加工参数对涂抹型再制干酪物理性质和微观结构的影响
2021-04-28杨宇
杨 宇
(润盈生物工程(上海)有限公司,上海 201700)
再制干酪是以不同成熟度的天然干酪为原料,添加乳化盐、其他乳品成分和非乳成分,经高温加热和搅拌形成结构均一并具有较长货架期的乳制品[1],可以使用的配料包括牛乳、炼乳、脱脂乳、脱脂乳粉、乳清、脱脂干酪等,允许添加乳化剂、色素等,由于经过加热融化、乳化、杀菌等工序制得,因此风味得到改善[2]。涂抹型再制干酪水分含量高于其他再制干酪,美国食品药品监督管理局标准规定为44%~60%,脂肪含量能够达到20%,天然干酪含量不少于51%即可,因为允许添加多种配料,所以大大降低了成本,价格能够为大众接受[3]。涂抹型再制干酪的感官特性、融化性、质构和微观结构受到乳化盐和加工参数等因素的影响。不同的融化温度、融化时间和剪切速率使天然干酪的融化过程有所不同,进而影响到产品的硬度、表观黏度和融化性等功能特性。但是,由于不同实验室加工条件的差异和实际生产条件的限制,再制干酪的融化温度、融化时间和剪切速率等加工参数各不相同,最轻度的有效加工条件为65.5 ℃、30 s,生产商可以用各种型号的设备和加工条件生产再制干酪[4]。
本研究分析融化温度、融化时间和剪切速率等加工参数对涂抹型再制干酪的质构特性、表观黏度和融化性的影响,用快速黏度测定仪模仿斯蒂芬融化锅制作样品,研究加工过程中样品表观黏度的变化,确定加工参数与产品物性间的关系,为生产实践提供一定的参考。
1 材料与方法
1.1 材料与试剂
新鲜切达干酪、成熟8 个月的切达干酪 北京三元食品有限公司;柠檬酸三钠 潍坊英轩实业有限公司;磷酸氢二钠 天津光复试剂研究所;瓜儿豆胶 丹尼斯克(中国)有限公司。
1.2 仪器与设备
Super 3快速黏度测定仪及TCW(Thermal Cycle for Windows)配套软件 澳大利亚Newport Scientific仪器公司;DHP-9082恒温干燥箱 江苏省金坛市医疗仪器厂;TA-XT 2i质构仪 英国Stable Micro Systems公司;S-3400N扫描电子显微镜、E-1010离子溅射仪、ES-2030冷冻干燥仪 日本日立公司。
1.3 方法
1.3.1 涂抹型再制干酪加工工艺及操作要点
加工工艺流程:干酪预处理→按比例混合→加水、乳化盐、稳定剂→加热融化、高速剪切→包装、冷却
操作要点:将所用的天然干酪切成0.5 cm3大小的方块,备用;将原料(低成熟度干酪、高成熟度干酪质量比1∶1)、水(56%)、柠檬酸三钠(2%)放入实验容器中,保持融化温度(分别为65、75、85、95 ℃),搅拌(搅拌速率分别为500、800、1 100、1 400 r/min),并保持一定时间(融化时间分别为2、7、12、17 min);包装后,冷却至室温,4 ℃贮藏待测。其中,分别对融化温度、搅拌速率和融化时间进行单因素试验。
1.3.2 涂抹型再制干酪水分含量测定
采用GB 5009.3—2016《食品安全国家标准 食品中水分的测定》直接干燥法[5]。
1.3.3 涂抹型再制干酪融化性测定
