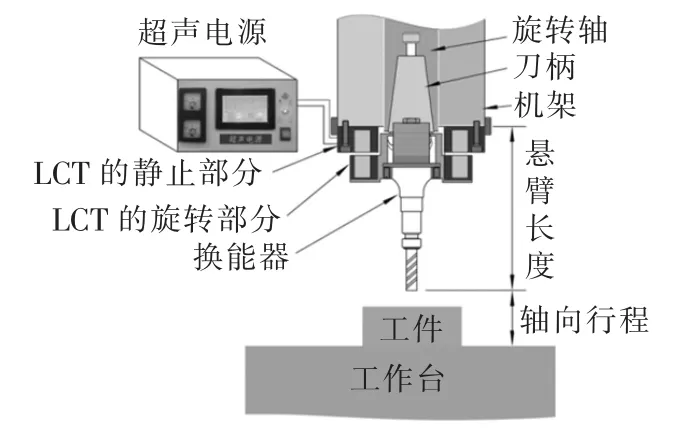
图16 无接触能量传递和振动系统示意图[69]
施加在夹心式换能器上的预紧力矩存在一个合适的范围,姜兴刚等[70]提出了一种确定夹心式换能器最佳预紧力的方法,可通过确定最小共振电阻来确定最佳预紧力。换能器需额外的电感来匹配其固有电容,使换能器处于谐振状态,姜兴刚等[71]提出了压机械共振区超声换能器阻抗匹配理论。超声振动系统的振动特性对超声加工的稳定性和加工效果起着重要的作用。赵波等[72]研究了热机械载荷对超声振动系统振动特性的影响(图17)。祝锡晶等[73]研究了时效对功率超声换能器用压电陶瓷谐振频率的影响。除过常用的压电超声换能器外,超声换能器还可由磁致伸缩材料驱动。冯平法等[74]研制了一种大振幅稳定输出的超磁致伸缩旋转超声机床,用于硬脆材料的加工。
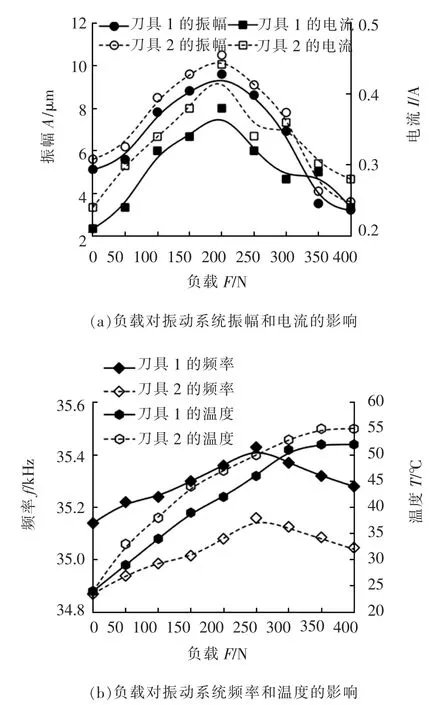
图17 负载对超声振动系统的影响[72]
2.2.2 控制系统
控制系统在超声加工过程中对电源输出和超声刀柄起调控匹配的作用,以实现相位控制、频率跟踪、功率控制等目的,更好地满足实际超声加工过程中的变化情况对电源供给的需求,充分利用超声加工的优势。与轴向高速超声振动切削(刀具沿进给方向振动)相比,径向高速超声振动切削的刀具垂直于加工表面振动,当切削深度小于振幅时,刀具可完全与工件分离,在加工难加工材料时具有提高刀具寿命的潜在优势,进一步提高精加工的加工效率。张德远等[75]提出了一种相位控制方法,其目的是使凹坑以规则的方式重叠,以降低径向刀具振动导致的表面粗糙度增加。超声换能器工作时,温升引起换能器的等效电容和介电常数的变化导致换能器的谐振频率发生漂移,换能器谐振不稳定甚至失谐。为使换能器保持谐振状态,超声电源的输出电压频率必须跟踪换能器的谐振频率。上海电力大学[76]采用锁相环原理跟踪系统频率,频率跟踪精度可达92.86%。河南科技大学的丁喆等[77]提出了一种DDS与模糊控制相结合的新型混合控制策略,具有频率跟踪快速准确的优点。
