Fracture Behavior and Processing Deformation of C71500 Cupronickel Alloy during Hot Tensile Deformation
2021-06-14GAOXinWUHuibinLIUMingZHANGYuanxiangZHOUXiangdongZHONGYuguo
GAO Xin, WU Huibin, LIU Ming, ZHANG Yuanxiang,ZHOU Xiangdong, ZHONG Yuguo
(1. Institute of Engineering Technology , University of Science and Technology Beijing, Beijing 100083, China; 2. General Research Institute of Nonferrous Metals, Beijing 100088, China; 3. Collaborative Innovation Center of Steel Technology, University of Science and Technology Beijing, Beijing 100083, China; 4. State Key Laboratory for Strength and Vibration of Mechanical Structures, Xi’an Jiaotong University,Xi’an 710049, China; 5. The State Key Lab of Rolling and Automation, Northeastern University ,Shenyang 110819, China; 6. Wuxi Longda Metal Material Co., Ltd, Wuxi 214105, China)
Abstract: The hot tensile deformation properties and microstructure evolution of high purity C71500 cupronickel alloy at 1 023-1 273 K and 0.000 1-0.1 s-1 strain rates were studied by uniaxial hot tensile deformation method. Based on the experimental data, the flow behavior, microstructure and fracture characteristics of the alloy were analyzed after considering the influence of different deformation parameters.The relationship between microstructure and high temperature (T≥1 023 K) plasticity is discussed, and the fracture mechanism is revealed. The relationship between strain rate sensitivity coefficient and stress index and plastic deformation is discussed. The constitutive equation of the alloy is established by Johnson-Cook model.Based on the dynamic material model, the energy dissipation model is established, and Prasad’s instability criterion based on Ziegler’s expected rheological theory is used to predict the unstable region in the processing map. Processing map in hot tensile is analyzed to provide theoretical basis for different processing technology.
Key words: cupronickel; mathematical model; hot tensile deformation; fracture; processing map
1 Introduction
Due to its good corrosion resistance, better mechanical working ability, good ductility, excellent conductivity and thermal conductivity, as well as excellent antifouling performance in sea water,cupronickel alloy is commonly used as engineering materials for the manufacture of ship’s condensing tubes[1], heat exchanger of coastal power plant, tubeline of sea water desalination device and sea water desalination device[2-4].
Zhanget al[5]tested the dynamic mechanical behavior of 7075-T6 aluminum alloy under different strain rate, and obtained the Johnson-Cook constitutive model. Linet al[6]carried out uniaxial tensile test on typical high strength alloy steel. In order to explore the nature of thermoplastic deformation, Caoet al[7]carried out a simulation study on the microstructure and hot tensile deformation of the rolled 9.3Li-1.79Al-1.61Zn alloy. Eftekhariet al[8]carried out tensile tests on AZ31 alloy tubes at different temperatures. Aoet al[9]studied the effect of pulse current on the mechanical properties and microstructure of TC4 titanium alloy through uniaxial tensile test. Reiset al[10]studied the effect of plasma nitriding of maraging steel 300 on mechanical properties at high temperature. Huanget al[11]conducted uniaxial tensile test on Hastelloy C-276 at high temperature and strain rate. However, the exploration of copper alloy hot drawing process is very rare.
At present, most of the literatures[12,13]on hot deformation of cupronickel alloy mainly focus on the hot deformation mechanism through isothermal compression test, but the isothermal compression test cannot reveal the cause of material cracking during deformation. In order to analyze various failure reasons of cupronickel alloy during hot deformation, uniaxial high temperature tensile test was carried out on high purity C71500 cupronickel alloy. The processing map and constitutive relation are established by calculation.The fracture mechanism of the alloy under tension was studied. The influence of different deformation parameters on material structure is analyzed. It can provide theoretical support for the subsequent processing of materials.
2 Experimental
The material used in this study is C71500 cupronickel alloy with low carbon, low oxygen and low sulfur. The chemical composition (wt%): Ni=30.54,Mn=0.93, Fe=0.80, and Cu=bal. The longitudinal cutoff tensile sample of the forged plate is used to process the sample with a diameter of 5 mm, and the specific size refers to ASTM B11. The testing temperatures were in the range of 1 023-1 273 K at an interval of 50 K, while the imposed constant true strain rates were 0.000 1, 0.001, 0.01 and 0.1 s-1repectively. Each specimen was heated to the deformation temperature at a heating rate of 10 K/min and held isothermally for 30 min to make the sample uniformly heated before compression tests. At the set deformation temperature range and strain rate, the fracture and microstructure were observed by optical microscope (OM) and scanning electron microscope (SEM) after deformation.The initial microstructure of the alloy before tensile is a single-phase structure, and the grains contain a part of the twin crystal, shown in Fig.1.
