宽频带高透波率球冠透波墙的研制*
2021-06-26平丽浩尚仰宏
商 莉,平丽浩,吴 波,尚仰宏
(中电科芜湖钻石飞机制造有限公司,安徽 芜湖241100)
引 言
天线罩安装在天线前面,以保护天线不受外界损伤和破坏,同时又为天线电波提供发射和接收的电磁窗口,是一种满足电性能要求的复合材料结构件[1]。透波墙是天线罩的一种,一般将与建筑物构成一体的天线罩称为透波墙。微波透波墙从20世纪80年代初开始使用,根据信号传输的电性能要求,目前已经发展到了第三、四代产品,而且在保证电性能满足使用要求的同时,能够满足建筑物外观要求。
本文论述了某宽频带高透波率球冠透波墙的研制。该透波墙安装在气密试验箱上,能起到保护气密试验箱内部设备的作用,同时又是试验箱结构的一部分,具有透波、保护双重功能。透波墙为气密试验箱内试验设备提供了电磁窗口,同时承受一个大气压(约0.1 MPa)的外界工作压力。透波墙工作时是静止不动的,透波墙室内设备的测试过程就是透波墙的工作过程。
该宽频带高透波率的透波墙不仅对电学性能和力学性能要求高,而且具有较高的表观质量要求[2]。本文对透波墙的制造过程进行了研究,分析了关键影响因素并对其进行了工艺试验验证,研制了满足使用要求的复合材料透波墙[3]。
1 透波墙结构
该宽频带高透波率透波墙的主要技术指标如下:
1)工作频段为0.35∼18 GHz;
2)透波率为0.35∼1 GHz优于95%,1∼12 GHz优于93%,12∼18 GHz优于85%;
3)使用温度范围为−70◦C∼+150◦C;
4)具有一定的保温功能。
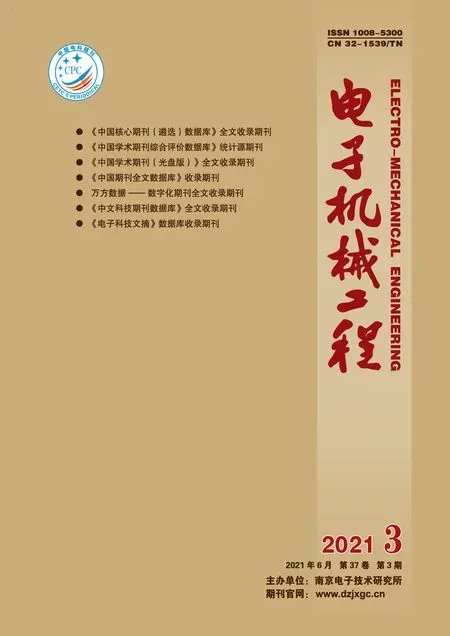
为满足宽频带和高透波率的使用要求,将该透波墙罩体设计为薄壁结构,如图1所示。该透波墙是由薄蒙皮与Nomex芳纶纸蜂窝组成的蜂窝夹芯结构,由外蒙皮、中蒙皮、内蒙皮以及两层蜂窝夹芯材料组成[4]。透波墙根部实心区域为安装法兰,法兰连接面周边有密封槽,用于和气密试验箱主体连接时安装密封橡胶条。透波墙通过安装在法兰面上的金属压环以及密封橡胶条与气密试验箱主体相连接,如图2所示。

图1 透波墙结构示意图

图2 透波墙与气密试验箱连接示意图
2 透波墙成型
2.1 透波墙成型材料体系
