Mg(OH)2-琼脂复合气凝胶的阻燃性能
2021-04-14陈思洁林龙沅
陈思洁,林龙沅
(西南科技大学 环境与资源学院,四川 绵阳 621000)
琼脂(AG)是一种从海水红藻中提取的天然高分子多糖[1],琼脂资源丰富又可降解,对环境污染小且安全,是现代工业制备有机气凝胶的理想原料[2]。琼脂凝胶主要可作为无机材料[3-7]、蛋白质[8-10]和氨基酸[7,11-12]的结晶部分。AG气凝胶作为一种新型轻质、低密度、低导热系数的纳米多孔非晶态固体材料[13],从微观上来看,表现出纳米级三维空间孔洞结构,孔洞尺寸为 1~100 nm,骨架尺寸约为十几纳米。在湿凝胶阶段,内部已经形成了高通透性的纳米多孔结构,干燥后的气凝胶能够保持介孔结构且不坍塌,介孔中填充着大量的空气,能有效抑制热量的转移和热对流的传递,被认为是目前保温隔热性能最好的固体建筑材料[14-17]。但是,AG属于高分子聚合物,AG气凝胶遇火极易燃烧,直接投入应用存在巨大的安全隐患。因此,提高琼脂气凝胶的阻燃性能十分重要[18]。
目前,关于AG气凝胶在阻燃方面的研究不多,现有研究主要是向同类的多糖气凝胶中添加无机纳米阻燃剂,利用无机纳米阻燃剂的阻隔效应来提高气凝胶的阻燃性能[18]。Nguyen等[19]用废弃的纸张回收利用纤维素,并经表面疏水改性,制备纤维素气凝胶,测试结果表明:纤维素气凝胶在230~330 ℃开始降解,质量损失约为42%,导热系数为0.029 0~0.032 0 W/(m·K),较接近空气的导热系数0.026 2 W/(m·K),是良好的保温隔热材料。Rudaz等[6]利用果胶通过溶胶-凝胶法、CO2超临界干燥的方法制备果胶气凝胶,该果胶气凝胶拥有超高的气孔率(≥90%),密度为0.05~0.20 g/cm3,导热系数为0.016 0~0.020 0 W/(m·K),低于空气的导热系数,因此,该果胶气凝胶具有优异的保温隔热性能。Yuan等[20]利用四乙氧基硅烷水解制备纤维素/SiO2复合气凝胶,随着SiO2添加量的增多,复合气凝胶的热释放速率(HRR)逐渐降低。Han等[21]用原位生长的方式制备出具有阻燃效果的Mg(OH)2纳米颗粒,再添加到纤维素中制备复合气凝胶,该复合气凝胶也显示出了较好的阻燃性能。尽管通过上述办法可以提高多糖气凝胶的阻燃性能,但为了使复合材料有较好的阻燃能力,一般需要纳米尺寸的添加物且添加量较高,这无疑会对气凝胶的三维孔洞结构造成影响,且纳米级尺寸的要求会大大增加成本,部分添加物在燃烧后还会产生大量有毒有害烟气,对环境也存在一定的威胁。因此,需要寻求一种高效环保的多糖气凝胶阻燃剂。
Mg(OH)2作为一种新型的无机阻燃剂,无毒、抑烟性好、有较高的热稳定性(高于Al2O3)[22]。Mg(OH)2受热分解生成MgO和H2O,光滑致密的MgO层包裹在聚合物表面,隔绝了O2,也阻挡了聚合物内外热量的传递;同时该反应本身是吸热反应,生成的H2O也可以降低聚合物表面的温度,从而达到阻燃的效果[23]。Wang等[24]和郭真有等[25]用硅烷偶联剂γ-(甲基丙烯酰氧)丙基三甲氧基硅烷(KH-570)和六偏磷酸钠对纳米Mg(OH)2进行改性,测试结果显示该聚合物的极限氧指数和垂直燃烧测试结果均有所提高。Ren等[26]和苏明阳[27]将Mg(OH)2用于易变形、易燃且对环保要求较高的基建材料中,用于提高沥青的阻燃性能,研究发现,随着阻燃剂粒径的减小,其填充材料的阻燃效果反而更好,沥青在水平垂直燃烧性能测试中均能达到V-1级。