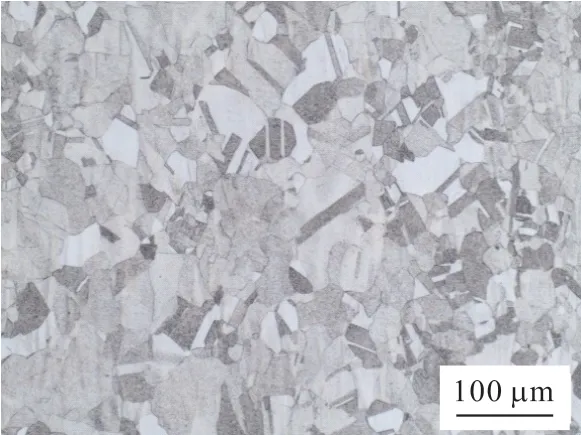
Fig.1 The original microstructure of C71500 copper-nickel alloy
3 Results and discussion
3.1 Hot tensile behaviors
The stress-strain curves at different temperatures are shown in Fig.2. It can be seen that with the increase of deformation rate, the deformation resistance increases at all deformation temperatures. At low strain rates(0.000 1 s-1and 0.001 s-1), there is obvious dynamic recrystallization (DRX), and the stress decreases with the increase of strain . When the strain rate increases to 0.01 s-1, the stress-strain decreases correspondingly. The curve shows that the dynamic recovery (DRV)is the main deformation mechanism, and the stress increases slowly with the increase of the stress . The stress decreases with the increase of deformation rate and temperature. This is because the high deformation temperature increases the thermal activation energy of the alloy, and the low strain rate provides a longer reaction time, which accelerates the dislocation movement and annihilation, thus enhancing the dynamic softening of the alloy and reducing the peak stress.
It can be seen from Fig.3 that the peak stress decreases gradually with the increase of deformation temperature, which is consistent with the change trend of stress. Because the low strain rate provides a long time for energy accumulation, the high deformation temperature increases the thermal activation process of the alloy, and accelerates the dislocation movement and annihilation, thus enhancing the dynamic softening and reducing the peak stress.
With the increase of deformation temperature,the fracture elongation increases, which is mainly due to the increase of slip system and the relatively high deformation at temperature. However, with the increase of strain rate, the fracture elongation firstly increases and then decreases, thus, the change of fracture elongation with strain rate is not monotonous.However, the “ hot ductility trough “ appears at 1 173-1 223 K with the maximum at 1 273 K, and the minimum at 1 173-1 223 K, and this trend changes obviously at 0.1 s-1strain rate. At 1 223 K the elongation is 36.12%, while at 1 273 K the elongation reaches 79.44%, increased by 43.32%. At low deformation rate (0.000 1 s-1), the change trend is unclear. Compared with other temperatures (1 023-1 223 K), 1 273 K has better hot workability. The results show that the deformation and fracture behavior of the alloy can be complexly effected by the strain rate[14].On one hand, more entangled dislocation structures could be induced by increasing the strain rate, which hinders the movement of dislocation, thus the plastic deformation ability of materials is reduced. On other hand, there is sufficient growing and aggregating time for microvoids or microcracks when the strain rate is lower, which leads to severe failure of alloy. Therefore,the mechanism of elongation sensitivity to strain rate is comparatively complex.
As shown in Fig.4, the true tensile stress-true strain curves have similar morphologies under all deformation conditions, then four stages could be observed: elastic deformation, uniform deformation,diffusion necking and local necking stages[15-17]. In the stage of elastic deformation, the stress increases linearly with the increase of strain, and there is no plastic deformation in this stage. With the further increase of strain, the alloy has plastic deformation, resulting in a sharp increase of dislocation, which turns into work hardening phenomenon of material. When the strain continues to increase, because the accumulated energy of deformation gradually increases, it provides enough driving force for dislocation movement, thus driving dislocation to slip and cross slip. In the stage of uniform deformation, the softening mechanisms such as DRV and DRX are initiated, and flow stress increase rate becomes slow or decreases directly. The microvoids and microcracks begin to sprout into material with the further increase of strain. These defects grow and gather gradually with the increase of strain, which leads to strain concentration or necking. The necking region deformation resistance of alloy increases and the local deformation slows down because of the sensitive of the flow stress to strain rate. Thus,the necking is transferred to the weak deformation resistance places. Because of the continuous transfer and diffusion in necking position, the flow stress in the stage of diffusion necking decreases slowly. With the increasing of the deformation amplitudes, more serious internal damage of the specimen appears, and the diffusion of necking no longer continues. Finally,local necking occurs in the local necking stage, and the stress drops rapidly. Therefore, hot tensile deformation is a competitive process of dynamic softening, work hardening, and cavity or crack development[15-17].