2.3 应用
2.3.1 航空制造高质高效
超声振动切削在很大程度上提高了难加工材料的加工能力和加工质量,尤其是高速超声振动切削(HUVC)。HUVC加工Ti-6A1-4V时,与常规车削(CC)相比,在最佳条件下的刀具寿命延长300%、切削效率明显提高90%、切削力约显著降低50%[1]。当HUVC与先进冷却技术结合后,进一步提高加工能力,比如在HUVC加工Ti-6A1-4V时使用20 MPa的高压冷却液(high-pressure coolant,HPC),当切削速度为400 m/min时,刀具寿命可达到CC时的6.3倍(图18);在切削速度为300 m/min时,降温速率最高约达55%[9](图19)。HUVC加工Ti-6Al-4V时还有切削-挤压现象,即后刀面干涉作用。与CC时相比,其表面残余应力向压缩应力转变[7](图20)。HUVC提高了涂层硬质合金刀具切削Inconel 718的能力,与CC时相比,通过显著降低刀具磨损可使刀具寿命延长250%、切削力降低32.59%(图21)、切削温度降低约20%。在连续切削过程中,可获得更好的表面粗糙度[2]。若采用HUVC加工薄壁钛合金筒体[78],可增加临界切削厚度,且采用HUVC的直径误差不超过10%,而采用CC法的直径误差率为51%、切削力降低40%。以HUVC加工薄壁钛合金筒体还获得了更高的加工精度和表面粗糙度。
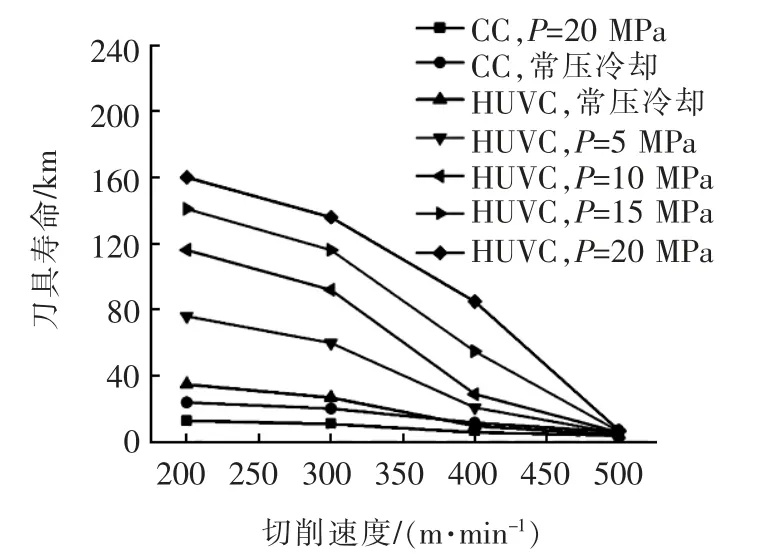
图18 在不同的冷却条件下,HUVC和CC中刀具寿命相对于切削速度的变化[9]
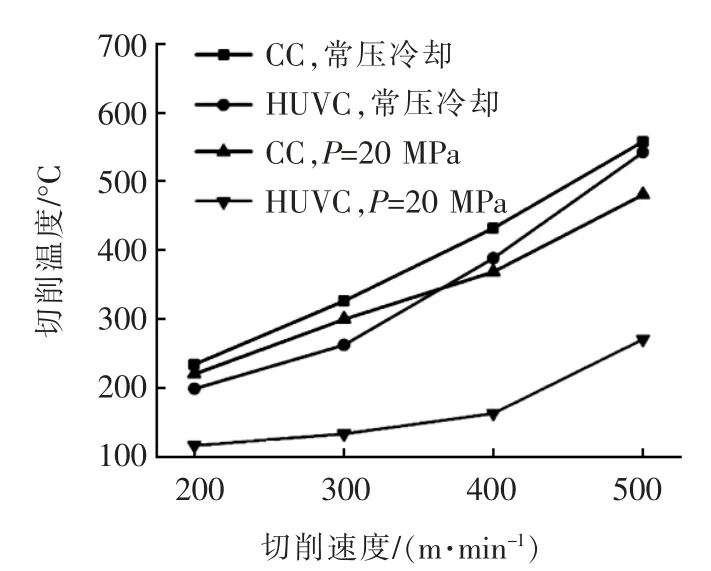
图19 切削温度随切削速度的变化[9]
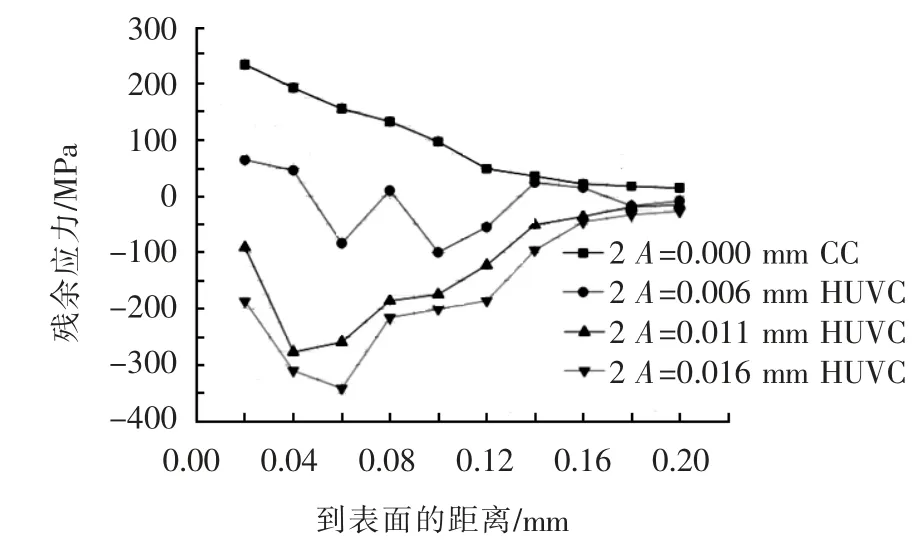
图20 表面残余应力[7]
