Refinement of TiB2 Powders with High-speed Planetary Mill and Its Effect on TiB2 Sinterability
2021-06-14HUANGQiweiAIRuomengBAIWenhuiHEQianglongWANGAiyangHULanxinWANGWeimin
HUANG Qiwei, AI Ruomeng, BAI Wenhui, HE Qianglong, WANG Aiyang,HU Lanxin, WANG Weimin
(The State Key Laboratory of Advanced Technology for Materials Synthesis and Processing, Wuhan University of Technology, Wuhan 430070, China)
Abstract: Titanium diboride ceramic was produced via spark plasma sintering (SPS) using finer TiB2 powder made by high-speed planetary ball milling. The effects of ball milling parameters on the composites and particle size of TiB2 powder were investigated. It was shown that the average particle size of TiB2 powder decreased from 5.8 to 1.59 μm and the wear rate of WC balls was 1.58 wt%, when the ball-to-powder weight ratio (BPR), the rotary speed and milling time and were 10:1, 600 rpm and 20 min, respectively.The content of WC in TiB2 powder can be limited below 4.58 vol% by optimizing the milling conditions. The sintering temperature of TiB2 powder milled can be decreased obviously, and the mechanical properties are evidently improved and the microstructure becomes more homogeneous when the powder of TiB2 becomes finer. The relative density, hardness, bending strength, and fracture toughness of the TiB2 ceramic fabricated at 1 700℃ reach the optimal values, which are 98.13%, 19.14 GPa, 756 MPa, and 5.71 MPa·m1/2, respectively. The decrease of TiB2 particle size and the introduction of WC are the potential reasons for the improvement of TiB2 ceramic performance.
Key words: TiB2 ceramic; high-speed planetary ball mill; particle size; WC; mechanical property
1 Introduction
TiB2ceramics have been used widely as cutting tools, wear-resistant parts, armour materials, crucible and molten electrolytic aluminum electrode materials because of its high melting point, high hardness, low density, high wear and corrosion resistance, elastic modulus, good thermal, electrical conductivity and chemical stability[1-3]. However, it is very difficult to fabricate fully dense TiB2ceramics. On the one hand, TiB2is a compound with both ionic bond and covalent bonds so that it demands very high sintering temperature for its densification. Einarsrudet alfabricated TiB2ceramics via pressureless sintering at 2 200 ℃ and the density of sintered materials was not more than 95% T.D[4]. On the other hand, TiB2has a low crystalline boundary diffusion coefficient, which causes the slow densification speed and long sintering time[5].So the applications of TiB2ceramics as advanced engineering ceramics are rather limited.
Researchers pay more attention to how to obtain dense TiB2ceramics. It is a common understanding that the finer the particles in the ceramic’s starting powder,the greater its sinterability[6]. In practical application,a common method to promote ceramic densification is to refine the ceramic’s starting powder by some type of mechanical milling[7]. Generally, conventional ballmilling or attrition milling is used to refine powder.However, the traditional ball-milling techniques usually take a long time and produce green compacts with poor homogeneity[8,9]. High-speed planetary ball milling has been an effective physical technique used to refine ceramic particles. Compared with general ball milling, high-speed planetary ball milling is an efficient process to produce high homogeneous microstructure and to improve the mechanical properties of sintered ceramics[8]. During the high-speed planetary milling process, the grinding media are accelerated to much larger velocities than those achieved in traditional ball milling. These large velocities provide a high transfer of kinetic energy from the balls to the sample, resulting in the production of very fine powders[10].
In this paper, a high-speed planetary ball milling process was used to refine the TiB2powder. The underlying motivation was to elucidate the milling process parameters that would lead to effective TiB2refining. Subsequently, spark plasma sintering was used to fabricate TiB2ceramics to investigate the influence of high-speed planetary milling on the sinterability of TiB2.