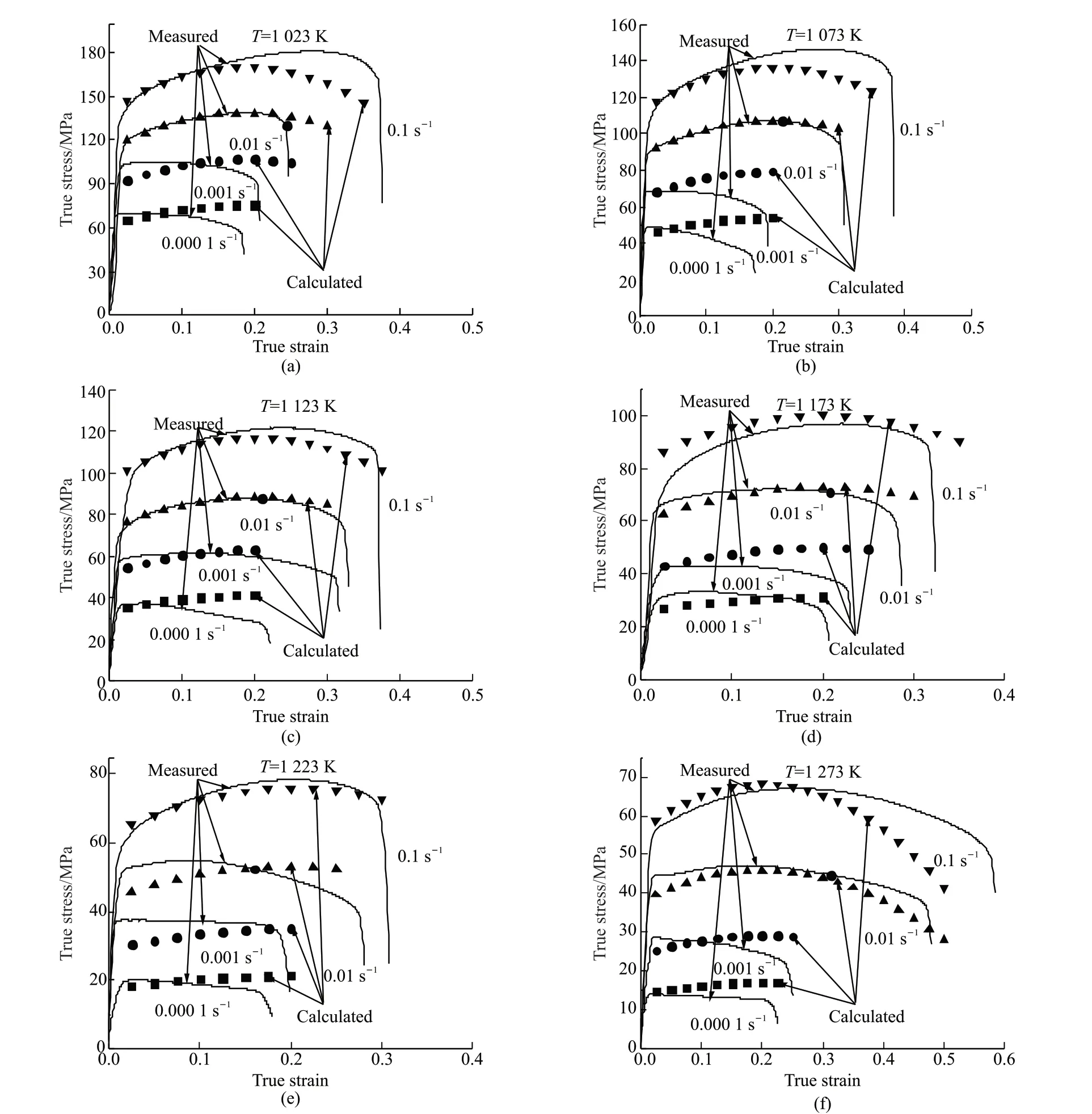
Fig.2 Hot tensile true stress-true strain curves of the C71500 alloy under different temperatures: (a) 1 023 K; (b) 1 073 K; (c) 1 123 K;(d) 1 173 K; (e) 1 223 K and (f) 1 273 K
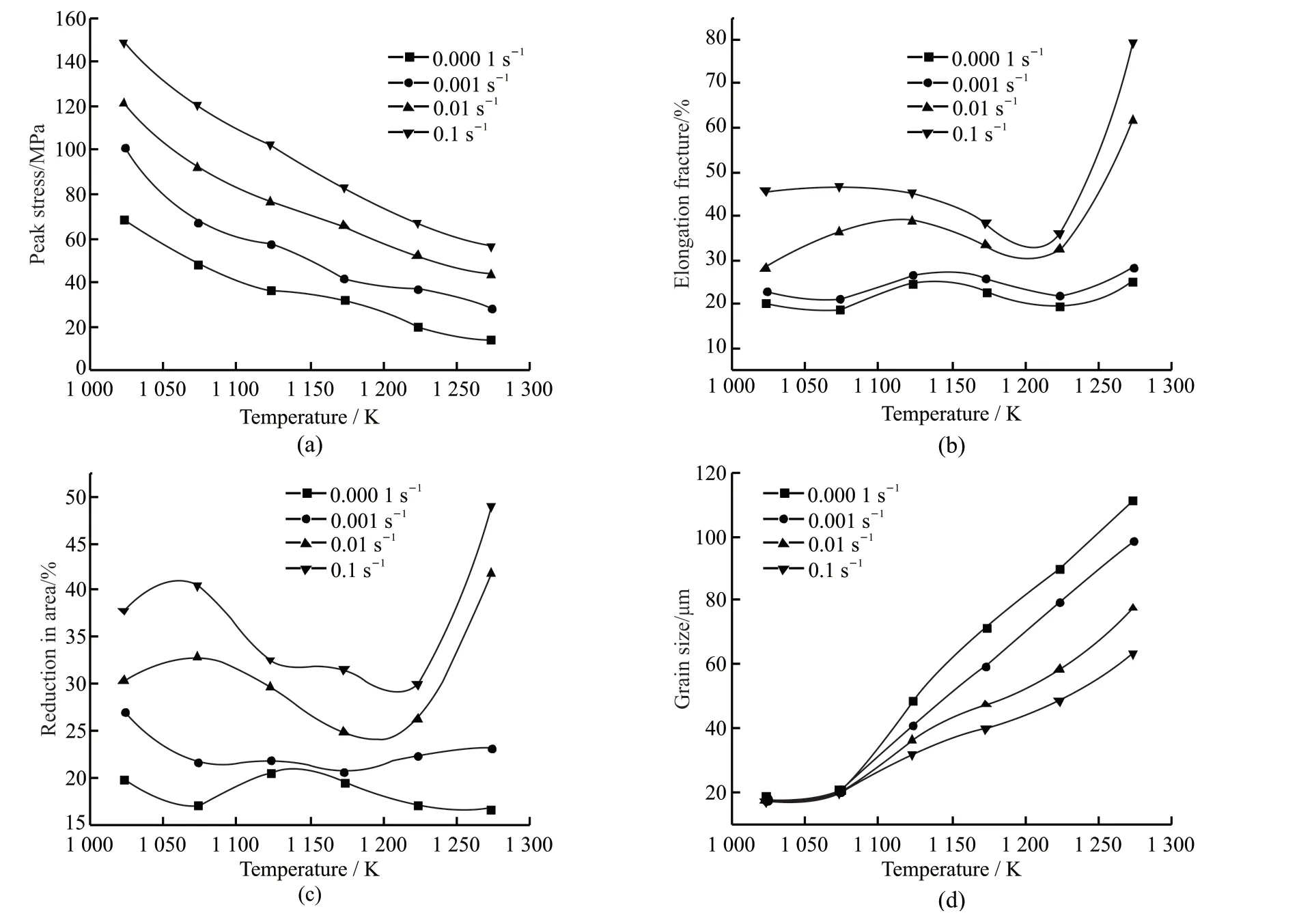
Fig.3 Influence of deformation parameters on stress and strain of C71500 alloy: (a) peak stress; (b) elongation fracture; (c) reduction in area and (d) grain size
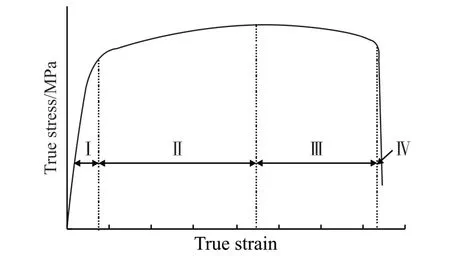
Fig.4 The typical four stages true stress-true strain curve ((I)elastic stage, (II) uniform deformation stage, (III) diffusion necking stage and (IV) localized necking stage)
3.2 Fracture and structure analysis
The SEM fracture morphologies of change rule under the same deformation rate and different deformation temperatures are shown in Fig.5. Under the low deformation temperature, obvious fine recrystallized grains can be seen after fracture, and a large amount of micro voids appear at the fracture.With the increase of deformation temperature, the recrystallized grain size and the micro void size gradually increase, and the number gradually decreases.No tear lip and other fracture morphology could be found at the fracture surface, indicating that the main fracture mechanism is intergranular fracture. The grain size is small, and the increase of grain boundary leads to the increase of the