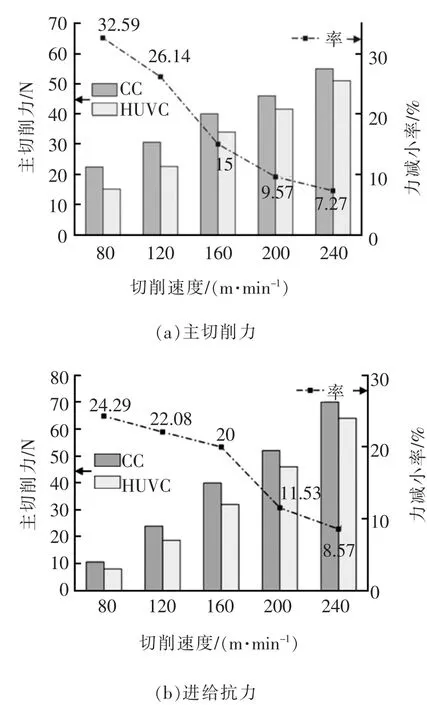
图21 切削力和减小率[2]
与采用常规铣削(CM)相比,采用高速旋转超声椭圆铣削(HRUEM)加工Ti-6Al-4V时,HPC增至20 MPa,在切削速度为80 m/min时的切削温度降低了24.1%、刀具寿命可延长6.6倍,在切削速度为160 m/min时的刀具寿命可延长2.4倍,新端铣刀的最大材料去除量(material removal volume,MRV)约增加657%[19]。HRUEM为表面完整性的有效控制提供了一种新方法[17-18],在加工Ti-6Al-4V时于亚表面获得了强烈塑性变形,且在加工表面上制造了具有10~100 nm晶粒尺寸的纳米晶体层。在低切削速度时,表面压缩残余应力会随着振幅的减小而减小,而在高切削速度(160 m/min)时则相反(图22);此时,亚表面的变形层厚度和表面显微硬度均会随着振幅增大而增大,当切削速度增至160 m/min,硬化效果逐渐减弱(图23)。
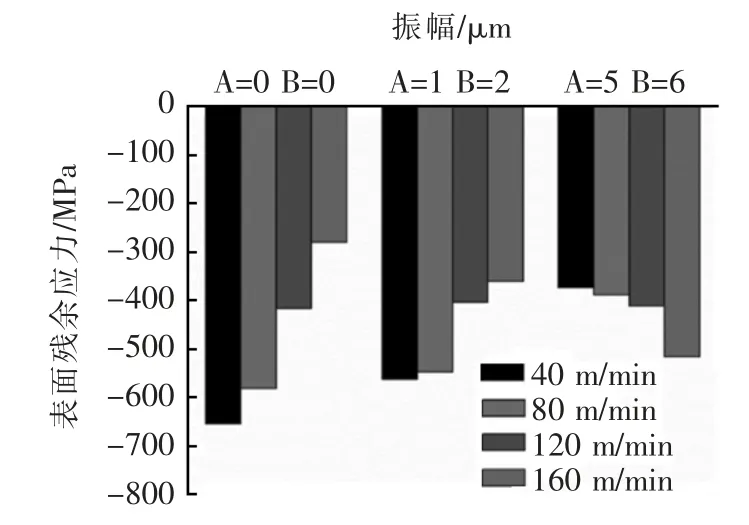
图22 振幅和切削速度对CM和RUEEM表面残余应力的影响[18]
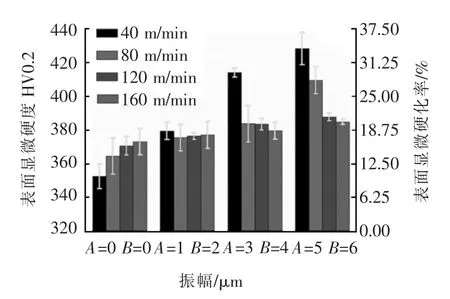
图23 振幅和切削速度对CM和RUEEM表面显微硬度的影响[18]
在无冷却条件下,钛合金八面钻超声振动钻削(RUAD)时[24],与 常 规 钻 削(conventional drilling,CD)相比,其轴向力降低了16.79%~20.2%、扭矩降低了31.5%~33.6%、钻削孔出口附近的切削温度降低了18.54%~21.68%、钻削孔表面粗糙度值降低了24.87%~25.36%、钻削孔直径的膨胀系数增量降低了46.75%~57.63%(图24)、钻削孔出口的毛刺高度降低了82.2%~89.18%(图25)。
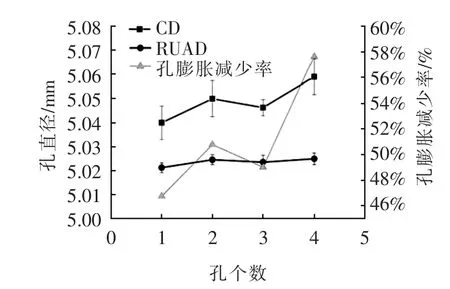