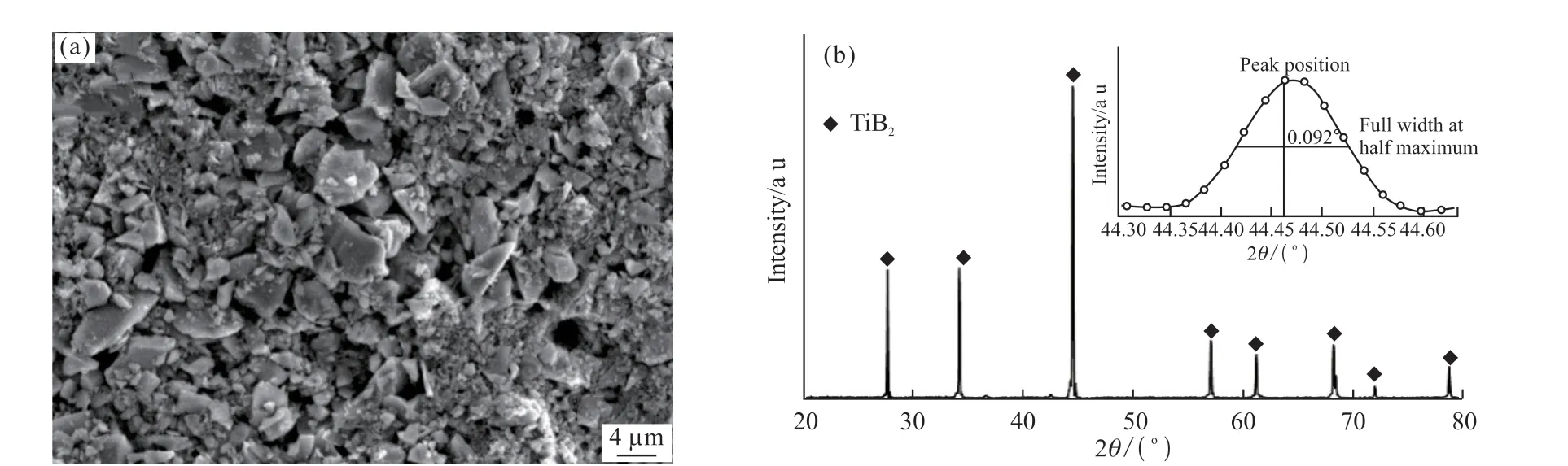
Fig.1 (a) SEM image and (b) XRD pattern of the raw material
2 Experimental
Commercially available TiB2powder (D50= 5.8 μm, Dandong Chemical Research Institute Co., Ltd.,Dandong, China) was used as the raw material. Fig.1(a)shows the morphologies of the raw material. The TiB2powder shows irregular polygons without sharp edges.Fig.1(b) shows the XRD pattern of the raw powder.There is only one phase of TiB2. The full width at half maximum of the strongest peak was 0.092°.
High-speed planetary ball milling method (Fritsch Pulverisette 7) using an 80 cm3tungsten carbide vial charged with 60 g of 3 mm diameter tungsten carbide(containing 6% Co, for the sake of convenience in writing, it is written as WC in this paper) balls was used to refine TiB2powder. Firstly, the ball-to-powder weight ratio (BPR) was set at 10:1 in the experiment and the rotary speed was set at 1 000, 800, 600, and 400 rpm, respectively. The milling was carried out for 0-30 minutes. Secondly, the rotary speed was set at 600 rpm and the BPR was set at 15:1, 10:1, 6:1, respectively.The milling was carried out for 0-30 minutes. 20 mL of ethanol was poured into tungsten carbide vial in milling process. The slurries were dried in a vacuum drying chamber (DZF-6050, Shanghai Jinghong Laboratory Equipment Co. Ltd., China) at 60 °C for 48 h. Subsequently, the as-received powders mixtures were sieved through a 200-mesh sieve to minimize the powder agglomeration. The wear rate of WC balls was determined by the weight differences of the WC balls before and after milling.
The prepared TiB2powders were poured into a cylindrical graphite die with an inner diameter of 30 mm. The samples were sintered in SPS at the temperature of 1 700 ℃ under a uniaxial pressure of 50 MPa. The heating rates were 100 ℃/min from room temperature to 1 700 ℃ in an argon atmosphere.The holding time of temperature was 5 minutes.Subsequently, the applied mechanical pressure was removed and the heating was stopped to allow the sample to cool down to room temperature.
