热障涂层失效机制及其清洗技术研究进展
2021-06-02郑海忠曹新鹏耿永祥
郑海忠, 曹新鹏, 耿永祥
(南昌航空大学 材料科学与工程学院,南昌 330063)
引言
航空发动机作为工业皇冠上的明珠,在航空工业发展中占据着举足轻重的地位。空气从进气道进入,经过多级压气机压缩后送入燃烧室,燃烧室产生的高温射流带动燃气涡轮机转动,实现动力循环。追求更高的推重比,需要提高燃烧室的工作温度,这对叶片的耐热、耐冲刷、耐蚀等性能提出更高的要求。以铁钴镍为基体的高温合金成功研制,使推重比实现飞跃式的增长如图1所示。在历经变形合金、铸造等轴晶、定向凝固合金和单晶高温合金4个发展阶段[1],高温合金的部分领域研究日趋成熟,但想要依靠单一的高温合金满足更高的技术指标十分困难。为此引入的气膜冷却技术在一定程度降低了高温合金由于恶劣工作环境带来的性能压力,其原理是通过增加叶片外部气膜孔或强化内部对流换热系数的方法使冷空气在固体壁面与高温气流之间形成“薄膜”,降低热流传递所需温差。但由于制备成本和工艺问题,给气膜冷却技术的发展带来了新的瓶颈。为进一步降低高温合金的耐热压力,在基底合金表面涂覆热障涂层成为了新的选择[2],热障涂层不仅可以显著降低基底表面温度,提高叶片使用寿命,还能减少燃油消耗和降低制造成本。然而以目前使用最广泛的YSZ(氧化钇部分稳定的氧化锆)为例,TGO界面失效、热膨胀系数不匹配、烧结与相变、熔融盐腐蚀与CMAS侵蚀等[2]导致涂层失效的因素成为了科研人员与工程技术人员关心的重点。面对已经失效的热障涂层,必要的涂层清除技术需要跟进以便后续重新喷涂。已经投入工业界使用的表面清洗技术中,化学清洗技术是目前主流的涂层清洗方案。在执行化学清洗工艺过程中由于存在废液处理和腐蚀产物酸液残留使得对一种绿色、便捷、相对安全的清洗技术需求成为从业人员下一步需要解决的问题。激光技术因为先后在文物雕塑,表面污染颗粒清除方面的成功推广,为热障涂层的清洗方案带来一种新的选择。

图1 不同材料耐热温度示意图
1 热障涂层技术
热障涂层最早应用于X-15火箭喷嘴及发动机燃烧室部件,并成功降低叶片基底表面温度[2]。基底上的热障涂层结构通常由粘结层与陶瓷层组成,其中陶瓷层起主要耐热耐蚀作用,粘结层用于将陶瓷层与金属基底良好的结合在一起。目前粘结层最普遍使用的是MCrAlY,其中Cr元素可以促进TGO的形成,Y元素可以增加粘附性[3]。
陶瓷材料自突破以黏土为主要原料的界限后,先进的陶瓷材料具备了更多优良性能,广泛应用在电子、机械、航空航天、医学领域。例如ZrO2具有高熔点、低热导率、热膨胀系数高等优良性能,是一种热障涂层陶瓷层的常用材料[4]。如图2所示,常压下ZrO2以立方相(C相),四方相(T相)或单斜相(M相)存在,T相与M相可以看成母体C相的萤石结构发生畸变后的结果。

图2 氧化锆在不同温度下的相变示意图
环境温度、压强的变化、离子的掺入等因素都会使ZrO2发生相变,因此需要通过一定手段来干预使其相变稳定。其中,氧化钇稳定氧化锆(以下称YSZ)使用最为广泛,YSZ前面的数字表示ZrO2中Y2O3的质量百分数,比如研究最广泛的8YSZ表示Y2O3的质量分数为8%。目前常见的热障涂层制备方法以等离子喷涂(Plasma Spraying)和电子束辅助物理气相沉积法(EB-PVD)为主。前者通过等离子火焰将粉末熔化,在基底上铺展形成层状结构,后者以电子束作为热源,由于制备过程中基底温度与金属熔点之间存在差异,涂层的表现也大不相同。
2 热障涂层失效分析