图24 CD和RUAD钻孔直径精度比较[24]
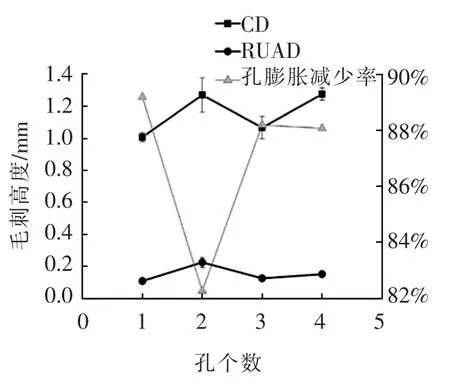
图25 CD和RUAD钻孔出口毛刺高度的比较[24]
与CFRP的普通套磨钻孔(CCD)相比,超声振动套磨钻孔(UVCD)极大地提高了料芯和切屑粉尘的排屑效果,有效地防止了料芯堵刀和切屑粉尘粘刀现象,其钻削力、切削温度、孔表面粗糙度值分别降低了12%~20%、16%~24%、33%~39%,明显改善了CFRP孔加工质量并延长了刀具寿命。UVCD可抑制CFRP分层,在50~100μm/r进给速率下,与CCD相比,UVCD在1/2层和2/3层之间能有效降低孔出口分层率,分别降低5.4%~19.3%和0.7%~8.4%[28-29]。与常规磨削(conventional grinding,CG)相比,旋转超声振动铣磨 (rotary ultrasonic helical machining,RUHM)的轴向力和横向力最大分别减小了71.3%和61.5%,孔边缘质量和表面完整性均有显著提高,孔出口分层系数降低了12.8%~25.7%,孔内表面粗糙度值降低了51.9%~53.2%,该方法是一种很有前途的加工小直径CFRP孔的方法[35]。相较于常规钻孔,在CFRP/Ti叠层旋转超声振动单次钻孔时[40],CFRP的平均轴向力和扭矩分别降低了41.2%~46.8%、36.2%~48.9%,Ti的轴向力和扭矩分别降低了15.2%~26.1%和21.4%~29.0%,CFRP/Ti界面最高温度从普通加工时的468.1°C降至超声加工时的353.4°C,孔直径精度和孔表面质量都得到了显着提高,刀具磨损得到了显着缓解。在超声振动钻孔中观察到窄截面的带状Ti碎片和分离的Ti碎片,而在常规钻孔中获得了锯齿状的连续带状Ti碎片。
2.3.2 3C应用成熟广泛