综上,基于琼脂气凝胶的低密度和高孔隙率以及Mg(OH)2良好的阻燃性,笔者以琼脂为基体,Mg(OH)2为添加剂,用冷冻干燥的方法[28]开展一种制备力学性能良好的气凝胶材料的新工艺研究,这对于改善保温材料的保温能力和阻燃性能具有重要的实际意义。
1 实验
1.1 主要原料
Mg(OH)2,分析纯,天津市光复精细化工研究所,白色固体粉状,平均粒径(D50)为3.653 μm,10%的粒径(D10)在0.823 μm 以下;琼脂,分析纯,国药集团化学试剂有限公司。
1.2 主要设备及仪器
磁力加热搅拌器,CJJ78-1型,常州市金坛大地自动化仪器厂;数显搅拌水浴锅,HH-1型,金坛区白塔新宝仪器厂;电动搅拌机,HD2010W型,上海司乐仪器有限公司;蒸馏水机,220-240 VAC型,上海影易实业有限公司;机械超声波清洗机,JP-040型,深圳市洁盟清洗设备有限公司;场发射扫描电子显微镜(FESEM),Nova Nano SEM 450型,美国FEI公司;导热系数仪,XIATECH TC3000E型,西安夏溪电子科技有限公司;氧指数仪,JF-3型,济南中诺仪器有限公司;热分析仪,SDT Q160型,美国TA仪器公司;万能材料试验机,AG-10KG型,岛津企业管理(中国)有限公司。
1.3 样品制备
琼脂溶液的制备:将20 g琼脂加入1 L蒸馏水中,在98 ℃以上的水浴锅中600 r/min充分搅拌,使琼脂完全溶解,溶液中琼脂的质量分数约为2%。
Mg(OH)2混合溶液的制备:将30 g Mg(OH)2粉末加入600 mL的蒸馏水中配制质量分数约为5%的Mg(OH)2混合溶液,溶液经电动搅拌机以1 000 r/min的速度搅拌10 min,随后超声分散20 min。
取400 mL琼脂溶液和一定量的Mg(OH)2混合溶液进行混合,在98 ℃以上的水浴锅中600 r/min搅拌30 min,然后将混合物倒入树脂模具中,晾干凝固24 h得复合湿凝胶,脱模后放入冰柜中冷冻24 h。将冷冻后的样品平铺放入冷冻干燥机中,冷冻干燥48 h后即得Mg(OH)2-琼脂(MH-AG)复合气凝胶。调节Mg(OH)2溶液用量,使得Mg(OH)2与琼脂质量比分别为0.4、0.5、0.6、0.7、和0.8,对应的MH-AG复合气凝胶分别简称为M4A、M5A、M6A、M7A和M8A。另外,为了对比分析复合气凝胶的性能,笔者还制备了纯相AG气凝胶,实验过程中不添加Mg(OH)2,其他步骤与MH-AG复合气凝胶制备工艺相同。
1.4 性能测试与结构表征
用导电胶将样品固定在铜台上,对样品表面进行喷金处理,用扫描电子显微镜(SEM)对气凝胶截面进行微观形貌的观察。取10 mg左右的复合气凝胶,使用SDT Q600型同步热分析仪表征样品的热稳定性,在N2气氛下,以10 ℃/min的升温速率加热至800 ℃。采用导热系数仪表征复合气凝胶的保温隔热性能,制备两块尺寸为50 mm×40 mm×5 mm的复合气凝胶,样品完全覆盖导热片,在298 K的温度下测试其导热系数。
