雾化硅油的性能及在锦纶6 FDY生产中的应用研究
2021-07-14毛行功魏信强
毛行功,魏信强
(1.长乐恒申合纤科技有限公司,福建 福州 350208; 2.长乐力恒锦纶科技有限公司,福建 福州 350207)
雾化硅油,属于有机硅产品,无毒无味,具有良好的生理惰性及耐热性能、稳定的化学性能,可在320 ℃高温下长期使用,吸附性强、雾化效果好、剥离性佳,广泛应用于涤纶、锦纶、丙纶等纤维纺丝过程中喷丝板的清理修板,是化纤生产中的一种十分重要的助剂[1]。随着工业化的不断发展,现在化纤行业正朝着差别化纤维方向发展,特殊的纤维对雾化硅油的要求也相应提高,因此寻找合适的硅油适应特殊纤维的生产具有重要的意义[2-6]。
在熔融纺丝过程中,聚合物在加热至熔融时,其中所含的低聚物、聚合物热分解物质随聚合物通过喷丝板时挥发,附着在喷丝板面上而污染板面,在丝发生断头前务必使用雾化硅油清理喷丝板板面[7]。
锦纶6全拉伸丝(PA 6 FDY)切片纺丝的生产稳定性、满卷率高低主要取决于PA 6切片的质量、生产工艺和生产管理,但雾化硅油性能影响喷丝板板面的状态也是一个重要的因素[8]。优异的雾化硅油应具备以下性能[9]:(1)乳化性能好,雾化硅油搅拌后成乳化状态,乳液状态稳定;(2)雾化性能好,喷雾范围集中,容易喷满板面,产生的雾化颗粒小于60 μm;(3)吸附性能好,能够在喷丝板上迅速均匀成膜;(4)耐热性好,喷丝板上的雾化硅油在高温下能耐热24 h以上才会挥发完全,挥发时不产生有刺激性气体;(5)剥离性能强,雾化硅油喷上板面后,能够很好地清洗单体和熔体,不粘板。
为此,作者研究了3种不同的雾化硅油的性能,并探讨了雾化硅油对不同PA 6 FDY产品的铲板时间、生产满卷率的影响,以便找出性价比最优的雾化硅油使用方案。
1 实验
1.1 原料及试样
R14-1型雾化硅油:简称R14-1,桔花牌,属于甲基长链烷基硅油,浙江黄岩丰成纺织辅料厂生产;SY-600型雾化硅油:简称SY-600,森雅牌, 属于甲基苯基硅油,上海森雅润滑材料有限公司生产;M-16型雾化硅油:简称M-16,迈颂牌,属于甲基苯基含氢硅油,迈颂(上海)化工材料有限公司生产;PA 6 FDY:产品规格分别为44.4 dtex/12 f、44.4 dtex/34 f、77.7 dtex/48 f、77.7 dtex/68 f,其相应批号和产品所用相应原料如表1所示。
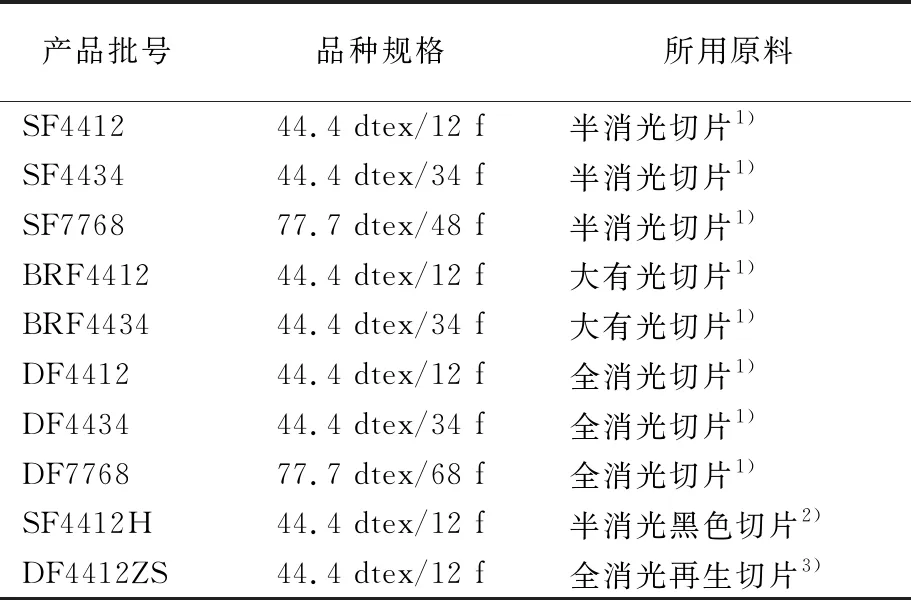
表1 PA 6 FDY产品及其相应原料Tab.1 PA 6 FDY products and raw materials
1.2仪器与设备