resistance of dislocation movement, which makes the strength of the material increase, while the grain boundary itself is the weak link of the material, and it is easy to crack under the action of stress and high temperature, so the abovementioned laws of elongation and reduction of area appear.
Along the longitudinal direction of the fracture,the metallographic structure was observed under different deformation temperatures at the deformation rate of 0.000 1 s-1, as shown in Fig.6. It can be clearly seen that with the increase of deformation temperature,the grain size gradually increases, and this difference becomes more and more obvious with the increase of deformation temperature. The driving energy of DRX nucleation and growth at high temperature increases, too much energy at high temperature drives the rapid growth of recrystallized grains after the completion of recrystallization, which makes the grain growth obviously[18]. At 1 023 K temperature,because the temperature is too low, the driving force of recrystallization nucleation is insufficient, so there is a certain mixed crystal phenomenon in the grain structure. At low deformation rate, with the increase of recrystallization time, the time of grain preparation and growth is also longer, which makes the grain size relatively larger.

Fig.5 The SEM morphologies of the fracture face under various temperatures: (a) 1 023 K/0.000 1 s-1; (b) 1 073 K/0.000 1 s-1; (c) 1 123 K/0.000 1 s-1; (d) 1 173 K/0.000 1 s-1; (e) 1 223 K/0.000 1 s-1 and (f) 1 273 K/0.000 1 s-1
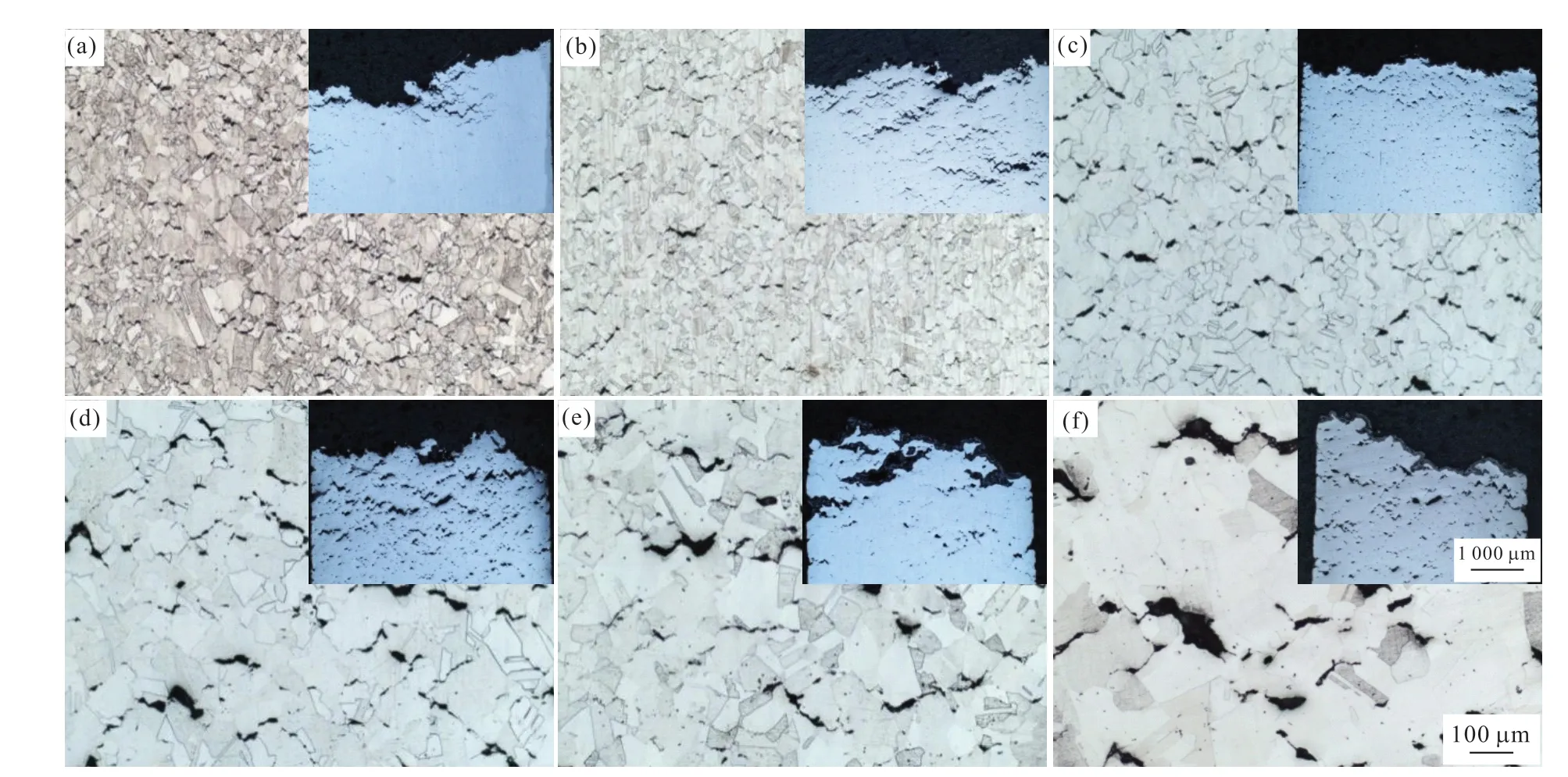
Fig.6 The optical microstructures of the fracture face under various temperatures: (a) 1 023 K/0.000 1 s-1; (b) 1 073 K/0.000 1 s-1; (c) 1 123 K/0.000 1 s-1; (d) 1 173 K/0.000 1 s-1; (e) 1 223 K/0.000 1 s-1 and (f) 1 273 K/0.000 1 s-1
At the deformation temperature of 1 123 K, with the increase of deformation rate, it can be seen from Fig.7 that the reduction of area gradually increases,indicating that the plasticity of the material is better.Under the action of tensile stress, the grain boundary perpendicular to the direction of tensile stress becomes a weak area, in the process of hot deformation, with the increase of deformation, and the slip system in the microstructure starts, which hinders the dislocation slip at the grain boundary, making it easy to produce microvoids, especially in the trident area of grain boundary.Two or more micro-voids diffuse and connect together along the grain boundary, forming a gap aggregation,and the accumulated gap continues to deform in the subsequent tensile process, thus forming a hole, and the hole grows one by one step by step. More big holes are connected until the specimen breaks. It can be concluded