为了满足高透波率和高使用温度的要求,透波墙薄蒙皮选用的材料体系为石英/氰酸酯材料体系[5]。氰酸酯树脂的特有结构使得材料具有良好的耐热性、极低的介电常数和介电损耗,同时还具有极高的电磁波透过率、高透明度以及良好的力学性能。但是,这种材料的自粘性较差,工艺铺贴性不好,尤其是对于具有一定形状的天线罩成型更加困难,不仅会延长工艺操作时间,而且成型后的天线罩的表观质量较差。由于该透波墙为球冠形,预浸料工艺性差将会造成产品铺贴困难,不易操作,工艺时间延长[6]。
为改变这种情况,对氰酸酯树脂体系进行调控以提高树脂预聚体的流动性和韧性,研制出了粘性较好的氰酸酯石英玻纤布预浸料,不仅工艺性好,而且保留了材料极低的介电常数和介电损耗,实现了低介电、高韧性的目标,满足使用要求。
透波墙罩体区域使用的材料还包括用于蒙皮与芯材胶接的高温固化氰酸酯胶膜和用作芯材边缘的增强材料的氰酸酯树脂发泡胶膜,该材料体系能够满足−70◦C∼+150◦C的工作环境温度要求。
2.2 透波墙成型工艺
为满足严格的高精度外形尺寸要求以及力学性能和电学性能要求,该透波墙采用热压罐工艺成型。采用热压罐工艺成型可以根据随炉件的性能判断透波墙的固化质量。通过随炉件可以监测蒙皮材料的弯曲强度/模量和拉伸强度/模量、蒙皮的介电常数和损耗角正切、蒙皮铺层的压厚、蒙皮和芯材之间的滚筒玻璃强度等性能。
为了较好地控制制件质量,结合该透波墙罩体蜂窝夹层结构的特点,采用分步固化成型的工艺方法。分步固化成型工艺在固化后可以直观地观察到蜂窝是否错位,对固化中产生的问题及时进行修正,避免产品报废,研制风险较小。因此,为了保证产品质量,降低研制风险,结合该透波墙罩体蜂窝夹芯结构的特点,采用三步固化成型的工艺方法。该种成型工艺可以随时控制制件的质量,及时发现问题及时解决。透波墙具体的成型工艺流程如图3所示。

图3 透波墙成型工艺流程
2.3 透波墙成型模具
模具材料在成型温度和压力下保持适当性能是热压罐成型模具的首要要求,因此,综合考虑性能和成本,模具多采用钢模[7]。由于该透波墙为一类似球冠的蜂窝夹芯结构,蒙皮薄,具有较高的电性能和表面质量要求,所以采用阴模成型可获得较好的外表面质量。但是,该透波墙产品尺寸较大,且为球冠形状,铺层操作具有一定的难度,延长了工艺操作时间。综合考虑后采用阳模成型方案,铺层操作方便,可获得较好的内表面质量。然而,由于该透波墙为薄蒙皮结构,不能通过较多的机械打磨来实现较高的表观质量,所以后期通过制造合理的工艺蒙皮,在透波墙成型时辅助成型外表面来实现较好的表观质量。