使用氧指数仪和热分析仪表征复合气凝胶的阻燃性能,按照国家标准GB/T 2406.2—2009[29]和GB/T 2408—2008[30]的测试方法进行测试,通过比对化工行业标准HG/T 3607—2007[31]对塑料材料防火阻燃的要求,评价不同配比复合气凝胶的防火等级。
采用AG-10KG型万能材料试验机对气凝胶的压缩模量进行测试。设定的最大荷载为100 N,压缩速度为1 mm/min,样品底面积均为10 mm×15 mm,高均为10 mm。样品的压缩模量(E)可由式(1)计算得到。
(1)
式中:ΔN为载荷变量,ΔL为位移变量,L为样品高度,A为样品横截面积。在本文中,L=10 mm,初始荷载和初始位移均为0。
通过吸雾率、溶胀率、溶解率来表征气凝胶的耐水性能。将气凝胶切割成10 mm的柱体,浸入水中充分吸水,再放入烘箱中完全干燥,用分析天平称得吸水和干燥前后的样品质量,计算样品的吸雾率、溶胀率和溶解率。
2 结果与讨论
2.1 SEM表征结果
图1为AG气凝胶和MH-AG复合气凝胶放大100倍的SEM照片。由图1可见:纯相AG气凝胶已形成三维多孔结构。随着Mg(OH)2的加入,复合气凝胶的多孔结构和孔尺寸发生了显著的变化。M4A和M5A复合气凝胶依旧保持三维多孔结构,但是孔尺寸变大。这是由于在AG气凝胶中添加的Mg(OH)2附着在气凝胶壁上,一定程度上阻碍了AG气凝胶三维结构的形成。M6A、M7A和M8A复合气凝胶的孔径进一步增大,并且有难以维系三维多孔结构的趋势。这是由于Mg(OH)2的添加量过大,导致过剩的Mg(OH)2在琼脂溶液中分散不均匀,在冷冻干燥的过程中会单独形成颗粒,导致产物多孔结构絮乱无序。
图2为AG气凝胶和MH-AG复合气凝胶放大500倍的SEM照片。从图2可以看出:纯相AG气凝胶孔壁较为平整;而MH-AG复合气凝胶孔壁上有大量凸起的小颗粒,使得孔壁变得十分粗糙,并且随着Mg(OH)2添加量的增大,小颗粒逐渐增多。Mg(OH)2大量附着在气凝胶孔壁上,是复合气凝胶发挥阻燃性能的关键。Mg(OH)2添加量相对较少(M4A和M5A)时,气凝胶壁上有小颗粒凸起,但附着在气凝胶表面而独立存在的小颗粒不明显。随着Mg(OH)2添加量进一步增大,过量的Mg(OH)2在气凝胶壁上单独形成颗粒,附着现象越来越显著。

图1 样品的低倍SEM照片Fig.1 Low power SEM images of samples
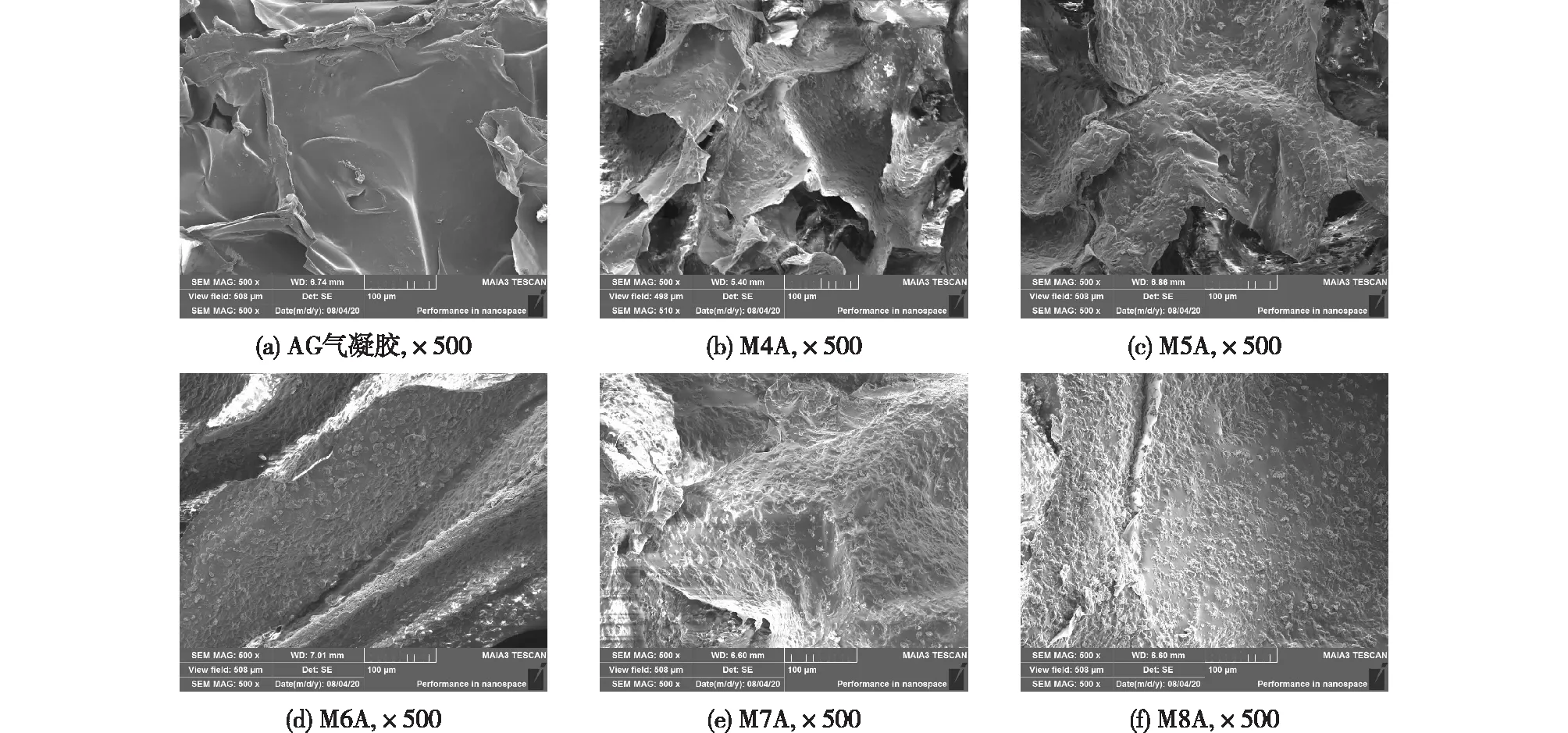
图2 样品的高倍SEM照片Fig.2 High power SEM images of samples
2.2 复合气凝胶的热稳定性
通过热分析仪表征MH-AG复合气凝胶的热稳定性,结果见图3。由图3可见:在100 ℃以下出现了质量损失,对应于样品脱水阶段,这是由于气凝胶的所有成分都具有丰富的表面羟基,这些羟基容易吸水。所有曲线在250~300 ℃出现第2个质量损失阶段,这是由AG羟基分解引起的。与AG的曲线相比,M4A复合气凝胶第2个质量损失阶段的起始分解温度(t5%)和最大分解温度(tmax)有所降低。随着Mg(OH)2的加入,由于AG与Mg(OH)2表面的羟基形成氢键,样品的t5%和tmax有所升高,从而阻碍了AG的热解。当温度达到350 ℃以后,Mg(OH)2开始分解,分解产生不可燃的无机物MgO和H2O,分解产物覆盖在AG表面形成屏障,减缓了AG的分解,从而降低了气凝胶的分解速率。结果表明:Mg(OH)2提高了复合气凝胶的热稳定性,且Mg(OH)2的添加量越多,复合气凝胶的热稳定性越好。