在高温恶劣的工作环境中,热障涂层失效机制复杂多变,主要体现在应力累积和腐蚀相变导致涂层的剥离,最终造成基底损伤。因此研究热障涂层失效机理,提高热障涂层的可靠性十分重要。热障涂层的失效形式主要有TGO界面失效、各层热膨胀不匹配引起的失效、陶瓷层的烧结和相变、熔盐腐蚀与CMAS侵蚀。
2.1 TGO界面失效
TGO是指在高温环境下粘结层与陶瓷层之间形成的α-Al2O3。TGO界面失效主要由TGO中θ-Al2O3发生相变转变为α-Al2O3、TGO生长产生的应力[5]、TGO中的尖晶石等引起。如图3所示,在高温环境下,粘结层中的Al元素发生扩散并与O元素反应生成α-Al2O3。通常人们希望得到连续致密、平坦的TGO来进一步提升粘结层的抗氧化性能与热障涂层的使用寿命。然而,随着热循环的继续进行,α-Al2O3层厚度不断增加,粘结层与陶瓷层之间产生内应力。冷却后,TGO与粘结层由于热膨胀系数存在严重的不匹配,TGO内部就会存在非常高的残余压应力[6]。同时粘结层的Al元素消耗加剧,造成粘结层的内氧化侵蚀。此时TGO内部除α-Al2O3外,还存在着大量的脆性尖晶石类氧化物,这些氧化物的存在大大降低了陶瓷层与粘结层之间的韧性,使TGO体积增加并破坏其完整性,为氧元素的进一步扩散提供通道,从而加速粘结层氧化速度,因此TGO一直被认为是热障涂层体系中最薄弱的环节[7]。

图3 粘结层Al元素扩散示意图
2.2 热膨胀不匹配
在构建陶瓷层−粘结层−金属基底体系中,需要考虑体系中陶瓷层与基底的物理性能差异,其中热膨胀系数是材料高温服役寿命的重要影响因素,如果陶瓷层与基底热膨胀系数差距过大,会导致冷却后陶瓷层和粘结层界面处产生压应力,其数学表达式为[8]:

其中,Ec,Tm,Ts,∆α和 ν分别是涂层的弹性模量、陶瓷层熔点、基底温度、涂层与基材之间热膨胀系数系数差及涂层的泊松比。由于压应力与冷却温度差成正比,应力不断的累积会造成裂纹的产生和扩展,最终导致涂层脱落[9]。
2.3 烧结与相变
热障涂层避免不了高温条件下的烧结和相变[10],内部应力导致的垂直裂纹,会使热障涂层的物理性能发生变化。对于电子束辅助物理气相沉积法制备的涂层,内部以柱状晶体结构为主,当热障涂层发生烧结时会降低其应变容限。以8YSZ涂层为例,当服役的环境温度超过一定限度后,YSZ会由四方相逐渐转变为单斜相,这一变化所引起的体积膨胀也会导致涂层的脱落。对于掺杂稀土的热障涂层来说,如果稀土元素没有完全进入主相晶格中,室温下会出现吸水潮解或与水反应导致晶粒间和晶界间的裂纹产生,降低涂层性能,最终失效[7]。然而,烧结所带来的失效威胁同其他因素相比影响较小,一般与CMAS侵蚀、熔盐腐蚀同时发生。
2.4 熔盐腐蚀与CMAS侵蚀
航空发动机在不同空域工作的过程中,大气中的腐蚀介质会从进气道进入,这些介质以Na、S、P、V等元素为主且在高温环境下会以熔盐形式腐蚀涂层[11]。在燃料燃烧后生成钒酸盐,硫酸盐,钠盐等腐蚀物附着在涂层上,与YSZ中的Y2O3发生反应,从而使YSZ失稳。由于腐蚀物熔点较低,可以进一步渗入涂层内部,直达TGO与粘结层的界面处,此时可能与粘结层或TGO发生化学反应,也可能残留在涂层内部,进一步降低涂层的应变容限。
2010年4月爆发的艾雅法拉火山,其大气中的沙尘、火山灰等沉积物,会在热循环过程中熔融产生钙铝硅酸盐玻璃熔体[12],又称CMAS,其主要成分为CaO,MgO,Al2O3和SiO2,与熔盐类腐蚀物不同,CMAS会因航空发动机工作的空域不同而成分比例存在很大区别。此外CMAS中其他含量较少的元素,比如Fe元素,在高温下会与CMAS其他组分形成低共熔物,降低CMAS的熔点[13]。