超声加工方法在3C行业已得到成熟的、广泛的应用,发展出了超声辅助磨削、铣削、钻削、车削、锯削、抛光、研磨、珩磨以及电解等多种加工方法,在石英玻璃、光学K9玻璃、光学BK7玻璃、KDP晶体、水晶、蓝宝石、红宝石、单晶硅、玻璃陶瓷、SiC、ZrO2和Al2O3、Si3N4等多种以光学晶体、特种陶瓷为代表的硬脆材料的加工上得到了良好应用。
超声振动加工硬脆材料,可以提高材料去除率(MRR)。超声辅助磨削ZrO2陶瓷[47],其MRR高于常规磨削,主要原因是在磨削过程中施加高频振动,改变了磨料颗粒的运动轨迹,增加了单位时间内磨料颗粒与物料的接触次数,提高了磨料颗粒的锐度,从而提高了MRR。利用超声雾化液的超声辅助抛光光学玻璃透镜的MRR优于一维超声抛光和普通抛光[79]。超声辅助珩磨ZTA陶瓷[80],其MRR比常规研磨的大得多。超声研磨中的磨粒不仅像常规研磨一样对材料进行犁划,而且对材料进行高频率、高速度的冲击。
多个研究已证明[41-42,44,46]:超声振动加工硬脆材料,可降低切削力。间歇加工是降低切削力的主要原因:刀具与工件以超声频周期性地接触和分离,改善了冷却和润滑环境,有利于降低切削力;磨粒的超声频锤击作用使材料表面产生大量微小裂纹而粉末化,实现材料去除只需较小的力。超声频率远大于工艺系统的自然频率,工艺系统只能对冲击力的直流成分有足够响应。超声振动加工硬脆材料,能否显著降低加工表面粗糙度值和亚表面损伤目前尚无定论,结论不一致可能与材料、加工参数、工艺系统等有关。超声振动加工硬脆材料,可减小崩边尺寸。超声辅助锯切单晶硅[46],防止了脆性裂纹的持续扩展,使崩边尺寸变小。在常规锯切中,磨粒的切割过程是连续的,裂纹在切削力的作用下会不断扩展(图26)。
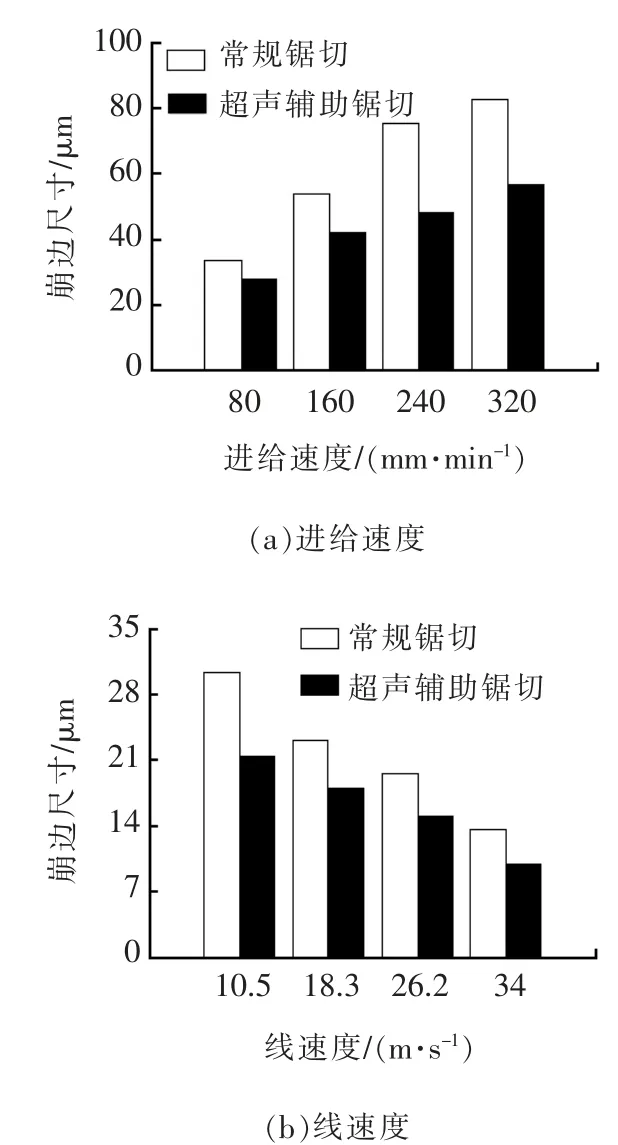
图26 崩边尺寸与进给速度、线速度的关系[46]
3 结论