The phase composition was characterized using X-ray diffraction (XRD, Rigaku Ultima III, Japan)with Cu-Kα radiation. The microstructures were observed using a scanning electron microscope (SEM,Hitachi3400, Japan). The particle size distributions and the specific surface areas were measured using a laser particle analyzer (Mastersizer2000, UK). The final bulk density of the sintered samples was measured using the Archimedes method with distilled water as the immersion medium. The specimens were ground,polished to mirror finish. The flexural strength was measured via the three-point bending test on specimens(2 mm×3 mm× 18 mm) with a span of 16 mm and a loading rate of 0.5 mm/min with a ceramic test system(MTS810, MTS, USA). The fracture toughness was measured using the single-edge notched beam method on specimens (2 mm×3 mm×18 mm, notch width =3 mm, notch depth=1 mm) with a span of 16 mm and a loading rate of 0.05 mm/min with the same ceramic test system (MTS810, MTS, USA). The hardness of the TiB2ceramic was measured using a Vickers hardness tester (430SVD, Wolpert, USA) with the applied load of 3 kg for a dwelling time of 15 s on a polished surface.
3 Results and discussion
3.1 Effect of ball milling parameters on powder’s features
Fig.2 shows the average particle size (D50) and wear rate with different ball milling time when the BPR is 10:1. It can be seen from Fig.2(a) that the average particle size of TiB2powder decreased with the increase of milling time at any rotary speed. Meanwhile, the particle size decreased sharply at the initial stage of ball milling, and decreased gradually with the increase of ball milling time, and finally tended to be stable.This phenomenon was consistent with other report[11].When the milling time was the same, the larger the milling speed was, the faster the average particle size at the initial stage of ball milling decreased. It can be seen from Fig.2(b) that the wear rate of WC balls increased linearly with milling time at any rotary speed. Also, the higher the rotary speed was, the higher the wear rate of WC ball was. WC can promote the sintering of TiB2[12].However, due to the high density of WC (14.9 g/cm3),the high content of WC will damage the lightweight characteristic of TiB2ceramic. Therefore, the content of WC is expected to be low in this study. Based on the changes of the average particle size of TiB2powder and wear rate with rotary speed and milling time, the optimal rotary speed and milling time were 600 rpm and 20 min, respectively. With this understanding, the average particle size of TiB2powders decreased from 5.8 to 1.59 μm and the wear rate of WC ball was 1.58wt%, meanwhile the content of WC in the powder was 4.58 vol%.
Fig.3 shows the average particle size (D50) and wear rate with different ball milling time when the rotary speed is 600 rpm. It can be observed from Fig.3(a) that the average particle size of TiB2powder decreased with milling time at any BPR. Compared with 6:1, when the BPR was 10:1 and 15:1, the average particle size of TiB2powder decreased faster. At the same time, the average particle size of TiB2powder was smaller when the milling time exceeded 20 minutes.However, the difference in average particle size of TiB2powder was not significant when the BPR was 10:1 and 15:1. It can be observed from Fig.3(b) that the wear rate of WC ball was higher when the BPR was 6:1 compared with the BPR of 10:1 and 15:1. There is no significant difference in wear rate between the BPR of 10:1 and 15:1. However, when the BPR was 15:1,the output of ball milling powder was less than 10:1.Therefore, the optimal BPR was 10:1. So the optimal rotary speed, ball-to-powder ratio and milling time were 600 rpm, 10:1 and 20 min, respectively.