BL-F型电子天平:丹纳赫西特传感工业控制(天津)有限公司制;L-100型电子万用炉:凯胜电热科技有限公司制;WSS-481型触点式温度计,大连赛恩仪表有限公司制。
1.3 实验方法
1.3.1 雾化硅油的基本性能测试
热失重率(S):将用电子天平精确称量后的3种雾化硅油放入洁净干燥的电热碗中,打开电子万用炉,迅速升温至320 ℃,加热电热碗,每隔1 h称取装有试样的电热碗的质量。加热5 h后,测其总失重。S的计算公式如下:
S=(M1-M2)/M1×100%
(1)
式中:M1为初始雾化硅油和电热碗的质量;M2为加热后雾化硅油和电热碗的质量。
成膜性能:选一块不锈钢板(长20 cm、宽20 cm、高0.3 cm)放置在电子万用炉上,打开电子万用炉进行加热,将不锈钢板加热到不同温度,用触点式温度计测试板面温度,然后将罐装的雾化硅油均匀地喷在不同温度的钢板上,开始计时,当雾化硅油在钢板上即将成膜的温度即为成膜温度,所用的时间即为成膜时间。
雾化性能:将定量的雾化硅油喷到280,300,320 ℃的平滑的电热金属板上,观察雾化硅油在电热金属板表面的现象。
1.3.2 雾化硅油的应用性能测试
铲板时间:计时铲一个纺位(12个喷丝板)品种所用的时间即为铲板时间,其结果取3次的平均值。
产品的满卷率:在生产 PA 6 FDY产品时,分别使用3种雾化硅油铲板7 d,铲板频率为1次/d,记录产品在使用不同雾化硅油时的满卷率。
保板时间:在生产PA 6 FDY产品时,将雾化硅油喷在喷丝板上,待其全部挥发完后喷丝板变得干燥,其所用时间即为保板时间。
2 结果与讨论
2.1 雾化硅油的基本性能
2.1.1 耐热性
由图1可看出,在320 ℃烘烤5 h后,R14-1、SY-600、M-16雾化硅油的S分别为4.15%,2.13%,0.97%,均在5%以下。且实验过程发现,3种雾化硅油在高温下均无明显的热分解现象,无刺激性气体产生。说明这3种雾化硅油适合化纤生产要求,能满足PA 6 FDY在270 ℃的喷丝板温度下长期使用。
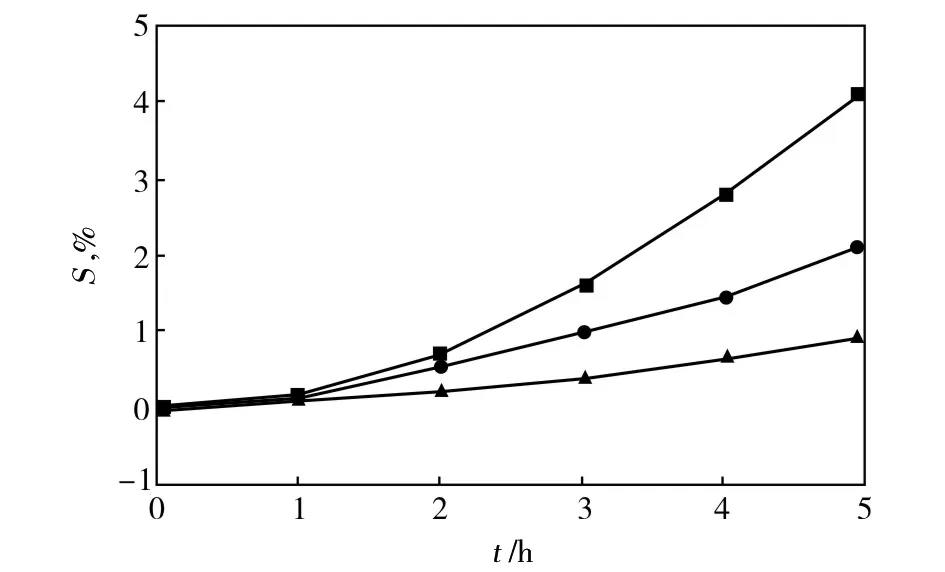
图1 烘烤时间对雾化硅油S的影响Fig.1 Effect of baking time on S of atomized silicone oil■—R14-1;●—SY-600;▲—M-16
雾化硅油是主链Si—O交替排列的聚硅氧烷,分子结构中Si—O键的键能为460 kJ/mol,Si—C键的键能为347 kJ/mol,Si—H键的键能为377 kJ/mol,C—H键的键能为414 kJ/mol[10]。在喷丝板的板面温度下,附着在喷丝板上的R14-1、SY-600、M-16雾化硅油中的Si—C、Si—H、Si—O键断开,生成小分子物质。