that in the pure cupronickel alloy, the crack source without inclusions is the trident region of grain boundary, where the binding force is the weakest.At high strain rate, because the deformation time is short and the grain size is small, the micro-voids are dispersed and are not easy to combine with each other to form large holes, so the plasticity is relatively high.
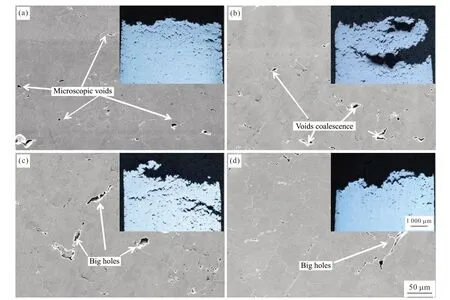
Fig.7 The SEM of the fracture face under various temperatures: (a) 1 123 K/0.000 1 s-1; (b) 1 123 K/0.001 s-1; (c) 1 123 K/0.01 s-1; (d) 1 123 K/0.1 s
3.3 Analysis of constitutive equation
The Johnson-Cook model[18]can be expressed as:

where σ is the equivalent flow stress (MPa), ε is the equivalent plastic strain, at reference temperature and reference strain rate,the yield stressAis 128.717 9 MPa, the coefficient of strain hardeningBand the strain hardening exponentncan be derived from Eq.(1)as 134.344 8 MPa and 0.595 28 MPa:

Candmare the material constants which represent the coefficient of strain rate hardening and thermal softening exponent, respectively;is the dimensionless strain rate (is the strain rate, whileis the reference strain rate, 0.1 s-1), andT*is the homologous temperature and expressed asT*=(T-Tr)/(Tm-Tr). Here,Tis the absolute temperature,Tmis the melting temperature, 1 468.7 K, andTris the reference temperature, 1 023 K.