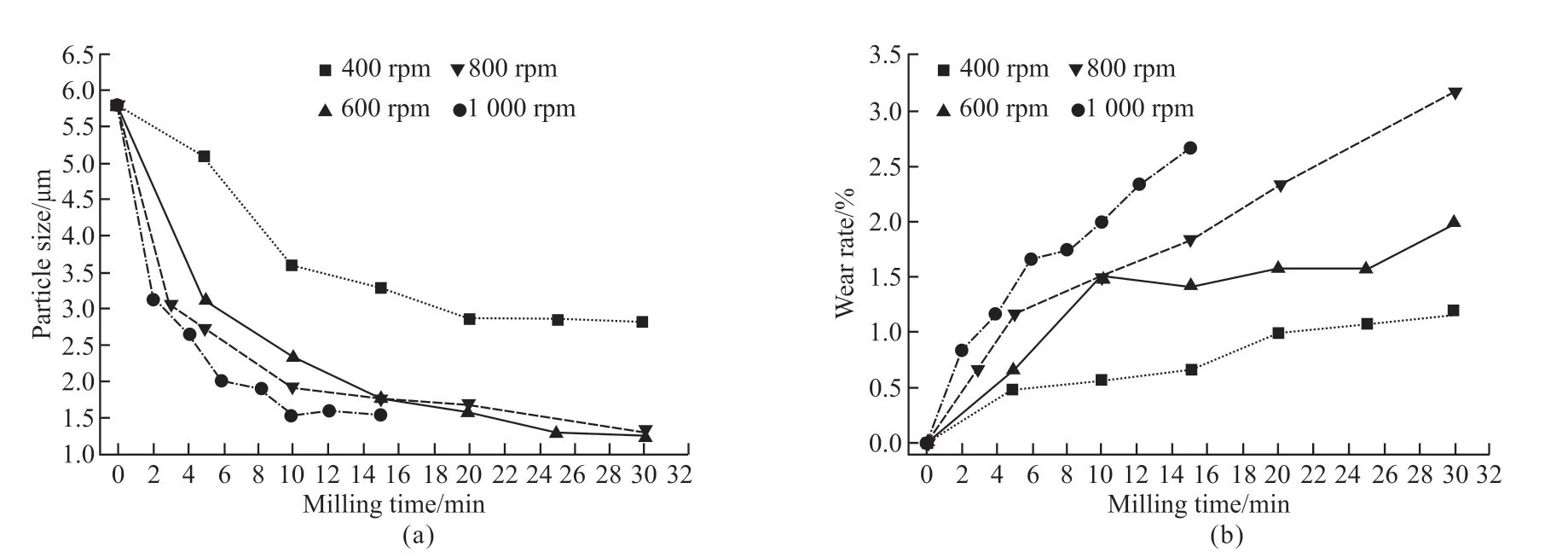
Fig.2 The average particle size (D50) and wear rate with different ball milling time when the BPR is 10:1

Fig.3 The average particle size (D50) and wear rate with different ball milling time when the rotary speed is 600 rpm
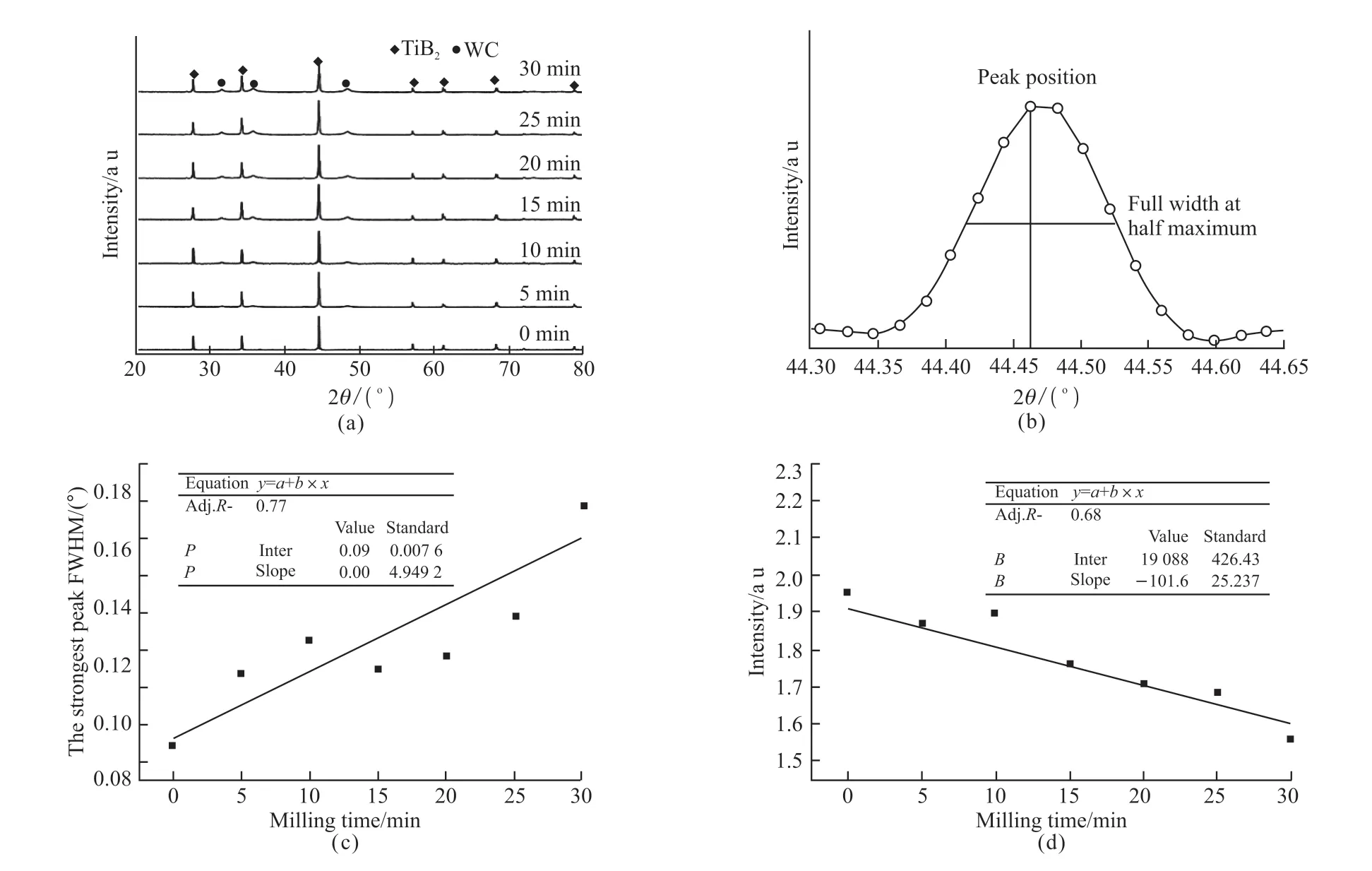
Fig.4 (a) XRD pattern of TiB2 powder subjected to high-speed planetary ball milling with different milling time at10:1 and 600 rpm; (b)Showing the 101 peak of TiB2; (c) Variation of the full-width at half maximum with the milling time; (d) Variation of absolute intensity of the strongest peak of TiB2 with milling time

Fig.5 (a)-(g) SEM images of the TiB2 powder subjected to high-speed planetary ball milling with different milling time at10:1 and 600 rpm; (h)BSE image of the TiB2 powder subjected to high-speed planetary ball milling with 20 min at 10:1 and 600 rpm
Fig.4(a) shows the XRD patterns of the TiB2powder subjected to high-speed planetary ball milling with different milling time at 10:1 and 600 rpm.Compared to the XRD pattern in Fig. 1(b), the XRD patterns in Fig.4(a) exhibited WC peaks. This reflected the contamination from the wear of the WC balls.The TiB2peaks were broadened. It was quantified by measuring the full-width at half maximum for the 101 peak of TiB2as a function of the milling time, and an example of which is presented in Fig.4(b). The results are shown in Fig.4(c). It can be seen that the fullwidth at half maximum increases with the milling time increasing. Fig.4(d) shows that the absolute intensity of the strongest peak of TiB2decreases with the milling time increase. This is because the TiB2powder was broken in the high-speed planetary ball milling process,resulting in refinement of the powder crystallite size[13,14]. At the same time, it also leaded to lattice distortion and introduces defects[7].
Fig.5 shows selected sequences of representative SEM images of the TiB2powder subjected to highspeed planetary ball milling with different milling time at the optimal rotary speed and BPR. It can be seen in Fig.5(a)-(g) that a few large TiB2particles exist in the powder prior to ball milling treatment. After 5 min of milling, the large particle sizes are obviously refined by brittle fracture. As the milling time increases to 20 min and above, the large particles are gradually broken and almost gone. The powder is uniform without agglomeration. It can be seen in Fig. 5(h) that the white impurity uniformly distributed in the TiB2matrix. The white phase is caused by the introducing of WC.