取10 g干酪样品,放入38 mm×200 mm的玻璃管中,4 ℃保持30 min,再将管的一端换用带孔胶塞封住,将管水平放置10 min,取出融化管,为防止干酪继续流动,在室温下保持30 min后,量取干酪流动的长度(融化距离)。
1.3.4 涂抹型再制干酪质构分析
利用质构分析仪对涂抹型再制干酪进行质地剖面分析测试,确定产品的涂抹功、硬度和黏着性等指标。测定参数:测试前速率2 mm/s,测试速率0.5 mm/s,测试后速率2 mm/s,下压距离10 mm,间隔时间10 s,感应力
1.0 g,探头型号P0.5[6]。
1.3.5 涂抹型再制干酪表观黏度测定
快速黏度测定仪可以用于再制干酪的制备,并且表观黏度、硬度等指标具有良好的重复性,在加工过程中可以观察到样品的表观黏度(图1),通常在快速黏度测定仪所得图谱中黏度最大值被称为峰值黏度,之后的最低黏度被称为表观黏度[7]。
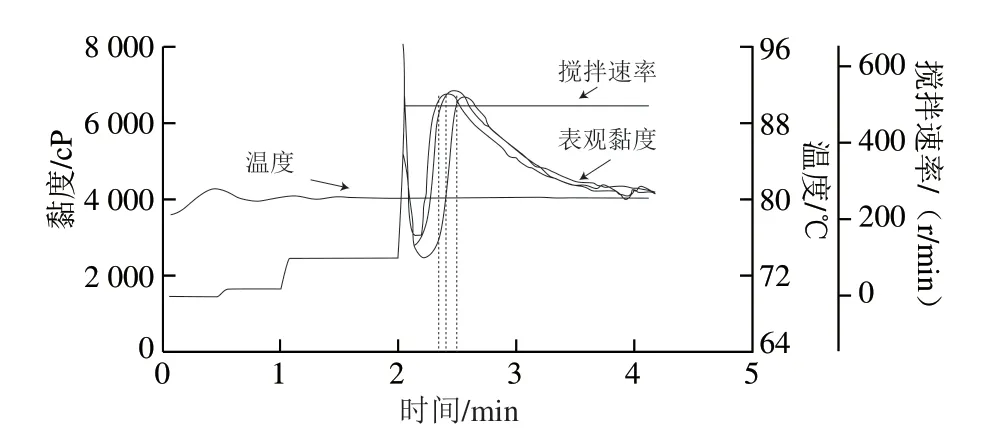
图 1 快速黏度测试仪获得的表观黏度曲线Fig. 1 Apparent viscosity curve obtained by rapid visco analyzer
本研究中设定转速为800 r/min,温度为85 ℃,原料在样品桶里预热4 min后开始搅拌,加热期间温度由50 ℃以12 ℃/min的速率升至85 ℃[8],加热搅拌时间持续17 min。用TCW配套软件分析。
1.3.6 涂抹型再制干酪微观结构观察
参考徐红华等[9]的方法:取样:将涂抹型再制干酪切成5 mm3的小块;液氮处理:液氮冷冻后敲碎,取有自然断面、厚度不大于2 mm的小薄片;固定:放入2.0%戊二醛中,4 ℃固定2 h;清洗:用与涂抹型再制干酪pH值相近的0.05 mol/L磷酸盐缓冲液清洗;脱水:将涂抹型再制干酪用不同体积分数(25%、50%、70%、80%、95%、100%)乙醇溶液脱水3 次,每次15 min;脱脂:将涂抹型再制干酪放入氯仿中,脱脂3 次,每次30 min;干燥:脱脂后的样品放置在乙醇、叔丁醇体积比1∶1的溶液中,保持10 min,再放置于100%叔丁醇中,用干燥仪干燥;镀膜:用离子溅射仪镀膜;扫描电子显微镜观察。
1.4 数据处理
应用SPSS 23.0软件对单因素实验数据进行方差分析(ANOVA),用S-N-K法进行多重比较。所有图片均由仪器配套软件直接得到。
2 结果与分析
2.1 剪切速率对涂抹型再制干酪物性的影响
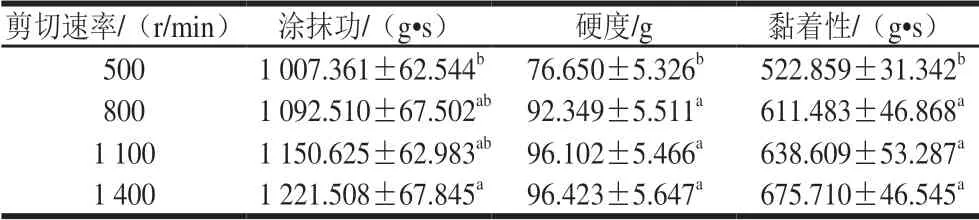
表 1 剪切速率对涂抹型再制干酪质构的影响Table 1 Effect of shearing speed on texture of processed cheese spreads
由表1可知,剪切速率对涂抹型再制干酪的硬度和黏着性影响显著(P<0.05),剪切速率由800 r/min升高到1 400 r/min的过程中,硬度、涂抹功和黏着性没有显著升高,但500 r/min与其他3 组间的硬度和黏着性差异显著(P<0.05)。
感官上4 种剪切条件对样品影响不明显,说明在500~1 400 r/min剪切速率范围内,剪切速率的变化不会对样品的感官造成很大的影响。综合考虑剪切效果和能量消耗等因素,在本研究中选择800 r/min为涂抹型再制干酪的剪切速率。