WhenT*=0, without considering flow softening term, Eq.(1) can be indicated as follows:
Then,Ccan be evaluated as 0.661 84 by linear fitting. Here, the average fitting line is given, as shown in Fig.8(a).
When the strain rate is 0.1 s-1, Eq.(1) can be expressed as follows:

Fig.8(b) shows fitting results of ln[1-σ/(A+Bεn)]and lnT*. The material parameter can be evaluated as 0.284 68 by linear fitting method.
Then the constitutive equation based on Johnson-Cook can be obtained as follows:

The calculation results refer to the corresponding curve in Fig.2. It can be seen that the calculated results are basically consistent with the measured results,which indicates that the constitutive model can be used to simulate the hot deformation behavior of cupronickel alloy C71500 alloy at high temperature.
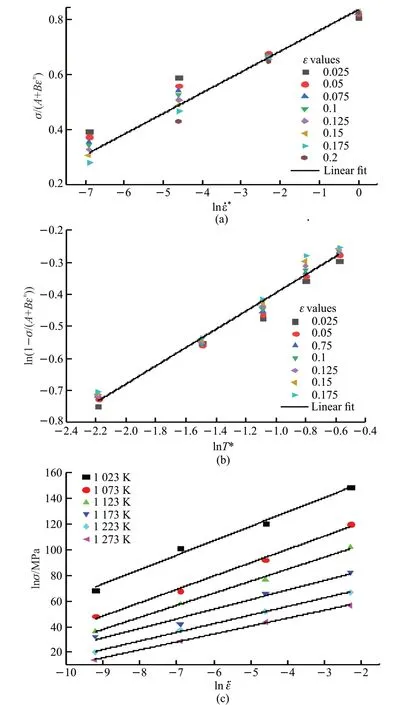
Fig.8 Relation curve of different parameter opinions: (a) σ/(A+Bεn) and ln; (b) ln[1-σ/(A+Bεn)] and lnT*; (c) lnσ and ln
3.4 Processing map
In the theory of dynamic material model (DMM)[19-21],the total powerPabsorbed by the system consists of two relatively complementary parts,Gthe energy dissipation during plastic deformation, most of which is converted into heat during deformation, andJthe energy dissipation during microstructure deformation,such as DRV, DRX and material damage:

In general, the transfer and diffusion capacity of necking can be reflected by the strain rate sensitivity coefficientm[15-17]. The sensitivity coefficient of strain rate can be calculated by the slope of lnσ-lnε. When the strain and deformation temperature are constant,the strain rate sensitivity indexmcan be expressed by the plastic deformation dissipationGand the structure evolution dissipationJ,i e, the change rate as follows[22,23]:

The change of flow stress with strain rate can be reflected by the sensitivity coefficient of strain ratemunder given strain and deformation temperature. The strain concentration and local strain rate increase in the diffusion necking stage. The deformation resistance increases and the local deformation decreases when the strain rate sensitivity coefficient is positive. Then, the necking is transferred to the section of the alloy where the deformation resistance is weak. The uniform and stable plastic deformation relies on the the transfer and diffusion of necking, which increases with the increase of strain rate sensitivity coefficient.

Table 1 Stress indexs at different temperatures
Fig.8(c) shows the effect of deformation parameters on the sensitivity coefficient of the rate of change. It can be seen from Fig.9 that when the deformation temperature is 1 023 K, the strain rate sensitivity coefficient is the highest, which indicates that the necking diffusion ability can be enhanced by low deformation temperature. In general, the necking transmission and diffusion performance of the alloy is greatly effected by the uniform and stable plastic deformation process[24]. In addition, the stress indexn(n=1/m) can be widely used to characterize the deformation mechanism of materials. It can be seen that with the increase of deformation temperature,the strain rate sensitivity coefficient of the material decreases gradually, and the stress index increases gradually, indicating that the deformation uniformity becomes worse at high deformation temperature.