R14-1是甲基长链烷基硅油,在320 ℃温度下,长链烷基会优先发生断裂,当长链烷基几乎断裂完后,主链的Si—O开始断裂,所以在3 h后,R14-1的S快速上升;SY-600属于甲基苯基硅油,相比于R14-1,其分子链中含有的苯基基团,增强了分子链的刚性,也增加了分子链的空间位阻效应,从而使得破坏SY-600的分子链需要更大的能量。研究表明[10-12],甲基苯基硅油的热稳定性与苯基数目有关,苯基数目越多,甲基苯基硅油的热稳定性越好;M-16表现出优异的耐热性,这是因为M-16属于甲基苯基含氢硅油,分子结构上相比R14-1、SY-600雾化硅油多了Si—H键,Si—H键分布在甲基与苯基之间,使得甲基苯基含氢硅油M-16表现比另外两种硅油更强的极性,分子极性越强,稳定性越好,破坏分子结构就需更多能量[13-15]。另外Si—H键的键能为377 kJ/mol,破坏Si—H键所需能量比破坏Si—C键高。
2.1.2 成膜性能
由图2可看出:3种雾化硅油在200 ℃时成膜时间比较慢,约22 s;当温度升高后,成膜时间呈对数趋势减少,当温度达到235 ℃时,成膜时间小于1 s。同时实验过程发现,3种雾化硅油在230 ℃以下时,随着温度降低,黏度增大,成膜时间长;当温度高于230 ℃时,黏度很小;随着温度进一步增加,黏度变化不大,达到极限值,能快速成膜。这说明3种雾化硅油成膜性能优异,能满足PA 6 FDY生产时在270 ℃温度下的喷丝板铲板过程快速成膜清洁要求。
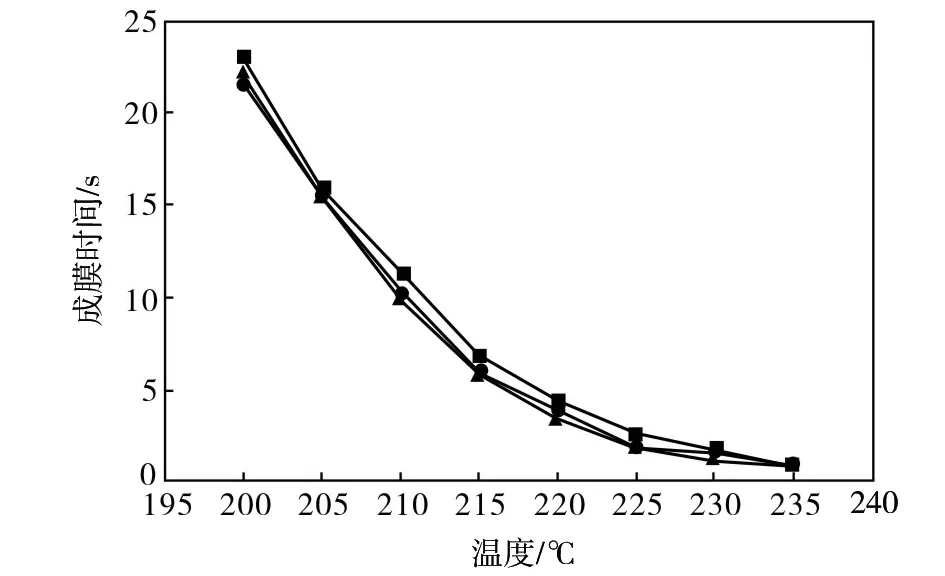
图2 温度对雾化硅油成膜性能的影响Fig.2 Effect of temperature on film formation property of atomized silicone oil■—R14-1;●—SY-600;▲—M-16
2.1.3 雾化性能
3种雾化硅油在280,300,320 ℃的平滑电热金属板上雾化性能结果表明:3种雾化硅油喷出后成乳白色的雾状,喷雾范围集中,容易喷满板面,在板面上基本无流淌现象,起泡性好,无结焦;用铲刀铲除板面上的雾化硅油时,不粘板,无固体残留,剥离性能好。说明这3种雾化硅油在雾化性能方面表现优异。
2.2 雾化硅油的应用性能
2.2.1 铲板时间
从表2可以看出:对于10种批号的PA 6 FDY, 比较3种雾化硅油的铲板时间,M-16最短, SY-600其次, R14-1的铲板时间最长,说明3种雾化硅油的剥离性能由大到小依次为M-16, SY-600, R14-1;对于BRF4412、BRF4434批号的PA 6 FDY,由于其原料为有光切片,其切片的黏度小,3种雾化硅油的官能团对有光切片的影响不大,即其铲板时间差不多;对于批号为SF4412、SF4434、SF7768的PA 