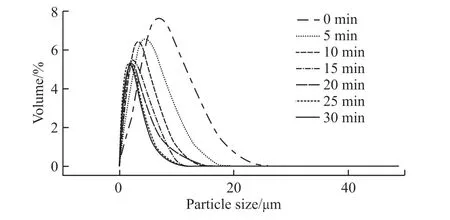
Fig.6 The corresponding particle size distribution of the TiB2 powder
Fig.6 shows the corresponding particle size distribution of the TiB2powder subjected to high-speed planetary ball milling with different milling time at 600 rpm and 10:1. It shows that the particles size of TiB2powder gradually shifted to the direction of small particles size and the particle size distribution area of the TiB2powders becomes narrower.
3.2 Effect of high-speed planetary ball milling on TiB2 sinterability
Fig.7 shows the XRD pattern of sintered specimen using ball-milled TiB2powder as raw material under the optimal milling conditions. It can be seen that the crystal phases are composed of TiB2, TiC, W2CoB2, and the following reaction[15]took place:

The crystal phase of Co2B was not detected in the XRD pattern. The reason may be that the content of Co is low, so the chemical reaction product content of Co in Reaction (1) is also low. However, the relative molecular weight of W2CoB2is 185, and the relative molecular weight of Co2B is only 59. Compared with W2CoB2, the mass fraction of Co2B in the product is small, so it cannot be detected. It could also be because Co2B dissoluted into W2CoB2after reaction with TiB2[16].
Fig.8 shows the SEM images of the polished surfaces of TiB2ceramic (1 700 ℃ for 5 min under 50 MPa). The differences in microstructural are obvious,in terms of both residual porosity and grain size.As shown in Fig.8(a), the TiB2ceramic which was prepared from the unmilled TiB2powder has a lot of interface pores and has the large grain size. As shown in Fig.8(b), the TiB2ceramic which was prepared from the milled TiB2powder has a finer microstructure and a more homogeneous phase distribution[14]. There are almost no pores on the surface of ceramics.
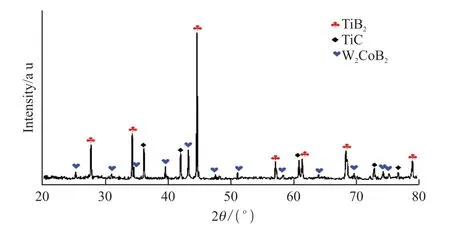
Fig.7 XRD pattern of TiB2 ceramic
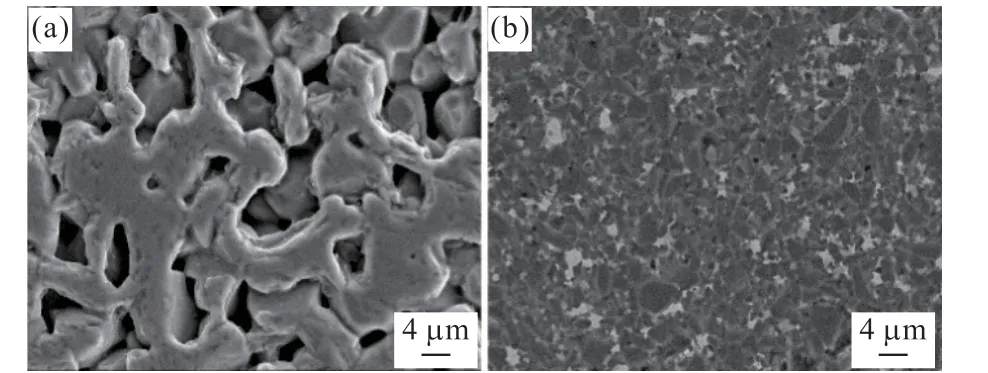
Fig.8 SEM images of the polished surfaces: (a) unmilled; (b)milled
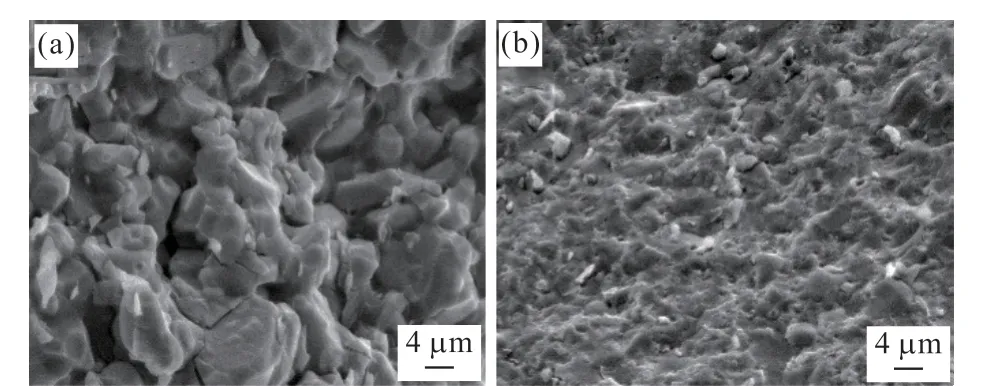
Fig.9 Representative SEM images of the fracture surface of TiB2 ceramics using unmilled(a) and milled(b) TiB2 powders