再制干酪生产过程中,高速剪切是促使酪蛋白展开和脂肪分散的一个重要过程。在涂抹型再制干酪中,交联的酪蛋白和可溶性酪蛋白将脂肪球包裹在其中。在加热过程中,剪切速率对产品质地的影响与产品中脂肪球大小密切相关,剪切作用使脂肪球减小[10],脂肪球变小使得水与脂肪界面上吸附更多的蛋白,增强了体系的乳化性和稳定性。被乳化的脂肪镶嵌在酪蛋白形成的网络结构中,相互融合,与酪蛋白形成的矩阵一体化[11]。增加剪切速率可以使硬度增大,这种现象缘于脂肪球总体上显著减小,这些减小的脂肪球与蛋白相联系抑制了脂肪球的扩大[12]。
2.2 融化温度和融化时间对涂抹型再制干酪物性的影响
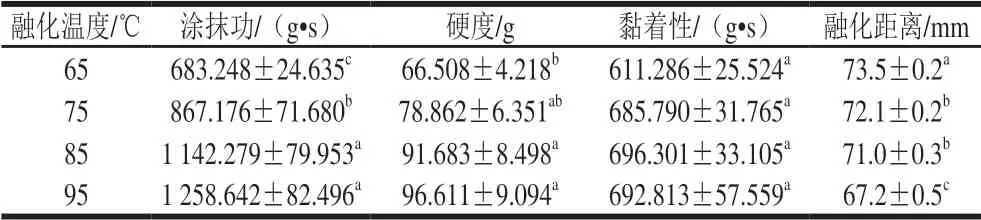
表 2 融化温度对涂抹型再制干酪质构和融化距离的影响Table 2 Effect of heating temperature on texture and meltability of processed cheese spreads
通过单因素试验确定融化温度和融化时间对物性指标的影响,其他因素不变。由表2可知,当融化温度升高时,除黏着性外,涂抹型再制干酪的涂抹功、硬度和融化距离均发生显著变化(P<0.05)。65 ℃时融化距离73.5 mm左右,75~85 ℃没有显著变化,95 ℃时显著降低至67.2 mm左右;85~95 ℃硬度没有显著变化,与65 ℃时存在显著差异;不同温度下涂抹功差异显著。即在2 min融化时间内,较低温度下生产的涂抹型再制干酪质地较软,更容易融化。这可能是由于较短的加工时间与较低的加工温度下,酪蛋白没有在乳化盐作用下充分交联,并乳化脂肪球,高温加热生产的再制干酪形成的凝胶网络结构中,疏水键是维持其结构的最主要作用力[13]。低温短时加热没有使蛋白质内部的疏水基团充分暴露出来,而原来维系蛋白胶束的作用力又被加热和高速剪切所破坏,所以65 ℃时酪蛋白没有形成牢固的网络结构,质构指标最小;85 ℃和95 ℃时由于蛋白间的疏水作用力充分发挥作用,导致样品硬度较高。
综合考虑融化性和质构性质,由于95 ℃时融化性较差,选择85 ℃作为融化温度继续实验。
利用快速黏度测试仪作为加工器具,记录85 ℃条件下融化过程中表观黏度的变化,如图2所示。
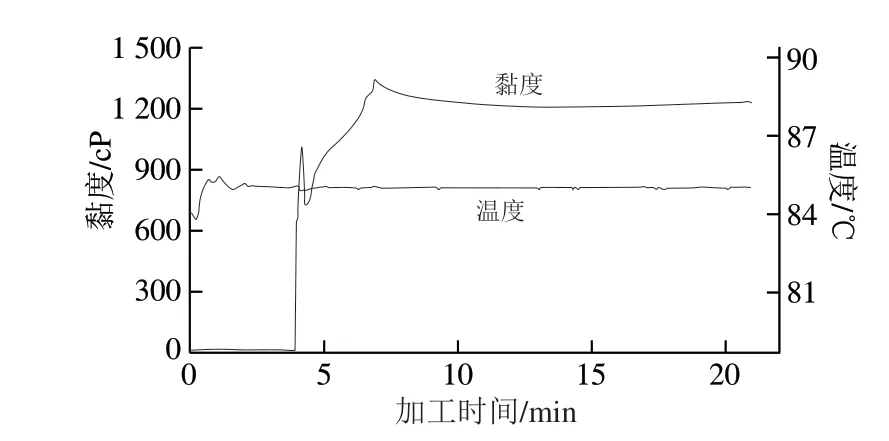
图 2 85 ℃融化过程中表观黏度的变化Fig. 2 Change in apparent viscosity during melting at 85 ℃
由图2可知,原料在样品桶中静止预热4 min,然后在800 r/min、85 ℃条件下开始剪切,初始表观黏度快速上升,剪切2.9 min时达到峰值黏度1 320 cP之后缓慢下降至表观黏度1 207 cP,之后可能由于水分的散失等因素缓慢上升至1 258 cP。