在熔点以下,CMAS颗粒会撞击涂层表面或者堵塞气模冷却孔,一旦超过CMAS熔点,被熔化的CMAS会在涂层的开气孔和裂纹中迅速填充[14]。郑海忠等[15]采用密度泛函理论计算发现,在1513 K以上,CMAS中的原子扩散系数大于YSZ (111),(Ca↔Y)和(Si↔Y)的扩散过程发生,导致YSZ中Y元素的损耗,形成三明治结构,使ZrO2由四方相向单斜相转变,从而发生YSZ体积和热应力的变化导致涂层开裂剥落。渗透多孔的涂层时,CMAS在冷却过程中会凝固形成刚性玻璃体[16],从而使涂层的杨氏模量增加,应力应变容限降低。李冰天等[17]采用分子动力学模拟方法研究了1523 K时,CMAS熔体在YSZ表面的润湿过程,发现氧离子在YSZ表面层的分布是影响CMAS对YSZ热障涂层润湿性甚至腐蚀的关键因素。
依据YSZ存在的不同失效机制,采取的措施也各不相同。目前主要从三个方面解决YSZ失效问题,一是对涂层的进行表面处理[18],来提高耐蚀性能,二是与其他材料组成梯度涂层或复合涂层[19],三是调整晶粒尺寸来提高耐蚀性质[20]。以上采取的措施本质上都是通过延缓腐蚀速度来增加涂层使用寿命。然而,热障涂层的失效最终是难以避免的,面对已经失效的涂层,必须通过一定方法将其及时去除,从而便于后续的重新喷涂与基底损伤检测。
3 热障涂层清洗技术
目前工业领域中材料表面清洗技术主要分为常规表面清洗和激光表面清洗。通过分析常规表面清洗技术存在的问题,阐明激光清洗技术具有广泛的应用前景。
3.1 常规清洗技术
常规清洗技术,主要分为传统清洗技术、化学清洗技术、其他清洗技术。传统钢刷[21]与喷丸[22]对材料表面清洗,由于钢刷在高速旋转的状态下精度难以控制,所以很容易对基底造成损伤。而利用喷丸的高速冲击来清洗基底表面的污染物或锈蚀层,会在带来巨大的尘埃同时造成工作环境的恶化[23],尤其面对清洗大型工件时,不能做到整体清洗。比如飞机蒙皮表面需要更换漆层时,传统清洗方式会存在一定的局限性。
化学清洗是目前主流的涂层清洗方案,沈阳黎明航空发动机集团[24]以硝酸与氢氟酸作为主要清洗试剂,经蜡封、酸洗、中和等六个程序完成涂层清洗。蜡封的目的是保护部分区域不被酸液腐蚀,由于需要事先进行蜡封工艺,对工艺执行标准要求较高。同时在化学清洗过程中难以防止腐蚀涂层的同时不会对基底造成损伤,严重时可能会产生“氢脆”,使用强碱性试剂也是同理。针对酸洗的清洗效果仅靠目视无法做到精准清除表面涂层,在清理环节,需要利用毛刷或纱布清除化学腐蚀产物,化学清洗后废液的处理以及其带来的酸雾环境,给操作人员的健康带来潜在隐患。
除传统清洗技术与化学清洗技术外,还有其他针对特定部件清洗效果明显的方案。比如超临界CO2清洗[25]是指在一定温度压力下,气态CO2会进入超临界状态,能够更好的渗入污染物之中,特别是非极性有机化合物,促进污染物发生溶解从而达到清洗目的。面对复杂结构零件,存在清洗死角,不适宜用于清洗多孔类的工件。而超声波清洗[26]需要在液体容器中,利用空化效应,使污染层被分散、乳化、剥离从而达到清洗目的,但容器体积的限制了其发挥的空间。若采用高压水流清洗[27]易产生二次锈蚀,目标水压所需的水泵造价及可靠性成为了制约因素。
3.2 激光清洗技术
3.2.1 激光清洗机制