图3 气凝胶的热稳定性Fig.3 Thermal stability of aerogel
2.3 复合气凝胶的阻燃性能
极限氧指数(LOI)表示维持燃烧所需的最低氧浓度。标准GB/T 2406—2008规定,LOI在22%以下的材料为易燃材料,22%~27%的为可燃材料,大于27%的为难燃材料。复合气凝胶的阻燃性能测试结果见表1。由表1可知:AG气凝胶的LOI只有19%,还达不到空气中O2的体积分数,说明AG气凝胶是易燃材料。随着Mg(OH)2的加入,LOI显著提高,特别是在Mg(OH)2与AG的质量比≥0.5以后,复合气凝胶都属于难燃材料。此外,质量比达到0.6时,材料的垂直燃烧(UL-94)测试等级能达到V-1级,当质量比≥0.7时,UL-94测试等级均能达到V-0级。
为了评估复合气凝胶的热隔离潜力,测试其导热系数,导热系数越小则材料的保温隔热能力越好,结果列于表1。由表1可见:气凝胶的导热系数随着Mg(OH)2添加量的增大而增大。多孔材料的密度是影响其导热系数的关键,材料密度越小即孔隙中空气量越多,空气是热的不良导体,因此材料的导热系数就越小。由于大量Mg(OH)2的颗粒附着在气凝胶孔壁上,增加了复合气凝胶的密度,使得气凝胶的导热系数随着Mg(OH)2添加量的增大而增大。此外,复合气凝胶的导热系数略高于空气的导热系数0.026 2 W/(m·K),标准GB/T 4272—2015规定,平均温度为298 K(25 ℃)时,导热系数≤0.080 0 W/(m·K)的材料都属于保温材料。因此,本文中制备的复合气凝胶具有良好的保温隔热能力。
2.4 复合气凝胶的抗压强度
气凝胶材料的抗压强度对其在建筑外墙中的应用也是十分重要的,笔者采用压缩模量来考察复合气凝胶的抗压强度,结果如图4所示。由图4可以看出:随着Mg(OH)2添加量的增多,样品的压缩模量也在不断上升,在Mg(OH)2与AG质量比为0.6时,M6A的压缩模量达到峰值78.53 Pa。由于Mg(OH)2作为无机材料具有优越的力学性能,远高于基体高分子材料;并且Mg(OH)2和基体AG之间具有强的氢键相互作用,同样可以提高复合气凝胶的力学性能。随后,继续添加Mg(OH)2时,样品的压缩模量反而下降。这是由于Mg(OH)2的添加量过高,附着在气凝胶孔壁上的Mg(OH)2一定程度上破坏了气凝胶的三维空间结构,导致其承载能力下降。

图4 样品的抗压强度Fig.4 Compressive strength of samples
2.5 复合气凝胶的耐水性能
MH-AG复合气凝胶的基体材料AG为亲水高分子,在实际应用中AG遇到水或雾时会吸收水分,从而降低复合气凝胶的力学性能,所以耐水性能是影响复合气凝胶实际应用非常重要的一个指标。笔者利用吸雾率、溶胀率、溶解率来表征复合气凝胶的耐水性能。