6 FDY,由于其原料为半消光切片,其切片的黏度适中,故对于半消光少孔产品的PA 6 FDY,3种雾化硅油的铲板时间相同,只在SF7768产品上才明显区分出来;对比孔数为12 f的各种纤维产品,3种雾化硅油铲板时间一致,说明3种雾化硅油的官能团对少孔产品的剥离性能没有影响;对于全消光多孔产品PA 6 FDY,M-16雾化硅油表现出优异的剥离效果,其铲板时间较R14-1和SY-600雾化硅油低,这是因为全消光切片黏度高,铲板时熔体容易粘板,当使用R14-1和SY-600时,由于R14-1为非极性大分子,SY-600大部分体现非极性特性,而熔体亦为非极性大分子,这就容易造成粘板,铲完板后还需修板,从而造成铲板时间较长;而M-16中的Si—H键中的氢极易与空气中的水蒸气结合,在喷丝板表面形成防水层,正是这个防水层作用,使得熔体极易剥离喷丝板板面[10]。
表2 雾化硅油应用在不同PA 6 FDY产品时的铲板时间Tab.2 Shovel time of atomized silicone oil used in different PA 6 FDY products
2.2.2 保板时间
由表3可见,3种雾化硅油的保板时间平均值都大于等于24 h,能满足24 h铲板1次的要求。M-16的保板时间最长,SY-600次之,R14-1最少,这是因为3种雾化硅油的分子结构不同所致。

表3 雾化硅油应用在不同PA 6 FDY产品时的保板时间Tab.3 Plate keeping time of atomized silicone oil used in different PA 6 FDY products
2.2.3 满卷率
从表4可看出:3种雾化硅油对PA 6 FDY有光品种的满卷率影响不大,半消光、全消光产品随着孔数的增加,使用R14-1雾化硅油的产品满卷率分别下降了1.41%、1.42%;使用SY-600雾化硅油的产品满卷率分别下降了0.98%,0.69%;而使用M-16雾化硅油的产品满卷率分别下降了0.69%,0.58%。
表4 不同PA 6 FDY产品的满卷率Tab.4 Full-package rate of different PA 6 FDY products
另外,M-16雾化硅油可使批号为SF7768、DF7768的PA 6 FDY产品满卷率保持在98%以上,SY-600只能使批号为SF7768的PA 6 FDY产品满卷率保持在98%以上;对于多孔68 f的PA 6 FDY产品,使用R14-1雾化硅油其满卷率均低于98%,说明R14-1雾化硅油不适合在全消光多孔68 f的PA 6 FDY产品上使用;对于批号为SF4412H和DF4412ZS的PA 6 FDY产品,其满卷率均比其他产品的低,这是因为其原料使用的是黑色切片和再生切片,喷丝板面相对于常规品种容易变脏,从而使断头率增加、满卷率降低的缘故。