表面颗粒污染物与基底的作用形式主要有3种,如图4所示,第一种是范德华力(Van Der Waals Force),第二种是液桥力,第三种是静电力,静电力又可以细分为库仑作用和静电作用。对于干式激光清洗来说,由于激光作用速度快,能量密度高,即便空气中存在一定的水蒸气会造成光的损失,也可以忽略不计[28]。因此液桥力与静电力可不作为考虑对象,重点放在物体与基底之间的范德华力上。范德华力是一种分子间的作用力,由于基底表面凹凸不平,加上污染颗粒物随机分布,易形成团簇,同时部分颗粒会与基底之间有一定的接触面积,这些因素都会使范德华力急剧上升,增加污染物与基底的粘附作用。
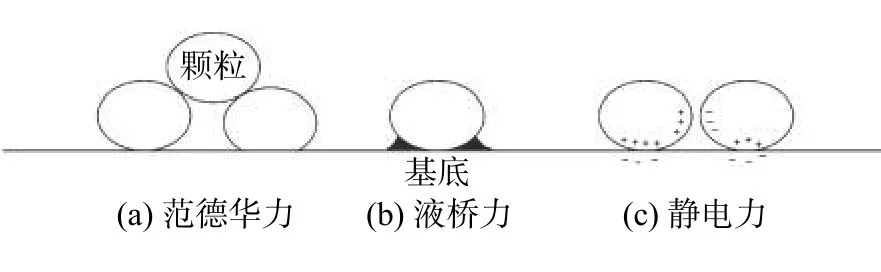
图4 污染颗粒与基底间作用力
激光器与材料之间的作用按照作用效果不同可分为光热效应与光化效应,光热效应以烧蚀、蒸发、相爆炸或热振动弹出[29]形式为主,而材料吸收激光能量引起的化学键断裂称为光化效应。N Arnold[30]针对激光干式清洗提出了一维和三维的热传导计算模型,不同材料对热量的传导与吸收性能也不相同,因此可以根据污染物和基底的热效应差异,选择不同的清洗方式,比如干式清洗是利用污染层与基底的光吸收率差异和蒸发温度阈值的不同来进行清洗。通过分析激光能量与清洗效率关系,不同的物质存在不同的烧蚀阈值,基底的烧蚀阈值称为损伤阈值[31],在损伤阈值下,激光不仅不会对基底造成损伤,同时可以清洗其他污染物,合理利用阈值差异,是干式清洗的一种常见技巧。
此外还有激光等离子冲击波清洗方法,是一种从干式清洗中衍生的非接触式清洗技术,主要在气态介质中使用,但是其清洗机制与干式清洗完全不同,主要是利用等离子体冲击波的机械效应,产生的冲击波会与颗粒发生作用,如图5所示,迫使颗粒以提升、滑动、滚动3种方式被清洗[32]。
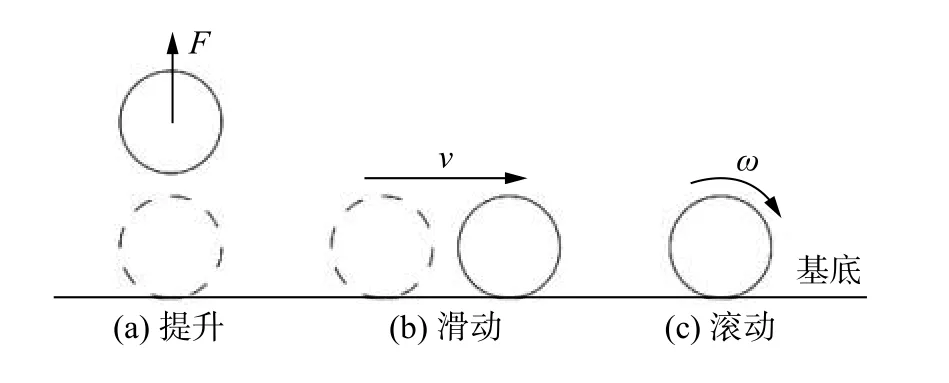
图5 颗粒的移除模型
实验过程中,部分颗粒会以前进式跳跃的方式脱离基底[33],也可归类为前3种的复合形式。与一般激光干式清洗的差异体现在等离子体冲击波清洗方法对于颗粒去除要求较低,并且激光不会与基底直接接触。此外,等离子体清洗技术在飞秒激光上应用的更加广泛。
湿式激光技术,又称液体辅助激光清洗技术,适用于基底材料损伤阈值较低,污染物不易蒸发或基底易在高温下发生化学反应的情况。其操作方法是在污染层表面涂覆一定厚度的液膜,利用激光诱导液膜某一位置发生爆沸[34],产生的冲击波压力对污染层进行破碎和清洗。如图6所示,根据不同激光波长的吸收情况可以为液膜与污染层界面沸腾[35]、液相表面沸腾、或全液体沸腾。不同的液膜种类,产生爆沸所需要的激光能量密度也大不相同,采用的液膜一般是水与无水乙醇按一定比例混合[36]。目前激光干式清洗技术因操作相对简单而应用更加广泛,并且也有大量的相关研究。

图6 湿式激光清洗示意图
3.2.2 激光清洗技术研究现状
自1960年美国科学家Arthur Schawlow提出的将激光清洗技术,国内外学者在方面做了大量的研究。1971年,美国学者J.Asmus[37]将激光清洗技术带入石像雕塑等艺术品上,成功清洗雕塑表面污染层而不损伤雕塑本身。如今针对油画的保护,会在一些区域涂上一层彩色保护清漆,随着时间的推移,漆层的氧化会遮住作品,Brunetto A等[38]利用激光将油画表面的氧化漆层去除。
Susan Allen[39]等研究激光清洗硅片表面上的亚微米级污染颗粒,开启了激光清洗技术在半导体行业的应用。Abdul Razab等[40]通过对比传统清洗技术验证Nd:YAG激光清洗在汽车工业中的可行性。在航海领域,由于海水和海洋生物会侵蚀船体,需要对船体进行定期维护。对于船体水下部分的生物污垢,Bykanova A Y等[41]制造的水下机器人实现对生物污垢的激光清洗。对于船体水上部分,Liu Y等[42]通过激光清洗技术将船壳表面的聚氨酯漆层去除,并得出激光功率与表面粗糙度之间关系。