这种表观黏度的增加被作为乳化状态形成的标志,表观黏度增大至峰值黏度的时间点为乳化时间[14]。在加工过程中,乳化盐的添加通过打破天然干酪中钙-磷键连接的蛋白网络,提高了酪蛋白的乳化性能[15]。由于天然蛋白网络的打破导致酪蛋白亲水基团和疏水基团的暴露[16],当剪切和加热开始时,分散的酪蛋白由于亲水基团和水相间的作用力而出现水合现象,并通过疏水作用力和脂肪相联系,引起再制干酪表观黏度的突然增大[17]。在融化过程中达到峰值黏度后表观黏度的变化相对较为平缓。
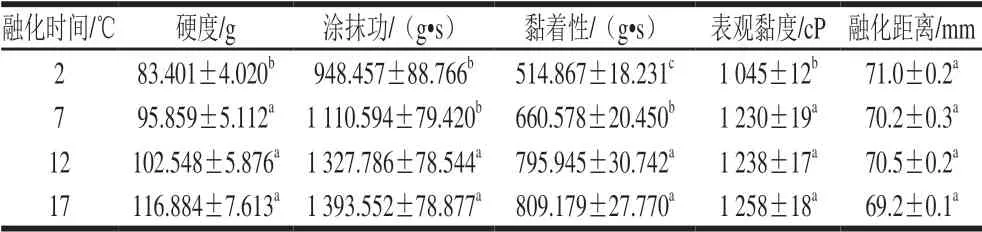
表 3 融化时间对涂抹型再制干酪质构、表观黏度和融化距离的影响Table 3 Effect of heating time on texture, apparent viscosity and melting distance of processed cheese spreads
将水分含量稳定在54%~55%,从开始剪切时计时。由表3可知,不同融化时间的样品硬度、涂抹功、黏着性、表观黏度和融化距离总体上存在显著差异(P<0.05)。除融化距离外,其他指标均随融化时间的延长而增大。
2.3 融化温度和融化时间对涂抹型再制干酪微观结构的影响
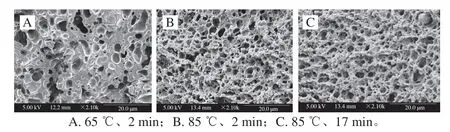
图 3 融化温度和时间对样品微观结构的影响Fig. 3 Effect of melting temperature and time on microstructure ofprocessed cheese spreads
图3A体现的是低温短时的融化效果,样品中蛋白基质没有充分展开,部分蛋白紧密地凝聚在一起,蛋白水合程度较低,没有成功地乳化脂肪,脂肪球孔洞大小不一,且差距较明显。图3B是高温短时融化时的样品,未发现蛋白展开分散在脂肪周围,但脂肪球较图3A明显变小,出现再制干酪典型的均匀网络结构,脂肪球直径大小相似,且分布均匀。图3C是高温长时融化条件下形成的再制干酪内部结构,当融化温度较高、融化时间较长时,原来紧密聚集的酪蛋白充分水合并展开,分散在细小的脂肪球周围,蛋白交联作用增强[18-19]。
通过比较图3A和图3B发现,融化温度升高使脂肪球缩小、蛋白基质更分散;通过比较图3B和图3C发现,融化时间延长使紧密交联的酪蛋白进一步分散开,脂肪球直径变化不明显。说明适当升高融化温度、延长融化时间会使酪蛋白水合性增强,产生更强的乳化性。
3 结 论
加工参数,如融化温度、融化时间、剪切速率及冷却速率均对再制干酪乳化体系的形成和产品功能性有重要影响[16]。
在加工中较高的剪切速率有助于增强酪蛋白的乳化性。融化过程中,如果以蛋白质为外壳的脂肪球连接更多的蛋白质,则有利于胶体网络结构的形成,较高的剪切速率有利于较大的脂肪球分散并均匀分布,脂肪球的表面积更大,所以与蛋白间的作用位点增多。当加工时间延长,再制干酪的硬度和涂抹功均显著增大,而融化性均显著降低,说明时间对产品凝胶结构的影响具有普遍性。利用快速黏度测定仪对加热融化过程中样品表观黏度的变化进行跟踪,发现在85 ℃时加工6.9 min(预热4 min,剪切2.9 min)达到峰值黏度1 320 cP,并缓慢下降至1 207 cP,之后可能由于水分的散失而有微小升高。说明剪切速率800 r/min、融化温度85 ℃条件下,体系的乳化状态形成时间在近6.9 min时,表观黏度随继续剪切而降低并基本保持稳定。