2.3 不同PA 6 FDY产品中的雾化硅油的最佳匹配
根据雾化硅油的成本(R14-1单价为12.5元/罐、SY-600为23元/罐、M-16单价为35元/罐),再结合表2、表3、表4的结果,在合适的铲板时间和保板时间内,保证丝饼满卷率情况下,可以得出不同PA 6 FDY品种使用的雾化硅油的最佳选择,其结果如表5所示。

表5 雾化硅油在不同产品中使用的最佳匹配结果Tab.5 Optimum matching results of atomized silicone oil used in different products
从表5可看出:对于半消光少孔、全消光少孔(34 f及以下)、大有光PA 6 FDY产品,使用R14-1雾化硅油,能达到98%以上的满卷率,铲板时间短,能达到1 d保板时间的要求,且其价格最低,性价比最优;对于半消光多孔(34 f以上)、全消光再生PA 6 FDY产品,使用SY-600雾化硅油,有较高的满卷率及较低的铲板时间和较长的保板时间,能满足这两个品种的生产稳定要求,并减轻员工的劳动强度;对于全消光多孔(34 f以上)、半消光黑色PA 6 FDY产品,使用M-16雾化硅油,虽然其价格较贵,但相对于另外两种雾化硅油,相同条件下其铲板时间较短,保板时间较长,且满卷率较高,这有利于减轻员工的劳动强度,提高生产的稳定性。
3 结论
a.R14-1、SY-600、M-16雾化硅油在320 ℃下热损失质量均小于5%; 235 ℃时,3种雾化硅油的成膜时间小于1 s;在280,300,320 ℃时具有优异的雾化性能;高温下均无明显的热分解现象,无刺激性气体产生,能满足PA 6 FDY的生产要求。
b.对于不同品种的PA 6 FDY, 比较3种雾化硅油的铲板时间, M-16最短, SY-600其次, R14-1最长。
c.3种雾化硅油的保板时间都大于等于24 h,能满足生产PA 6 FDY时24 h铲板1次的要求。其中,M-16的保板时间最长,SY-600次之,R14-1最短。
d.3种雾化硅油对PA 6 FDY有光品种的满卷率影响不大,R14-1雾化硅油不适合在全消光多孔68 f的PA 6 FDY产品上使用。
e.综合铲板时间、保板时间、满卷率及雾化硅油的成本,R14-1雾化硅油适用于半消光少孔、全消光少孔(34 f及以下)PA 6 FDY产品,SY-600雾化硅油适用于半消光多孔(34 f以上)和全消光再生PA 6 FDY产品,M-16雾化硅油适用于全消光多孔(34 f以上)和半消光黑色PA 6 FDY产品。