Linear dissipation of ideals is as follows:m=1,energy dissipation efficiency factor η is dimensionless constant[25]. It reflects the relationship between the energy consumed by the evolution of the internal structure and the energy consumed by the ideal linear state when the material undergoes thermal deformation. It can be seen from Formulas (6) and (7):
According to the principle of DMM, the criterion of rheological instability can be obtained as follows:
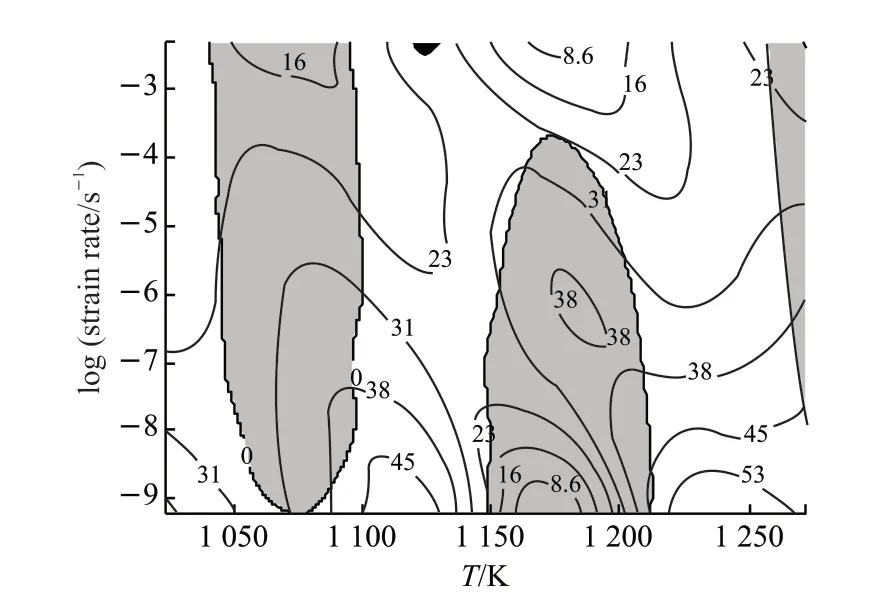
Fig.9 Processing diagram under different states
Fig.9 is the processing diagram calculated by the above formula. It can be seen that the suitable interval for hot processing is strip distribution, which is consistent with the results of the plastic curves in Fig.3(b) and Fig.3(c). There are “hot ductility trough”in the deformation temperature of 1 040.68-1 101.28 K and 1 149.26-1 217.44 K that cannot be processed.It can be seen in the figure that the peak value of the power dissipation diagram in the stretched state reaches 60.156 6.
4 Conclusions
a) There are two softening states in the high temperature tensile state of cupronickel alloy C71500.DRX is dominant in low strain rate and DRV is dominant in high strain rate. There are “hot ductility trough” in the deformation temperature of 1 040.68-1 101.28 K and 1 149.26-1 217.44 K, which are not suitable for thermal deformation.
b) In the high-temperature tensile fracture of cupronickel alloy C71500, the main fracture is along the crystal, and the trident region of grain boundary perpendicular to the tensile stress direction is most likely to produce micro voids. Many micro voids form big holes, and continue to deform in the subsequent tensile process, thus forming voids until the specimen fracture.
c) The Johnson-Cook model can be used to fit the flow stress of cupronickel alloy C71500, which indicates that the constitutive model can be used to simulate the hot deformation behavior of cupronickel alloy C71500 alloy at high temperature.
d) The processing map of cupronickel alloy C71500 shows that at high deformation temperature,the deformation uniformity becomes poor, and the hot tensile deformation is mainly affected by temperature.
杂志排行

Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Effect of Nano Silver Modification on the Dielectric Properties of Ag@TiO2/PVDF Composites
- Preparation and Photocatalytic Performance of Double-Shelled Hollow W18O49@C3N4@Ti3C2 Microspheres
- Effects of Cracks on the Mass Transfer of Polymer Electrolyte Membrane Fuel Cell with High Performance Membrane Electrode Assembly
- Refinement of TiB2 Powders with High-speed Planetary Mill and Its Effect on TiB2 Sinterability
- Fabrication of Ordered Meso-macroporous HPW/TiO2 Catalyst for Efficient Heterogeneous Oxidative Desulfurization
- The Preparation of Porous Activated Slag Granules/TiO2 Photocatalyst and Its De-NOx Performance