目前应用于航空器的复合材料,利用激光进行清洗的研究也在不断深入,Nattapat.M等[43]用连续CO2激光器去除碳纤维布表层的树脂层,验证了激光清洗不损伤底层纤维的技术可行性。贺敏波等[44]考虑热辐射和表面对流因素影响,建立了激光辐照下碳纤维环氧树脂复合材料热响应的三维计算模型,为激光应用于复合材料提供理论支持。Zhao H等[45]通过调节光纤激光器的扫描速度、脉冲频率、扫描线间距和激光功率来去除飞机外壳(LY12铝合金板)上的聚丙烯酸树脂漆层。而对于高温下钛合金形成的氧化皮,厚度仅为9.48 μm且分布均匀,难以使用化学清洗进行去除。成都飞机工业集团采用1064 nm光纤激光器进行清洗,激光清洗后的钛合金表面出现排列规律的凹形环坑[46],这是因为氧化皮的气化形成了蒸汽反冲压力,同时由于激光能量密度高,被激光照射的钛合金区域发生熔化现象,最终形成了凹形环坑,利用电子探针显微镜对表面元素测量,氧元素含量显著降低,如果考虑在保护气体环境下进行激光清洗,可以进一步降低表面氧含量。
3.3 激光清洗技术优势及存在的问题
1)激光清洗是一种精准可控的新兴技术,与传统清洗技术相比,通过调整激光脉冲重复率、激光焦距、激光功率等参数可以实现基底无损并清洗污染物。
2)激光清洗具有绿色环保的特点,对于化学清洗中产生的酸雾和废液处理问题,如果采用激光清洗技术,可以避免操作人员与工件的直接接触,同时简化工艺流程,提高清洗效率。
3)激光清洗设备灵活便捷,大型、复杂工件如果采用激光清洗,激光能量主要由激光功率与脉冲频率有关,与其他清洗技术相比,设备便于搬运同时可以降低成本。
但是,激光清洗技术目前仍有许多问题需要深入研究,比如湿式清洗技术需要依靠液膜爆沸来达到清洗目的,液膜的厚度与诱导爆沸的位置目前仍没有确切的理论依据。部分情况下对亚微米结构的器件清洗存在困难,并且容易产生二次锈蚀损伤基底。在干式清洗中,颗粒尺寸的大小也是不可忽略的因素,当激光的入射波长远大于颗粒尺寸时,颗粒和基底之间存在近场效应[47],也会对基底造成不可逆转的损伤。涂层材料相爆炸临界值的确定和合理利用方面有待继续研究。在涂层上待清洗的污染物种类复杂、形状多样,都为激光清洗带来一定挑战,如何在保护基底的同时精准的清洗涂层目前是激光清洗的最终目标。
4 展望
推动激光清洗技术应用于失效的热障涂层,需解决技术投入应用存在的问题。首先,面对涂层表面和内部复杂环境,激光清洗机制需要进一步的研究和建立。过多的前提性假设,使模拟与实验结果仍存在明显差距。其次是激光清洗工艺,用于制备热障涂层的陶瓷材料与金属表面氧化膜、漆层的物理化学性质不同,清洗过程中会存在一定厚度的沉积层,选择合适的工艺参数不仅可以提高清洗效率,同时也可以为理论模型的修正提供数据支持。最后现实清洗中无法达到完美效果,但规范的评价机制可以为清洗程度提供指导意见,而评价机制的考量指标,需要大量的研究试验来逐一验证,最终形成业内明文规范。适逢十四五规划的开局之年即将到来,再制造与绿色制造是建设现代化制造强国和打响中国制造品牌的重要组成部分,虽然目前激光清洗技术还存在许多亟待解决的问题,但其具备的巨大发展潜力和与其他清洗技术相比显著的优势值得我们相信在不久的将来,激光技术能够形成一套自我迭代的完整理论体系,实现热障涂层清洗的应用。