由于该透波墙产品尺寸较大,为保证在固化成型过程中受热均匀和搬运方便,决定采用框架式模具,如图4所示。框架式模具型腔采用计算机数控(Computer Numerical Control,CNC)高精加工、框架焊接、整体去应力,模具在加工、使用过程中变形少,以此保证产品的形状和尺寸。框架式模具重量轻,框架上安装重型万向轮,在运输、吊装、装配等过程中移动方便,降低了对其他起重设备的依耐性。框架式模具与其他模具相比,成本较低。
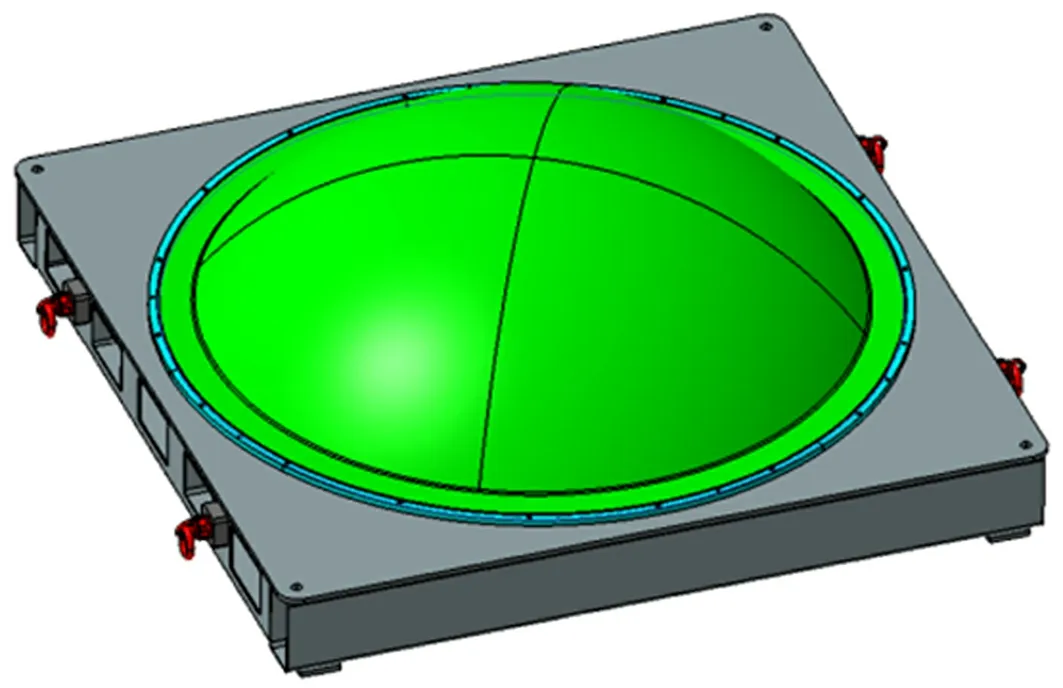
图4 透波墙成型模具示意图
2.4 透波墙成型关键工艺点及控制措施
2.4.1 蜂窝定型
由于透波墙模具曲面较大,因此采用传统的已成型切片芳纶纸蜂窝在模具面一次定型蜂窝难以保证蜂窝与模具的贴合性。控制措施是使用切片芳纶纸蜂窝进行两次定型,保证蜂窝与模具的贴合性。
蜂窝第一次定型采用两整块蜂窝以搭接的形式放置在成型模具上,并根据需要对蜂窝适当地进行修剪和开剪口,剪口为搭接形式,使用压敏胶带进行固定,依次铺放脱模布、有孔隔离膜、透气毡、真空袋膜,然后封装制袋完成初定型。初定型效果如图5所示。
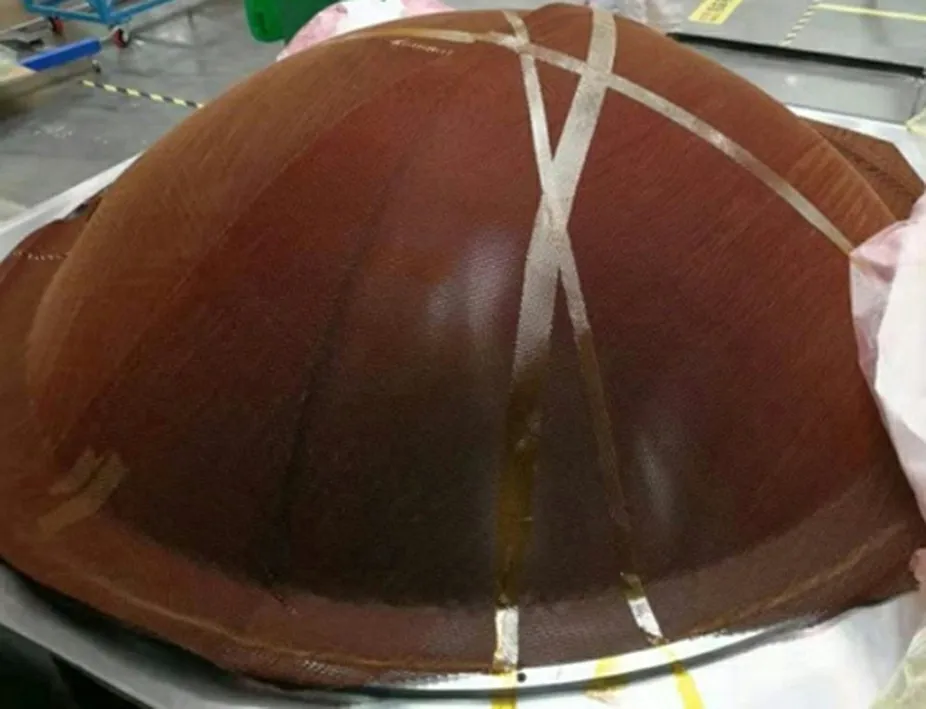
图5 蜂窝第一次定型效果图
蜂窝第二次定型将完成初定型的蜂窝沿初定型的搭接痕迹修剪至拼接状态,使用浸渍氰酸酯树脂的芳纶线对蜂窝拼接处进行缝合,但蜂窝边缘区域需留足余量,待倒角时再做修剪,依次铺放脱模布、有孔隔离膜、透气毡、真空袋膜,然后封装制袋完成第二次定型。经贴膜试验,蜂窝曲面吻合效果很好。第二次定型效果如图6所示。

图6 蜂窝第二次定型效果图
2.4.2 工艺蒙皮成型
为保证透波墙具有良好的表观质量,要求表面光顺,理想情况下外表面质量由阴模保证。但是,该透波墙因结构特点而采用阳模成型,且蒙皮薄,不能通过较多的机械打磨来实现较高的表观质量。因此,通过制造合理的工艺蒙皮,在透波墙成型时辅助成型外表面来实现较好的表观质量。
传统的工艺蒙皮制造方法是在透波墙成型模具上制造一个工艺蒙皮成型模具,该工艺件的外形和厚度与透波墙相同,成型后对该工艺件的外表面进行精确修磨,使其表面光滑;然后将该工艺件放置在透波墙成型模具上一起构成工艺蒙皮的成型模具。这种方法虽然可以很好地保证外蒙皮的尺寸和精度,但是生产周期较长,而且成本高。