吸雾性能是指材料吸收空气中雾气的能力,常用吸雾率来评价材料的吸雾性能。作为评价材料耐水性能的一项指标,吸雾率越低,材料的耐水性能越好。AG气凝胶和MH-AG复合气凝胶的吸雾率见图5。从图5可以看出:随着Mg(OH)2添加量的增多,总体上样品的吸雾率越来越低,复合气凝胶的吸雾性能整体呈减小的趋势,M7A复合气凝胶的吸雾率最低(11.92%)。

图5 样品的吸雾性能Fig.5 Mositure uptake performance of samples
材料在水中体积增大而产生溶胀现象,常用溶胀率来评价材料的溶胀性能,是评价材料耐水性能的又一指标。溶胀率越低,说明材料在接触水后越不容易产生形变。AG气凝胶和MH-AG复合气凝胶的溶胀率见图6。从图6可以看出:当添加了Mg(OH)2后,材料的溶胀率有了明显的降低,说明Mg(OH)2对样品的溶胀有较好的抑制作用。并且随着Mg(OH)2添加量的增多,材料的溶胀率呈减小的趋势,M8A复合气凝胶的溶胀率最低(155%)。

图6 样品的溶胀性能Fig.6 Water uptake performance of samples
溶解性能是指材料在水中发生溶解导致质量减少的现象。在实际应用中,为保证材料的完整性,溶解率越小越好。由图7可见:当Mg(OH)2与AG的质量比达到0.6以后,复合气凝胶的溶解率才开始下降,并且继续增大Mg(OH)2的添加量不会对复合气凝胶的溶解率产生很大的影响。与AG气凝胶相比,M4A和M5A复合气凝胶的溶解率相差不大。这是由于M4A和M5A复合气凝胶仍然保持气凝胶的三维多孔结构,Mg(OH)2的添加对气凝胶的结构影响较小,复合气凝胶遇水后与AG气凝胶具有相近的溶解性能。而Mg(OH)2添加量较高(M6A、M7A和M8A)时,较多的Mg(OH)2颗粒吸附在气凝胶孔壁上,阻碍了AG基体与水的接触率,复合气凝胶的溶解率降低,耐水性能提高。

图7 样品的溶解性能Fig.7 Water soubility performance of samples
综上所述,从吸雾率、溶胀率和溶解率三者来看,Mg(OH)2的适当引入均能降低三者的数值,说明Mg(OH)2可以提高复合气凝胶的耐水性能。
3 结论
1)通过冷冻干燥法制得MH-AG复合气凝胶,复合气凝胶内部呈三维多孔结构,且Mg(OH)2颗粒均匀地附着在气凝胶壁上。
2)Mg(OH)2的添加提高了复合气凝胶的热稳定性。其中,Mg(OH)2的添加量越多,复合气凝胶的热稳定性越好。
3)采用LOI、UL-94等级对气凝胶的阻燃性能进行了评价。Mg(OH)2与AG的质量比达到0.5以后,复合气凝胶达到难燃级别,其中质量比达到0.8时,LOI为38%;Mg(OH)2与AG的质量比达到0.6以后,复合气凝胶在UL-94测试中达到V-1级,继续增大Mg(OH)2的添加量,UL-94等级能达到V-0级。
4)压缩试验结果表明,Mg(OH)2的添加能够大幅度提高复合气凝胶的压缩模量,M6A的压缩模量达到最大值78.53 Pa。继续增大Mg(OH)2的添加量,复合气凝胶的压缩模量反而下降。
5)耐水试验结果表明,Mg(OH)2的添加能够降低气凝胶的吸雾率、溶胀率和溶解率,即添加Mg(OH)2可以提高复合气凝胶的耐水性能。