Fig.9 shows the SEM images of the fracture surface of TiB2ceramics (1 700 ℃ for 5 min under 50 MPa) using unmilled and milled TiB2powders.As shown in Fig.9(a), the porosity between grains is obvious, the densification process has not yet started and the ceramic particles are packed tightly, when the unmilled TiB2is sintered at 1 700 ℃. As shown in Fig.9(b), the ceramics are relatively dense and the grain size is small when the milled TiB2is sintered at 1 700 ℃.The process of high-speed planetary ball milling results in the grain refinement and improving the surface energy of TiB2powder. Many structural defects or disorders such as dislocations, stacking faults, twin faults may be introduced during high-speed planetary ball milling[17].In addition, WC introduced by ball milling can promote the sintering of TiB2ceramic[12,18,19]. Therefore, the dense ceramic is more easily obtained by sintering milled TiB2powder under the same conditions.
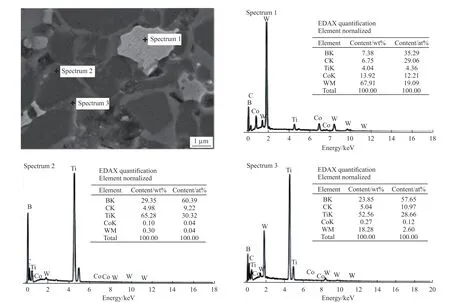
Fig.10 The energy spectrum analysis of TiB2 ceramic
Fig.10 shows the energy spectrum analyses of TiB2ceramic. Fig.10(a) showed SEM photographs of polished surfaces of TiB2ceramic. It can be seen that the ceramic is composed of white phase, black phase and gray phase. The gray phase surrounds the black phase to form a core-shell structures[20].Spectrum1,2 and 3 correspond to the energy spectrum analysis of the white, black and grey phase respectively. The analysis of EDAX displayed that the atomic proportion of W,Co and B was about 2:1:2 in spectrum1 and confirmed by XRD that these phases were W2CoB2.There were some TiC and Co2B existed in these white phases[12].The analysis of EDAX displayed that the content of Ti and B was more than 90 wt% and the atomic proportion of Ti and B was about 1:2 for the dark phases in spectrum2 and XRD confirmed that these phases were TiB2. This indicates that the core of the core-shell structure is TiB2. The EDAX analysis of grey phase also displayed that the content of Ti, B and W was more than 90 wt%, which means that the grey phase should be (Ti, W)B2solid solution[12]. A small amount of W ions dissolved into the TiB2lattice to form (Ti, W)B2solid solution. Therefore, the main component of the shell in the core-shell structure is (Ti, W) B2solid solution.