控制措施是利用透波墙成型模具使用玻璃纤维/氰酸酯预浸料成型一个工艺蒙皮,其中罩体区域厚度为0.4 mm,法兰区域厚度为1.0 mm,将成型后的工艺蒙皮的罩体和法兰区域修剪开,将罩体工艺蒙皮铺放到外蒙皮上,然后根据需要适当开剪口。
为防止罩体区域各分块工艺蒙皮之间相互干涉,需要对各分块进行精确修配。为避免罩体与法兰边工艺蒙皮的对接处产生胶棱和褶皱,应增加对接缝的宽度,并使用未硫化硅橡胶对对接缝进行填补。
为保证罩体表面光滑,在放置工艺蒙皮后需进行预压实处理。观察预压实情况并据此调整工艺蒙皮各分块之间的间隙,避免相互挤压。确认无挤压现象后,对接缝处使用未硫化硅橡胶进行填补,再封装制袋进行固化。工艺蒙皮拼接铺放效果见图7。
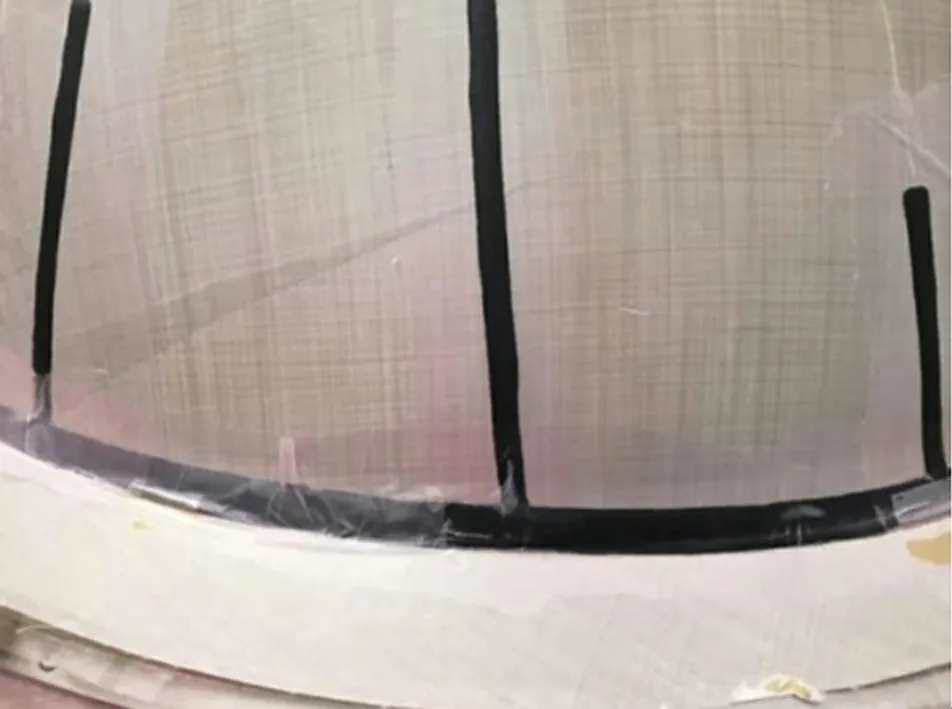
图7 工艺蒙皮拼接铺放效果图
采用工艺蒙皮分块的形式进行拼接,并使用未硫化硅橡胶对对接缝进行填补可以很好地保证透波墙产品的表观质量,不仅提高了产品的型面精度而且可以避免表面缺陷。
2.5 透波墙成型工艺过程质量控制
透波墙的成型工艺过程包括内蒙皮、内蒙皮加强层和第一层蜂窝第一次固化成型,中蒙皮、第二层蜂窝和外蒙皮加强层第二次固化成型,外蒙皮第三次固化成型。
在模具上铺贴内蒙皮,法兰区域铺贴内蒙皮加强层,在罩体透波区域铺贴一层氰酸酯胶膜,铺放第一层定型后的蜂窝,封装制袋进行第一次共固化;在第一层蜂窝上依次铺贴胶膜、中蒙皮、胶膜、第二层定型后的蜂窝和外蒙皮加强层,封装制袋进行第二次共固化;在第二层蜂窝上依次铺贴胶膜、外蒙皮和法兰区牺牲层,封装制袋进行第三次共固化。
为保证透波墙罩体的电性能和较高的表观质量,在工艺成型过程中应注意以下几个方面:
1)第一层和第二层蜂窝铺放时,先将蜂窝靠近模具面的芳纶线修剪掉,然后再按位置要求放置。为保证蜂窝与蒙皮完全贴合,应在铺放完成后进行一次热预压实,热预压实结束后拆除所有芳纶线,并在蜂窝与法兰过渡区域填充发泡胶(图8),用作蜂窝芯材边缘的增强材料,填充效果见图9。
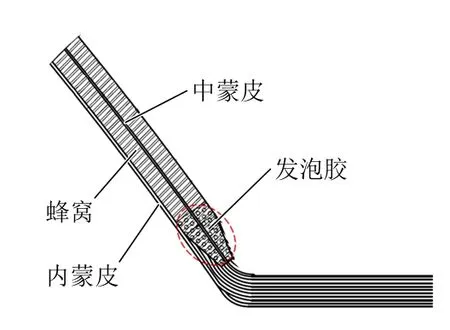
图8 发泡胶填充示意图

图9 发泡胶填充效果图
2)为保证蜂窝底部过渡区域与法兰加强层区域平滑过渡,应在第一次和第二次固化结束后对蜂窝底部过渡区进行仔细修配,过渡区的凸起部分需打磨平整,若存在凹陷,需进行修补使过渡区平整。为保证罩体区域的透波性能,修配后的蜂窝应用真空吸尘器吸掉灰尘和机加碎屑,并用清洁抹布蘸溶剂擦拭以除去蜂窝上的油脂及其他目视可见的污染物。