(1)超声加工最早应用于机械制造行业,目前已结合了多种传统加工方法,开发了多种超声加工模式。研究者对普通合金、难加工合金、复合材料、硬脆材料等众多材料进行了切削研究,取得了良好的工艺效果。虽然目前已形成了一定规模,但发展还不充分,仍处于试验阶段,比如在加工参数的合理选定方面,还未形成可作为参考的加工参数数据库,超声加工的加工能力范围尚未界定,很多研究中的良好加工效果的取得通常是在特定参数条件下。因此,未来仍需进行大量研究,特别是要在较宽泛的参数范围里探究超声加工的加工能力。
(2)超声加工方法加工难加工材料的研究主要集中在切削力、切削热、表面粗糙度、刀具磨损和刀具寿命等方面,而与加工表面质量相关的表面损伤、白层、塑性变形、加工硬化、残余应力等参数的研究很少,超声加工技术的发展不仅要提高切削能力,更要实现高质量加工。
(3)大量的工艺实验已证明,与普通加工相比,超声加工具有降低切削热、降低切削力、提高刀具寿命、抑制颤振、抑制粘结、减少毛刺和提高加工质量等众多优势。然而,超声加工在实际的应用市场上仍缺乏竞争力,大规模应用仍存在挑战,其主要原因是缺乏成熟的、产业化的超声机床、超声刀柄、超声换能器和超声电源。目前超声加工的应用一般是在普通机床上采用自行设计的超声换能器和刀柄,而标准化、批量化、可互换、产业化的超声刀柄和超声换能器对于推动超声加工技术的发展和应用更具有里程碑式的意义。
(4)超声手术刀具有操作简单、切割精度高、力和热损伤小、有效止血、抗组织粘结和恢复速度快等优点,已逐渐得到医务人员的青睐,目前已发展了多种多样的微创手术超声刀具,但是对应的切削机理没有研究透彻,部分产品的稳定性也不够,特别是很多研究还处于试验阶段,对于产业化的成熟应用还有很大的努力空间。
(5)开创新的跨学科应用领域,开发新的超声复合加工技术。超声加工从最初的在机械制造领域的应用逐渐扩展到了生医制造、微纳制造等领域,未来还需要继续开拓新的应用领域和行业。此外,超声加工技术的发展常结合现有的加工技术,已从最初的车削、铣削、磨削发展出了十多种加工方法。如何结合其他能场来开发新的超声复合加工技术是一个重要的发展思路。