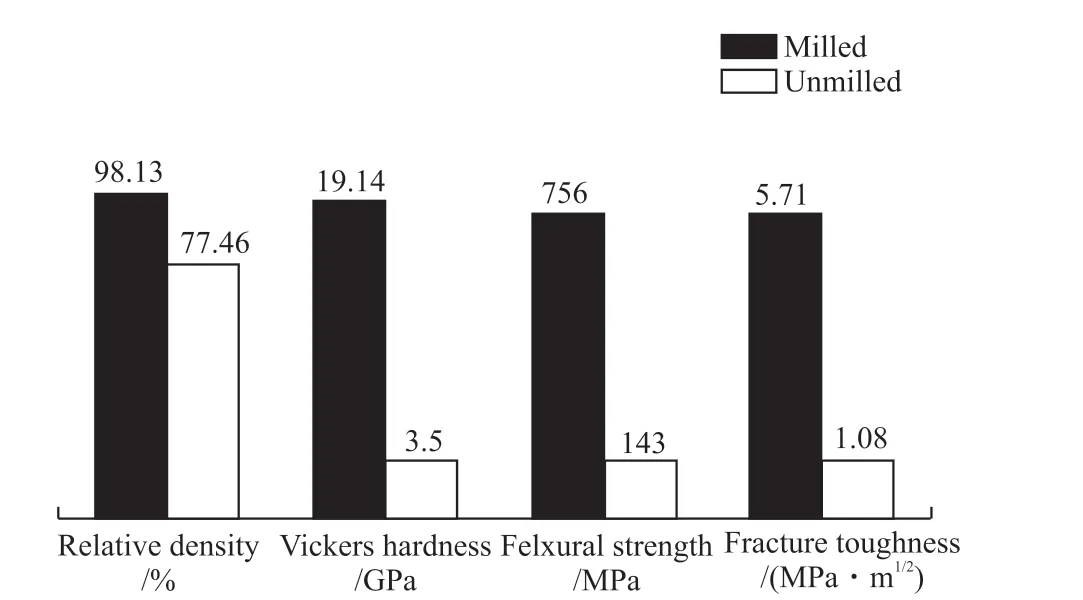
Fig.11 Comparison of density and mechanical properties of TiB2 ceramics sintered at 1 700 ℃ using unmilled and milled TiB2 powders
Fig.11 shows the relative density and mechanical properties of TiB2ceramics prepared by unmilled and milled TiB2powders, respectively. As shown in Fig.11,the relative density and mechanical properties of the TiB2ceramics using milled TiB2powder are superior to the ceramics using unmilled TiB2powder. TiB2ceramics with a density 98.13%, Vickers hardness of 19.14 GPa, flexure strength of 756 MPa, and fracture toughness of 5.71 MPa·m1/2were achieved by highspeed planetary ball milling. The improved mechanical properties of TiB2ceramic prepared from milled TiB2powder attributes to the improvements in the microstructural homogenization and relative density[8].
4 Conclusions
We have investigated the refinement of TiB2powder by high-speed planetary ball milling. By comparing the morphology of powder, TiB2particle size distribution and the wear rate of WC ball under different ball milling conditions, we finally concluded that the optimal rotary speed, BPR and milling time are 600 rpm, 10:1 and 20 min, respectively. At this milling parameters, the average particle size of TiB2decreased from 5.8 to 1.59 μm and the wear rate of WC ball was 1.58 wt%,meanwhile the content of WC in the TiB2powder was 4.58 vol%, and the particle distribution is relatively uniform. TiB2ceramic have excellent properties by SPS sintering at 1 700 ℃ using TiB2powder subjected to high-speed planetary ball milling. The typical values of relative density, hardness,bending strength, and fracture toughness of the composites reached 98.13%, 19.14 GPa, 756 MPa and 5.71 MPa·m1/2, respectively. It is much higher than that of TiB2ceramic using unmilling TiB2powder under the same sintering conditions. It is also proved that highspeed planetary ball milling effectively refine TiB2powder under the optimal parameters of ball milling,which leads to lattice distortion and increase of defects,thus improving the sintering activity.
杂志排行

Journal of Wuhan University of Technology(Materials Science Edition)的其它文章
- Effect of Nano Silver Modification on the Dielectric Properties of Ag@TiO2/PVDF Composites
- Preparation and Photocatalytic Performance of Double-Shelled Hollow W18O49@C3N4@Ti3C2 Microspheres
- Effects of Cracks on the Mass Transfer of Polymer Electrolyte Membrane Fuel Cell with High Performance Membrane Electrode Assembly
- Fabrication of Ordered Meso-macroporous HPW/TiO2 Catalyst for Efficient Heterogeneous Oxidative Desulfurization
- The Preparation of Porous Activated Slag Granules/TiO2 Photocatalyst and Its De-NOx Performance
- Effects of Magnetization on Thermoelectric Transport Properties of CoSb3 Material