3)为防止产品拐角区域固化时发生挤压变形,在拐角区域额外多铺贴2层预浸料进行补强。同时在法兰边区域增加几层预浸料作为牺牲层,方便后期通过机械打磨来实现法兰区较高的表观质量。
3 结果与讨论
对成型后的透波墙进行了一系列测试,主要包括轮廓度、外形尺寸、安装孔位、无损检测、表观质量和电性能测试等。
透波墙内、外表面分别使用检测卡板进行轮廓度检测,结果显示透波墙内、外表面与检测卡板贴合良好,外形尺寸满足设计要求,产品无变形。
罩体透波区域和法兰区域分别使用厚度测试仪均匀测量30个点,实测数值均在公差范围内,罩体和法兰区域厚度均匀。安装孔由数控机床加工,实测孔径和孔位满足设计和使用要求。
透波墙采用超声无损检测,罩体透波区域蜂窝与蒙皮无脱粘情况,法兰区域无分层情况。
透波墙拐角区域过渡平滑,内、外表面蒙皮无褶皱、无分层、光滑平整,美观,如图10所示。
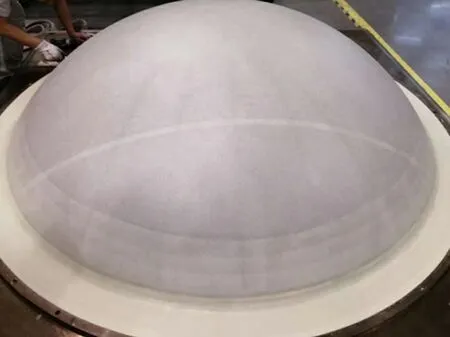
图10 透波墙实物
透波墙等效平板使用矢量网络分析仪分别进行3个频段的测量。结果显示,0.35∼1 GHz频率范围内透波率大于95%,1∼12 GHz频率范围内透波率大于93%,12∼18 GHz频率范围内透波率大于85%,满足结构设计和电性能要求,已投入使用。
4 结束语
本文选用石英氰酸酯预浸料与Nomex芳纶纸蜂窝夹芯材料体系,采用阳模与工艺蒙皮相结合的固化成型方案,蜂窝二次定型并严格控制成型过程关键工艺点,研制出了满足设计要求的宽频带高透波率球冠透波墙。
该球冠透波墙的研制解决了大曲率制件蜂窝拼接和定型的问题,为后续球形天线罩蜂窝夹芯件的成型提供了理论依据和实践经验,已被运用在多个球形天线罩的研制生产上。采用分块工艺蒙皮和未硫化硅橡胶填补对接缝的方法,提高了产品的型面精度而且可以避免表面缺陷,替代成型工艺件后再成型匹配工艺蒙皮的方法,节省了费用和人力,大大降低了成本。
宽频带天线罩的设计理论已经较为成熟,但是实用的宽频带天线罩很少,限制宽频带天线罩广泛应用的主要因素包括天线罩的材料制备和价格、成型工艺等。随着天线罩的使用要求越来越高,天线罩材料的制备、成型工艺的实现等技术成为了宽频带高透波率天线罩研究的重点。